Glow Discharge in Sputtering PDF
Glow Discharge in Sputtering PDF
Download as pdf or txt
You might also like
- Sensoriamento Remoto Do Ambiente - Uma Perspectiva em Recursos Terrestres - John R. Jensen PDFDocument661 pagesSensoriamento Remoto Do Ambiente - Uma Perspectiva em Recursos Terrestres - John R. Jensen PDFRodrigo Dumas Saavedra100% (1)
- PTM Falcon 10 100Document678 pagesPTM Falcon 10 100Fidel Arellano100% (3)
- LCD TV T Con HV320WXC-200 - x-Pcb-x0.0 PCB Module Circuit PDF - Google SearchDocument2 pagesLCD TV T Con HV320WXC-200 - x-Pcb-x0.0 PCB Module Circuit PDF - Google SearchRaja Pathamuthu.G50% (10)
- Astec Power Supplies Aug82 2Document72 pagesAstec Power Supplies Aug82 2Bertrand Ber TrandNo ratings yet
- Kerr MicrosDocument7 pagesKerr MicrosFabian LuxNo ratings yet
- Nstruction Ook: HND 615 HND 615 SiDocument17 pagesNstruction Ook: HND 615 HND 615 SiDejan Đuričić ĐuraNo ratings yet
- Pyrometer: M & M AssignmentDocument26 pagesPyrometer: M & M Assignmentgenius_1980No ratings yet
- T - Con Module Fault - Google SearchDocument2 pagesT - Con Module Fault - Google SearchRaja Pathamuthu.G100% (1)
- Induction Cooker Error Code Meanings Tips PrestigeDocument13 pagesInduction Cooker Error Code Meanings Tips PrestigeRaja Pathamuthu.G33% (3)
- Graduate Personal Statement For Admission For MPH DegreeDocument2 pagesGraduate Personal Statement For Admission For MPH DegreeElizabeth33% (3)
- Electric Glow DischargeDocument12 pagesElectric Glow DischargebismuthsunilNo ratings yet
- Plasma Sputter CoatingDocument3 pagesPlasma Sputter CoatingGustavo SantolimNo ratings yet
- Glow Discharge TheoryDocument37 pagesGlow Discharge Theorybarnamala100% (1)
- Internship Report - Lingfei ZhangDocument41 pagesInternship Report - Lingfei ZhangZhang LingfeiNo ratings yet
- Evo Sem SopDocument13 pagesEvo Sem SopAswr100% (1)
- Compact Dual Polarization Lidar System Description and Data ProcessingDocument6 pagesCompact Dual Polarization Lidar System Description and Data Processingypbk100% (1)
- 03 GenX RaysDocument14 pages03 GenX RaysEdward PittsNo ratings yet
- GDS Specimen Preparation 203-821-574Document5 pagesGDS Specimen Preparation 203-821-574Fatma AhmedNo ratings yet
- Mks - TksDocument12 pagesMks - TksNguyen Duong HieuNo ratings yet
- POWER SUPPLY Rev00Document114 pagesPOWER SUPPLY Rev00Jeffrey AlimarioNo ratings yet
- "Spark and Spectral Testing Machine" SPONSORED PROJECT BY "AUTOLINE"Document6 pages"Spark and Spectral Testing Machine" SPONSORED PROJECT BY "AUTOLINE"Chandrashekhar Chudmunge100% (1)
- AFM PresentationDocument16 pagesAFM PresentationSulficker AliNo ratings yet
- Gds500 (Hoja TecnicaDocument2 pagesGds500 (Hoja TecnicaTahu GejrotzNo ratings yet
- Ferroelectric NotesDocument6 pagesFerroelectric Noteschvar80100% (1)
- Boron by ICP AESDocument10 pagesBoron by ICP AESNam Phạm Văn100% (1)
- Comparison of Neutral Earthing Methods PDFDocument5 pagesComparison of Neutral Earthing Methods PDFRobert Galarza100% (1)
- Construction of A Proton Magnetometer: Department of Physics, University of Colombo, Colombo 3Document8 pagesConstruction of A Proton Magnetometer: Department of Physics, University of Colombo, Colombo 3Yunus Emre VarlıNo ratings yet
- Interface Board Manual For FXM FM Series LaserDocument14 pagesInterface Board Manual For FXM FM Series LaserAnggi PrasetyoNo ratings yet
