Thin Film Deposition Techniques
Thin Film Deposition Techniques
Download as docx, pdf, or txt
You might also like
- Control Systems by A. Anand Kumar PDFDocument580 pagesControl Systems by A. Anand Kumar PDFGaganpreetSingh68% (76)
- Oracle Database Administration IDocument46 pagesOracle Database Administration Iocp001No ratings yet
- Technical University of MombasaDocument24 pagesTechnical University of MombasaWambua OnesmusNo ratings yet
- All Product Training Guide - HindiDocument45 pagesAll Product Training Guide - HindiGaganpreetSingh100% (7)
- German Panzer Group Von Kleist 10 May 1940Document4 pagesGerman Panzer Group Von Kleist 10 May 1940Paul McHughNo ratings yet
- Kirkendal Effect Paper PDFDocument4 pagesKirkendal Effect Paper PDFAnonymous DmKpKA6wHNo ratings yet
- Thin Film Technology An Introduction To DepositionDocument7 pagesThin Film Technology An Introduction To DepositionGeetha Sokkian RammanoharNo ratings yet
- Chemical KineticsDocument69 pagesChemical KineticsDaniel YakubovichNo ratings yet
- Bonding in SolidsDocument24 pagesBonding in SolidsMahesh KumarNo ratings yet
- Mat Sci Slides 2Document29 pagesMat Sci Slides 2abcdNo ratings yet
- Band Theory of Solids: Christian Bergfjord & Selda EkizDocument44 pagesBand Theory of Solids: Christian Bergfjord & Selda EkizAzhar MahmoodNo ratings yet
- Band Theory of SolidsDocument46 pagesBand Theory of SolidsMohammad Gulam AhamadNo ratings yet
- Introduction To Energy Band For EngineersDocument4 pagesIntroduction To Energy Band For EngineersDerbew Gahaw100% (1)
- Structure and BondingDocument12 pagesStructure and BondingNisha JodhanNo ratings yet
- Steady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Document5 pagesSteady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Rishav DugarNo ratings yet
- Unit V-NanomaterialsDocument32 pagesUnit V-NanomaterialsAdam MichelleNo ratings yet
- Nano Dimensional MaterialsDocument151 pagesNano Dimensional MaterialsCHEM22028 NidhiNo ratings yet
- Chapter 2 Crystal GrowthDocument44 pagesChapter 2 Crystal GrowthsunNo ratings yet
- Hydrogen Production Using ElectrolysisDocument15 pagesHydrogen Production Using ElectrolysisInda RobayaniNo ratings yet
- The Steady State Approximation Is A Method Used To Estimate The Overall Reaction Rate of A MultiDocument6 pagesThe Steady State Approximation Is A Method Used To Estimate The Overall Reaction Rate of A MultiMubashar ShakeelNo ratings yet
- Surface ChemistryDocument46 pagesSurface Chemistryyash guptaNo ratings yet
- Lecture Notes NanomaterialsDocument34 pagesLecture Notes NanomaterialsKresna Thufail ANo ratings yet
- Electrical Properties of SolidsDocument54 pagesElectrical Properties of SolidsAnthonio MJNo ratings yet
- Electron & Neutron DiffractionDocument24 pagesElectron & Neutron Diffractionzeex60No ratings yet
- Preparation and CharacterizationDocument108 pagesPreparation and CharacterizationAdityo Mursitantyo100% (1)
- Carbon Nanotubes: Centre For Nanoscience and Technology, Pondicherry University Puducherry-605 014, IndiaDocument62 pagesCarbon Nanotubes: Centre For Nanoscience and Technology, Pondicherry University Puducherry-605 014, IndiaMohammad RameezNo ratings yet
- Density of States - Derivation PDFDocument5 pagesDensity of States - Derivation PDFsarathsrnairNo ratings yet
- DLVO Theory PDFDocument7 pagesDLVO Theory PDFshashank mishraNo ratings yet
- Bonding in SolidsDocument31 pagesBonding in SolidsReddyvari VenugopalNo ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- NanomaterialsDocument15 pagesNanomaterialsRod Daniel Campos100% (1)
- Module 1 SPINELDocument5 pagesModule 1 SPINELDharmendra Kumar SrivastavaNo ratings yet
- Nano Technology (OE) - Unit 2Document94 pagesNano Technology (OE) - Unit 2Department of Chemical EngineeringNo ratings yet
- CNT PresentationDocument46 pagesCNT PresentationNishit KumarNo ratings yet
- NanotechnologyDocument15 pagesNanotechnologyJayesh RaneNo ratings yet
- Structures of Solids & X - Ray DiffractionDocument14 pagesStructures of Solids & X - Ray DiffractionAnonymous t7MdBjnONo ratings yet
