Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding Shops
Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding Shops
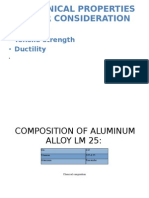
Figure 26-60, page 858 shows the internal construction
of a portable electric nibbler. The nibbler in Fig. 26-61,
page 858 is cutting 1⁄8-inch steel plate at a speed of 4 feet
per minute. F igure 26-62, page 858 shows portable elec-
tric shears cutting 16 gauge galvanized sheet metal. On
stainless steel it is rated for 18 gauge. Its minimum radius
cut is approximately 1 inch. This fast light weight tool
(5.0 pounds) is very portable.
A B D
E
C
Fig. 26-55 Welding students using a pneumatic
Fig. 26-54 Internal construction of a heavy-duty portable electric hammer. A. riveting hammer.
Heat-treated piston and ram. B. Heat-treated crank and connecting rod. C. Heat-
treated helical gears, ball-and-roller-bearing mounted. D. Heavy-duty trigger switch.
E. Pistol-grip handle. F. Universal motor, ball-bearing mounted. G. Aluminum hous-
ings. H. Three-conductor cable. Source: Reproduced with permission of Black &
Decker. © Black & Decker Inc.
Heavy-Duty Plunger Switch
Armature Mounted Protected from
Needle Bearing on Heavy-Duty Accidental Operation
Ball Bearings
Reversible Handle
Gives Perfect Control Removable Brush
Inspection Plates
Ball-Type Handle Gives
Maximum Control
Hardened Spiral
Bevel Gears
Spindle Mounted Heavy-Duty Double-Pole
on Ball-Bearings Switch Enclosed for
Protection from
Motor Wire Has Resin Abrasive Dust
Insulation. Winding
Covered with Varnish.
Both Combine to Give
Overload Protection
Time-Saving Quick Ventilating Fan
Change Flexible Backing Maintains Cool
Pad Requires No Tools for Operating
Disc Changing Temperatures
Fig. 26-56 Internal construction of a heavy-duty portable electric angle sander and grinder.
Source: Reproduced with permission of Black & Decker. © Black & Decker Inc.
856 Chapter 26 General Equipment for Welding Shops
Fig. 26-59 A welding student using a pneumatic die grinder
with a cutting disk to profile a weld. Because of the high speed
20,000 rpm and guarding issues this type work should be done
with double eye protection. That is safety glasses along with a full
face shield. Grinding should be done as an exception for poor weld
profile at starts, stops, root passes and not as a rule because of
poor welding technique which results in the entire weld having to
Fig. 26-57 A welding student using an electric side grinder. This be ground. © Renee Bohnart
type tool is very helpful for dressing weld profiles, removing weld
defects or in this case joint preparation. Note the ear plugs, gloves,
and double eye protection. © Renee Bohnart
Magnetic-Base Drill Press
On many construction and maintenance jobs, it is neces-
sary to drill a hole in a weldment that is too big to be taken
to a drill press for drilling. Because of the size of the hole
or the need for accuracy, hand drilling with a portable
hand drill may be too slow or inaccurate. The
magnetic-base drill press, Fig. 26-63 (p. 859), is
a powerful heavy-duty drill mounted on a base
with great magnetic holding force. This unit
attaches to steel surfaces in the horizontal, ver-
tical, and overhead positions. Thus, the machine
provides both the speed and the accuracy of a
regular bench- or floor-type drill press. The unit is
available with either electric or pneumatic power.
Beveling Machine
The edge preparation of plate, tubing, and pipe
before welding has always been a problem be-
cause quality cuts are usually costly. Industry has
used the traditional methods of sawing, shearing,
grinding, planing, and flame and arc cutting with
various degrees of success. Each method works
well within its limitations. Beveling by machine
has the advantage of low initial purchase and op-
Fig. 26-58 A welding student using a pneumatic belt sander to remove burs erating cost. Beveling machines are available as
on some square tubing. The belt is approximately ½ inch wide and 24 inch long electric or pneumatic tools. They are capable of
and is moving at 20,000 r.p.m. © Renee Bohnart beveling mild steel, alloy steel, and stainless steel
General Equipment for Welding Shops Chapter 26 857
Punching Mechanism Supported Eyebolt Connection
By Double Row Ball Bearing for Overhead
and Heavy-Duty Roller Bearing Suspension
Heat-Treated Heavy-Duty
Gears, Ball-and- Double-Pole
Roller Bearing Trigger Switch
Mounted
Turn-Down Adjustment
Permits Inspection of
Punch
Handle Formed
for One-Handed
Self-Contained Oil Operation of Tool
Reservoir
Needle Valve
Permits Accurate
Flow of Oil
Heavy-Duty
3-Wire Cable
Aluminum Housing
Automatic Oiler, Cooling System
Increases Punch Universal Motor
and Die Life Ball-Bearing Mounted
Nylok® Screws
Yoke Bearing Provides Prevent Loosening
Maximum Life
High-Speed Steel Machined Pad with
Adjustable Nitrided Punch Gives Long Life Mounting Holes for
Stripper Bench or Stand
Mounting
Carbide Die for
Cutting
Fig. 26-60 Internal construction of a heavy-duty portable electric nibbler. Source: Reproduced with permission of Black &
Decker. © Black & Decker Inc.