- Simple Digital Geiger CounterDocument9 pagesSimple Digital Geiger CounterAnonymous Kti5jq5EJINo ratings yet
- Detector Emf RF e EletrostaticoDocument24 pagesDetector Emf RF e Eletrostaticocarlosfalchi365No ratings yet
- User's Manual: ULTRA CFR Nd:YAG Laser SystemDocument55 pagesUser's Manual: ULTRA CFR Nd:YAG Laser SystemLeonardo PantojaNo ratings yet
- Ciros Vision eDocument31 pagesCiros Vision ebrojasNo ratings yet
- Transmission Electron MicroscopeDocument79 pagesTransmission Electron MicroscopeUmairSiddiqueSNo ratings yet
- 03 - EN - Electron Gun - 2434749Document24 pages03 - EN - Electron Gun - 2434749leapZeeg SurrealistNo ratings yet
- PinAAcle 500 Flame AA SpecificationsDocument3 pagesPinAAcle 500 Flame AA SpecificationsUswatul Hasanah100% (1)
- Lecture#14 HIGH VACUUM Advance H V Engg.Document80 pagesLecture#14 HIGH VACUUM Advance H V Engg.Nicholas FosterNo ratings yet
- HVDC Transmission SystemDocument44 pagesHVDC Transmission SystemPravin Patel100% (1)
- Paper: Understanding Cation Effects in Electrochemical CO ReductionDocument14 pagesPaper: Understanding Cation Effects in Electrochemical CO ReductionMaría esquivia100% (1)
- U1 MAgneticPropDocument19 pagesU1 MAgneticPropAbinash PandaNo ratings yet
- Hot vs. Cold Cathode Technology OverviewDocument16 pagesHot vs. Cold Cathode Technology OverviewdavidNo ratings yet
- SPI Sputter Module ManualDocument16 pagesSPI Sputter Module Manualantares757No ratings yet
- Measure Gamma Rays With A PhotodiodeDocument5 pagesMeasure Gamma Rays With A PhotodiodetototituNo ratings yet
- The Influence of Deuterium On Sodium Mobility and Viscosity of Colloidal Precursor Suspensions Yielding Template-Free Nanosized ZeolitesDocument7 pagesThe Influence of Deuterium On Sodium Mobility and Viscosity of Colloidal Precursor Suspensions Yielding Template-Free Nanosized ZeolitesMishel MarkovskiNo ratings yet
- Brochure Courier - 8x - SL 4806 10 22 en MNG WebDocument4 pagesBrochure Courier - 8x - SL 4806 10 22 en MNG WebHugo José Abreu de Souza100% (1)
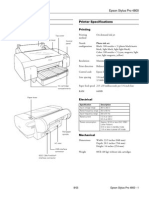
- Stylus Pro 4800 User GuideDocument16 pagesStylus Pro 4800 User Guidewbjethro100% (1)
- Analog Sensor InterfacingDocument5 pagesAnalog Sensor Interfacingkokolanski100% (1)
- Glow DischargeDocument4 pagesGlow Dischargehermas67100% (2)
- Triaxial Digital Fluxgate MagnetometerDocument87 pagesTriaxial Digital Fluxgate MagnetometershansovNo ratings yet
- Instant Power Supply (IPS) System With Load PriorityDocument60 pagesInstant Power Supply (IPS) System With Load PriorityTania Marzia100% (3)
- Radioactive Sources Used: Cesium-137Document22 pagesRadioactive Sources Used: Cesium-137ਸੁਖਪ੍ਰੀਤ ਸਿੰਘNo ratings yet
- Geiger M Uller Counter (GM Counter)Document26 pagesGeiger M Uller Counter (GM Counter)AviteshNo ratings yet
- Theory of Scanning Electron MicroscopeDocument57 pagesTheory of Scanning Electron Microscopeglobalsino8100% (1)
- Gas Discharge TubesDocument16 pagesGas Discharge TubesYdnar Dale Ganzon100% (1)
- Click To Edit Master Title Style: Presentation ONDocument19 pagesClick To Edit Master Title Style: Presentation ONFazlul Karim AkashNo ratings yet
- Earth Magnetometer ProjectDocument17 pagesEarth Magnetometer ProjectMario Ariel VesconiNo ratings yet