- Determination of The Band Gap of A Semiconductor by Four Probe Set-UpDocument10 pagesDetermination of The Band Gap of A Semiconductor by Four Probe Set-UpMohit SharmaNo ratings yet
- Surface Chemistry - Comprehensive Notes PDFDocument32 pagesSurface Chemistry - Comprehensive Notes PDFGurpreet JindalNo ratings yet
- Eme 1166 Materials Science: DiffusionDocument55 pagesEme 1166 Materials Science: DiffusionJONATHAN RAJ A/L SEMANNo ratings yet
- Chapter1 16.O7.19Document58 pagesChapter1 16.O7.19Rajaram PrathibaNo ratings yet
- FullereneDocument3 pagesFullereneSukri JungNo ratings yet
- Band Theory of SolidsDocument18 pagesBand Theory of SolidsSachi SinghNo ratings yet
- Electrochemical MethodsDocument23 pagesElectrochemical MethodsHiTuXNo ratings yet
- Classical Nucleation TheoryDocument41 pagesClassical Nucleation Theoryswetavag100% (1)
- MultiferroicsDocument21 pagesMultiferroicsprashantitbhushahi100% (3)
- L2. Structure of MatterDocument11 pagesL2. Structure of MatterNourhan IbrahimNo ratings yet
- Unit 2 NotesDocument10 pagesUnit 2 NotesG.MUNEER BABA,EEE18 Vel Tech, ChennaiNo ratings yet
- Re CrystallizationDocument476 pagesRe CrystallizationThaiThanh PhanNo ratings yet
- Synthesis of NanomaterialsDocument58 pagesSynthesis of NanomaterialsShubham JarandeNo ratings yet
- 3.thermo Gravimetric AnalysisDocument35 pages3.thermo Gravimetric Analysisdaud faisal100% (1)
- 2.1 The Structure of SolidsDocument22 pages2.1 The Structure of Solidsashleykingpalomo13No ratings yet
- Lecture Notes - Final PDFDocument40 pagesLecture Notes - Final PDFN KrishnaNo ratings yet
- Kirkendall Effect, Importance, and Theory, Its Use: HistoryDocument2 pagesKirkendall Effect, Importance, and Theory, Its Use: HistoryAbu HurairaNo ratings yet
- Conducting Polymers Guest Lecture Slides2018Document31 pagesConducting Polymers Guest Lecture Slides2018Mahalakshmi Sahasranaman100% (1)
- AdsorptionDocument20 pagesAdsorptionSwag spr0% (1)
- Fuel Air CyclesDocument22 pagesFuel Air CyclesrakshitNo ratings yet
- Internship Report - Lingfei ZhangDocument41 pagesInternship Report - Lingfei ZhangZhang LingfeiNo ratings yet
- Short Overview of Perovskite Solar CellsDocument14 pagesShort Overview of Perovskite Solar CellsFAISAL TAIMURINo ratings yet
- Hetero JunctionDocument8 pagesHetero Junctionpiano790521No ratings yet
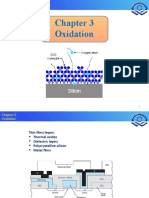
- Chapter 3 OxidationDocument49 pagesChapter 3 OxidationsunNo ratings yet
- Functional and Physical Properties of Polymer NanocompositesFrom EverandFunctional and Physical Properties of Polymer NanocompositesAravind DasariNo ratings yet
- Vacuum TheoryDocument79 pagesVacuum TheoryrusyadNo ratings yet
- Basics of VacuumDocument7 pagesBasics of Vacuumsanthosh_yash1No ratings yet
- Panting inDocument8 pagesPanting inVijay RaghavanNo ratings yet
- DRC 03 PDFDocument2 pagesDRC 03 PDFGaganpreetSinghNo ratings yet
- Selected Applicant 2015 PDFDocument467 pagesSelected Applicant 2015 PDFSachin GargNo ratings yet
- Ps2solutions PDFDocument5 pagesPs2solutions PDFGaganpreetSinghNo ratings yet
- Quantum Information & ComputingDocument26 pagesQuantum Information & ComputingGaganpreetSinghNo ratings yet
- 2015 Ordinance BTech DtuDocument32 pages2015 Ordinance BTech DtuGaganpreetSinghNo ratings yet
- Lithography PDFDocument22 pagesLithography PDFGaganpreetSingh100% (1)
- Artistry SC TheStructureOfOurSkinDocument7 pagesArtistry SC TheStructureOfOurSkinGaganpreetSinghNo ratings yet
- Cut - Off - List of Round VDocument8 pagesCut - Off - List of Round VGaganpreetSinghNo ratings yet
- Molecular SpectrosDocument68 pagesMolecular SpectrosGaganpreetSinghNo ratings yet
- Product Expo: Invites You ToDocument2 pagesProduct Expo: Invites You ToGaganpreetSinghNo ratings yet
- Welcome To The GurdwaraDocument6 pagesWelcome To The GurdwaraGaganpreetSinghNo ratings yet
- B015Document40 pagesB015Indrojyoti MondalNo ratings yet