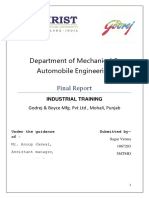
Fig. 26-62 Using a portable electric shear on a 16 gauge gal-
Fig. 26-61 Using a portable electric nibbler. Its cutting capacity vanized sheet metal. It can be used for straight line, curved lines
is 1⁄8-inch mild steel plate at a cutting speed of 4 feet per minute. or circle cutting. The cutting speed is 10 feet per minute. © Renee
© Black & Decker Inc. Bohnart
858 Chapter 26 General Equipment for Welding Shops
Fig. 26-63 A magnetic base drill press with a four-speed drill. Fig. 26-64 A portable electric beveling tool. It can cut along
straight edges, convex and concave curves, and circles. The ma-
chine’s capacity is 5⁄8 inch for single-V bevels and 1¼ inch for K- or
double-K bevels. © Renee Bohnart
as well as aluminum and soft metals. Beveled angles rang-
ing from 15 to 55° are possible. These machines have the
following features:
• They are portable and can be hand held or mounted in
a stationary stand or vise.
• Curves can be beveled. Any angle can be followed on
convex curves. On concave curves the machines can
handle diameters as small as 1½ inch.
• All types of pipes can be beveled.
• The angle of cut can be varied from 10 to 55°.
• Any thickness of metal can be worked on.
• It is possible to maintain a constant and smooth feed
rate and to work forward and backward.
• The machine can start and stop at any desired point.
• The machine can operate upside down so that large
pieces do not have to be turned when preparing
weld edges.
• The cutting tool is easily sharpened and inexpensive
to replace. Figure 26-64 indicates the extreme flexibil-
ity of the tool.
A wall mounted, pipe-beveling machine, Fig. 26-65,
can square up ends of pipe or various other grooves like
Fig. 26-65 This 80 lb. BevelMaster by Tri Tool is designed to
“J” or bevels. Angles and radius are dependent upon set- handle pipe from 4–12 inches in size with wall thicknesses up to
tings and the cutting tool shape. This unit is set up to pre- 1.32 inches. It is pneumatic and requires 85 cfm at 90 psi. At this
pare test pipe nipples. school it is mounted and the short pipe nipples are brought to the
machine. Lighter units are available for application where the bevel
Weld Shavers machine must be brought to the pipe. © Renee Bohnart
The weld shaver was designed specifically for aircraft,
missile, and industrial operations that require the precision size weldments up to ¾ inch wide down to surface
shaving, milling, and grooving of high strength materials. flushness or to a preselected height controlled to within
The tool is suitable for stainless steel, titanium, aluminum, 0.0005 inch. The depth of cut per pass depends on the
Monel®, magnesium, and copper. Shavers replace other hardness of the material being cut. Also available are
grinding, buffing, and finishing tools. They cut medium grooving cutters capable of grooving to a maximum of
General Equipment for Welding Shops Chapter 26 859
Fig. 26-67 Weld reinforcement has been removed flush with the
plate surface. Note how smooth the finish is. © Zephyr Manufacturing
Company
Lathe
The lathe, Fig. 26-68, is a turning tool that shapes metal
by revolving the workpiece against the cutting edge of
the tool. The lathe performs many kinds of external and
internal machining operations. Turning, Fig. 26-69, can
produce straight, curved, and irregular cylindrical shapes.
Other operations include knurling, thread cutting, drill-
ing, boring, and reaming. The lathe can be used to cut and
bevel pipe for welding.
Fig. 26-66 Removing weld reinforcement with a pneumatic
portable weld shaver. © Zephyr Manufacturing Company
Milling Machine
A milling machine is a machine tool that cuts metal with
a multiple-tooth cutting tool called a milling cutter. The
0.290 inch. Shavers and grooving cutters are pneumatic workpiece is mounted on the milling machine table and is
tools. fed against the revolving milling cutter.
The shaver is fitted with carbide and high speed steel cut- There are two basic types: (1) the horizontal milling
ters which are precision ground and fluted for hard usage machine, Fig. 26-70 and (2) the vertical milling machine,
and long life. Cutters are easily removed and replaced, and Figs. 26-71, page 862 and 26-72, page 862. These machines
they may be reground many times. Figure 26-66 shows can be used to machine flat surfaces, shoulders, T-slots,
the tool removing a weld bead reinforcement.
Figure 26-67 is an example of the weld finish
after removal of the reinforcement.
Back Gear Cone Pulley Headstock Tool Post Saddle Tailstock
Lever Cover
Machine Tools Feed Face Plate Compound
Rest
Reverse
Many large fabricating plants have completely Lever Bed
equipped machine shops where metal machin-
ing of all kinds can be done. Those welders
who wish to work in the fields of fabrication,
maintenance, and repair will find it an advan- Lead
tage to be able to operate such standard ma- Screw
chine tools as the lathe, the shaper, and the Gear
Box Feed Half
milling machine. Clutch Change Nut
Basically, a machine tool is a machine that Aron Knob Lever Lever
cuts metal. It holds both the material being Motor
worked on and the cutting tool. Its purpose is Drive
in
to produce metal parts by changing the shape, Leg
size, and finish of metal pieces.