- Experiment No.4 To Study The Variation of Photoelectric Effect With Intensity of LightDocument8 pagesExperiment No.4 To Study The Variation of Photoelectric Effect With Intensity of LightMuhammad Zubair SharifNo ratings yet
- Electron Spin Resonance SpectrosDocument29 pagesElectron Spin Resonance Spectroslalithawill100% (1)
- XRD Manual PDFDocument18 pagesXRD Manual PDFzooruNo ratings yet
- OU500554475 2 PSI 500i Conn To AutomDocument50 pagesOU500554475 2 PSI 500i Conn To AutomCHANDRA SEKHAR Kabi100% (1)
- Fluxgate MagnetometerDocument6 pagesFluxgate MagnetometerAleksey HblastoNo ratings yet
- Dielectric Constant of Solids and Liquids SES Make ManualDocument18 pagesDielectric Constant of Solids and Liquids SES Make ManualYashovardhan JhaNo ratings yet
- Frame2004 A HISTORY OF RADIATION DETECTION INSTRUMENTATION PDFDocument25 pagesFrame2004 A HISTORY OF RADIATION DETECTION INSTRUMENTATION PDFJ l BorgesNo ratings yet
- Neslab Rte SeriesDocument52 pagesNeslab Rte SeriesVincent PiscitelliNo ratings yet
- Study of Magnetoresistance SidDocument7 pagesStudy of Magnetoresistance SidBhargav TangiralaNo ratings yet
- An Introduction to the Optical Spectroscopy of Inorganic SolidsFrom EverandAn Introduction to the Optical Spectroscopy of Inorganic SolidsRating: 5 out of 5 stars5/5 (1)
- JudgmentDocument15 pagesJudgmentRaja Pathamuthu.GNo ratings yet
- Dgtom: Muff Wiggler Forum Index Music Tech DiyDocument1 pageDgtom: Muff Wiggler Forum Index Music Tech DiyRaja Pathamuthu.GNo ratings yet
- Frequency Divider Circuit Using IC 555 and IC 4013: Frank Donald 0 CommentsDocument4 pagesFrequency Divider Circuit Using IC 555 and IC 4013: Frank Donald 0 CommentsRaja Pathamuthu.GNo ratings yet
- Pencil Resistors - Science ProjectDocument1 pagePencil Resistors - Science ProjectRaja Pathamuthu.GNo ratings yet
- Setup or Reconfigure EW-7438RPn Series N300 WiFi Extender - EDiMAXDocument1 pageSetup or Reconfigure EW-7438RPn Series N300 WiFi Extender - EDiMAXRaja Pathamuthu.GNo ratings yet
- TATA SKY - FTA+Basic+pack - 16jan2019Document3 pagesTATA SKY - FTA+Basic+pack - 16jan2019Raja Pathamuthu.GNo ratings yet
- UPS-Uninterruptable Power Supplies - Electronic Circuits and Diagrams-Electronic Projects and DesignDocument4 pagesUPS-Uninterruptable Power Supplies - Electronic Circuits and Diagrams-Electronic Projects and DesignRaja Pathamuthu.GNo ratings yet
- ச தா ேகா ைட ப ைவ ப க க (Http://Chittar)Document9 pagesச தா ேகா ைட ப ைவ ப க க (Http://Chittar)Raja Pathamuthu.GNo ratings yet
- Mains High and Low Voltage Cut OFF Circuit Using IC 324 ExplainedDocument7 pagesMains High and Low Voltage Cut OFF Circuit Using IC 324 ExplainedRaja Pathamuthu.GNo ratings yet
- V59.Service ModeDocument1 pageV59.Service ModeRaja Pathamuthu.G40% (5)
- Manual 1500 / 2500 Va Corona Treater (Regular Model With Power Control Feature) IndexDocument6 pagesManual 1500 / 2500 Va Corona Treater (Regular Model With Power Control Feature) IndexRaja Pathamuthu.GNo ratings yet
- Manual LibraryDocument4 pagesManual LibraryRaja Pathamuthu.GNo ratings yet
- Tsumv59 ServiceDocument1 pageTsumv59 ServiceRaja Pathamuthu.GNo ratings yet
- Orona and Lasma Reatment: N VerviewDocument25 pagesOrona and Lasma Reatment: N VerviewRaja Pathamuthu.G0% (1)
- LCD-TSUx9V1 0specDocument15 pagesLCD-TSUx9V1 0specRaja Pathamuthu.GNo ratings yet
