0% found this document useful (0 votes)
128 viewsModule I
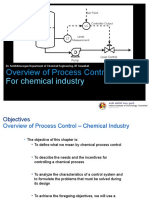
A chemical plant converts raw materials into products using chemical and physical operations. It must satisfy requirements like safety, production specifications, environmental regulations, and operational constraints. A control system is needed to guarantee the plant satisfies its objectives by continuously monitoring operations and making interventions in response to changing conditions and disturbances. There are three general needs for a control system: suppressing the influence of external disturbances, ensuring process stability, and optimizing performance.
Uploaded by
Venkata DineshCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
128 viewsModule I
A chemical plant converts raw materials into products using chemical and physical operations. It must satisfy requirements like safety, production specifications, environmental regulations, and operational constraints. A control system is needed to guarantee the plant satisfies its objectives by continuously monitoring operations and making interventions in response to changing conditions and disturbances. There are three general needs for a control system: suppressing the influence of external disturbances, ensuring process stability, and optimizing performance.
Uploaded by
Venkata DineshCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 16