- Zoology: Zoology Previous Eamcet QuestionsDocument8 pagesZoology: Zoology Previous Eamcet QuestionsGaganpreetSingh100% (1)
- Zoology Unit - V: Zoology Previous Eamcet QuestionsDocument2 pagesZoology Unit - V: Zoology Previous Eamcet QuestionsGaganpreetSinghNo ratings yet
- Scholarship and Fee Concession For FD ProgrammeDocument3 pagesScholarship and Fee Concession For FD ProgrammeGaganpreetSinghNo ratings yet
- Class Work - IV (09.09.07)Document1 pageClass Work - IV (09.09.07)GaganpreetSinghNo ratings yet
- Inspiring Autobiography of Milkha Singh The Race of My Life: Book DetailsDocument1 pageInspiring Autobiography of Milkha Singh The Race of My Life: Book DetailsGaganpreetSinghNo ratings yet
- Uninstall Instructions 1) How To Uninstall VdownloaderDocument1 pageUninstall Instructions 1) How To Uninstall Vdownloaderomshuavatar4682No ratings yet
- Grade 11 - CP 4 Introduction To Problem SolvingDocument10 pagesGrade 11 - CP 4 Introduction To Problem Solvingkumar saiNo ratings yet
- Yocto DevDay Advanced Class PortlandDocument145 pagesYocto DevDay Advanced Class Portlandebbys89No ratings yet
- Dwight v. Swain - Techniques of The Selling Writer 12Document4 pagesDwight v. Swain - Techniques of The Selling Writer 12lucasgioNo ratings yet
- Math 266 Introduction To Calculus II Study GuideDocument317 pagesMath 266 Introduction To Calculus II Study GuideHarold Lee50% (2)
- MATH 8 Lesson Plan CODocument3 pagesMATH 8 Lesson Plan COSerdnelem Rhodz MacedaNo ratings yet
- PDFDocument15 pagesPDFHina Sahar100% (1)
- Final Project of Cash ManagmentDocument22 pagesFinal Project of Cash ManagmentVidyashree PNo ratings yet
- Analisis Kuantitatif Sediaan Obat DGN SpektrofluorometriDocument71 pagesAnalisis Kuantitatif Sediaan Obat DGN SpektrofluorometrideeNo ratings yet
- Iserme2018 PDFDocument203 pagesIserme2018 PDFDaniel SugihantoroNo ratings yet
- Automobile Industry: Risk ManagementDocument18 pagesAutomobile Industry: Risk ManagementYasmin HussainNo ratings yet
- WEEK 12b - Berk DeMarzo-Chp 8Document81 pagesWEEK 12b - Berk DeMarzo-Chp 8Suzan BekçiNo ratings yet
- Electrical Concepts: Why SF6 Gas Used in HV/EHV Circuit Breaker?Document3 pagesElectrical Concepts: Why SF6 Gas Used in HV/EHV Circuit Breaker?Sureshraja9977No ratings yet
- Compulsory Ethiopian Standard: CES XXDocument19 pagesCompulsory Ethiopian Standard: CES XXAbdella Mohammed AdemNo ratings yet
- CV of Shaila (Me)Document4 pagesCV of Shaila (Me)Masud RanaNo ratings yet
- PHD Regulations Sbsssu-2021Document25 pagesPHD Regulations Sbsssu-2021pallavi mahajanNo ratings yet
- Quick Reference Guide To PTN 910&950&960 Site MaintenanceDocument1 pageQuick Reference Guide To PTN 910&950&960 Site Maintenanceراحیل معروفNo ratings yet
- Term Paper On Portrayal of Family Life in AdvertisingDocument17 pagesTerm Paper On Portrayal of Family Life in AdvertisingNaureen Aqueel67% (3)
- 15EC73Document307 pages15EC73KN DEEPSHINo ratings yet
- Notion SQL CodeDocument4 pagesNotion SQL CodephurinthammarowetNo ratings yet
- Weighted Moving AverageDocument8 pagesWeighted Moving AveragePam G.No ratings yet
- Business PlanDocument36 pagesBusiness PlanArun NarayananNo ratings yet
- Abhishek Sharma: B.TECH (Mechanical Engineering) +91-8005888188 Pitliya Bhawan, Amet, Rajsamand, Rajasthan Pin-313332Document2 pagesAbhishek Sharma: B.TECH (Mechanical Engineering) +91-8005888188 Pitliya Bhawan, Amet, Rajsamand, Rajasthan Pin-313332sanjeet giriNo ratings yet
- Ste Micro ProjectDocument13 pagesSte Micro Projectethicalninja7No ratings yet
- Concentration of SolutionsDocument4 pagesConcentration of SolutionsPRANAV BANSAL100% (1)
- Amul Distribution SIP ReportDocument31 pagesAmul Distribution SIP ReportAbhishek DeshpandeNo ratings yet
- Micropaleontology Principles and Applications PDFDocument223 pagesMicropaleontology Principles and Applications PDFRasyid Shihabuddin100% (1)
- Technical Specification For The Purchase of 1 Unit of 240HP Crawler TractorDocument14 pagesTechnical Specification For The Purchase of 1 Unit of 240HP Crawler TractoragegnehutamiratNo ratings yet