- Corona Systems - HFT Series Power Supplies - CorotecDocument4 pagesCorona Systems - HFT Series Power Supplies - CorotecRaja Pathamuthu.GNo ratings yet
- Progisp Manual - BoxwindDocument2 pagesProgisp Manual - BoxwindRaja Pathamuthu.GNo ratings yet
- Engae Theduvaen Lyrics Panam SongsDocument5 pagesEngae Theduvaen Lyrics Panam SongsRaja Pathamuthu.GNo ratings yet
- 1.go To Start Menu, Evatec Log GathererDocument3 pages1.go To Start Menu, Evatec Log GathererRaja Pathamuthu.GNo ratings yet
- PhysicsDocument18 pagesPhysicsSheraz Khan100% (1)
- GP50B60PD1 InternationalRectifierDocument11 pagesGP50B60PD1 InternationalRectifierStelvio QuizolaNo ratings yet
- Guidance and CounsellingDocument6 pagesGuidance and CounsellingChristy Ubana100% (3)
- Statistical Computing Seminars Introduction To Stata ProgrammingDocument26 pagesStatistical Computing Seminars Introduction To Stata ProgrammingAkolgo PaulinaNo ratings yet
- MS For Windows - Louvres InstallationDocument9 pagesMS For Windows - Louvres InstallationGary LoNo ratings yet
- LabomDocument4 pagesLabomvyaschiromNo ratings yet
- Juan Legibility Good ContinuationDocument8 pagesJuan Legibility Good ContinuationJuan MaesNo ratings yet
- CE Objective Paper II 2010Document20 pagesCE Objective Paper II 2010Rahul SainiNo ratings yet
- FireDepartmentTwo toneToneOutDocument5 pagesFireDepartmentTwo toneToneOutla1450No ratings yet
- The Zodiac CipherDocument16 pagesThe Zodiac CipherKelly ShumateNo ratings yet
- RISC-V Lab Project PDFDocument21 pagesRISC-V Lab Project PDFAli ShafiqueNo ratings yet
- Mariadb 5.5.30 Tokudb 7.1.0 Users GuideDocument56 pagesMariadb 5.5.30 Tokudb 7.1.0 Users GuideAlexey ZilberNo ratings yet
- TEGR 120-Teaching Multigrade Classes: Learning Task# 2Document1 pageTEGR 120-Teaching Multigrade Classes: Learning Task# 2MD BadillaNo ratings yet
- English 5 Q2 Week 1Document10 pagesEnglish 5 Q2 Week 1Cristina MoranteNo ratings yet
- MotionDocument15 pagesMotionchand7790100% (1)
- Connections Between Curiosity, Flow and CreativityDocument3 pagesConnections Between Curiosity, Flow and CreativitySarah KazmiNo ratings yet
- Impact of Store Atmosphere in Purchase Decision in Clothing Stores of KathmanduDocument9 pagesImpact of Store Atmosphere in Purchase Decision in Clothing Stores of Kathmandudiya shresthaNo ratings yet
- Basic Civil and Mechanical EngineeringDocument28 pagesBasic Civil and Mechanical EngineeringRAJARAMNo ratings yet
- The Invalid - ChughtaiDocument8 pagesThe Invalid - Chughtaidiya mNo ratings yet
- Institute of Actuaries of India: Subject CT6 - Statistical MethodsDocument18 pagesInstitute of Actuaries of India: Subject CT6 - Statistical MethodsSmriti Paliwal100% (1)
- Quiz Chapters 7 To 10Document3 pagesQuiz Chapters 7 To 10Michael CliffordNo ratings yet
- Science Techenology AND SocietyDocument37 pagesScience Techenology AND SocietyRyan Christian M. PeriaNo ratings yet
- Quantum Mx840 Manual EngDocument150 pagesQuantum Mx840 Manual EngZeljko LazarevicNo ratings yet
- Intro To PrestoDocument23 pagesIntro To PrestoJosé Rafael Giraldo TenorioNo ratings yet
- WorksheetsDocument1 pageWorksheetsRuhma YousufNo ratings yet
- Employee absenteeism-BANK OF BARODADocument20 pagesEmployee absenteeism-BANK OF BARODABiman MondalNo ratings yet
- Skills and Personality of Sundar PichaiDocument13 pagesSkills and Personality of Sundar PichaiTaraknath ChakrabortyNo ratings yet