In addition to maintenance work, these ma-
chines can be used to cut and bevel pipe, bevel
plate, and machine-test weld specimens. Fig. 26-68 The parts of a standard lathe. © South Bend Lathe Co
860 Chapter 26 General Equipment for Welding Shops
There are three types of wheels which are classified ac-
cording to the means of bonding:
• Vitrified wheels in which the bonding is a kind of
earth or clay. The wheels are baked at about 3,000°F.
These wheels are as large as 36 inches in diameter.
They are usually used for rough grinding.
• Silicate wheels in which the bond is silicate or water
glass. They are as large as 60 inches in diameter. They
may be used for fine grinding.
• Elastic wheels in which the bond is rubber, shellac, or
bakelite. Very thin, strong wheels are made with this
bond so that they can be run at very high speed.
Wheels are made in many different shapes such as cy-
lindrical, straight, tapered, recessed, cup, and dish. Gen-
erally, the straight, tapered, and cup wheels are used in the
shop. They may range from 1 to 3 inches in thickness and
up to 14 inches in diameter.
Surface Grinder
The preparation of such weld test coupons as the tensile,
face, and root bend coupons requires that the surface of
the coupons be ground parallel to their length. A smooth
surface is necessary. Coarse grinding or surface cuts may
cause a weld failure when the coupon is tested. After the
coupon is cut from the original test specimen, the surface
Fig. 26-69 Setting up to bevel a 3-inch diameter section of steel grinder is the ideal tool to produce the smooth surface,
pipe on the lathe in preparation for welding. © Renee Bohnart
Figs. 26-74, page 862 and 26-75 (p. 863). These grinders
can handle tough materials to close tolerances.
dovetails, and keyways. Irregular or curved sur-
faces can also be formed with specially designed
cutters. One of the important uses is in the cut- Spindle Is Mounted in
ting of gear teeth. The vertical miller can also Horizontal Position;
be used for drilling, reaming, countersinking, Cutting Tool Is mounted
on Spindle
boring, counterboring, and friction stir welding.
A milling machine is an excellent machine
Spindle
to prepare weld test specimens and remove ex- Speed Selector
cess weld metal where the work is portable. Work Is Mounted
on Table
Pedestal Grinder
The pedestal grinder, Fig. 26-73, page 862, is Horizontal Horizontal
one of the most important pieces of equipment Table Control— Table Control—
Side to Side Front to Back
in the welding shop. It polishes or cuts metal
with an abrasive wheel. It prepares metal parts
Vertical Table
for welding, grinds weld metal, removes rust and Control
scale, and sharpens tools. The floor-type grinder
usually has a grinding wheel on each end of a
shaft that extends through an electric motor.
A grinding wheel is made of abrasive grains Fig. 26-70 Horizontal milling machine. The cutting tool is mounted on the
cemented or bonded together to form a wheel. horizontal head. © MAG IAS, LLC
General Equipment for Welding Shops Chapter 26 861
Cutting Tool Is
Mounted in
Vertical Position
Spindle Speed Work Is
Control Mounted
on Table
Horizontal
Table
Control—
Side to Side Horizontal
Table Control—
Front to Back
Vertical Table
Control
Fig. 26-73 A pedestal grinder (2 horsepower,
Fig. 26-71 Vertical milling machine. The cutting tool is mounted on the vertical 1,725 r.p.m.) takes a wheel 12 inches in diameter with
head. © MAG IAS, LLC a 2¼-inch face. It should be equipped with eyeshields
and lights. © Baldor Electric Company
Fig. 26-74 A precision surface grinder can be used
to machine weld test specimens. © DoAll Company
Fig. 26-72 Instructor observing student using a vertical milling m
achine.
Gloves are not used around machine tool operations where they could get
caught up in the moving equipment. © Renee Bohnart
Drill Press is required, however, a bench or pedestal drill press is
In a shop that does a great deal of fabrication and repair, a necessary. The pedestal press shown in Fig. 26-76 has a
drill press is an indispensable machine tool. Many of the 20-inch throat and can drill at speeds from 150 to 2,000
holes that need to be drilled can be done with a portable r.p.m. Figure 26-77 shows a pedestal-type drill press in
power drill. In heavy plate thicknesses and when accuracy operation.
862 Chapter 26 General Equipment for Welding Shops
You might also like
- Gemstones, Production, Processing & Marketing PDFDocument72 pagesGemstones, Production, Processing & Marketing PDFLaurentius PramonoNo ratings yet
- Accu-Finish II ManualDocument8 pagesAccu-Finish II ManualOliver CollectorNo ratings yet
- Automatic Screw Machines PDFDocument360 pagesAutomatic Screw Machines PDFloosenutNo ratings yet
- How To Mount and Operate Buck Adjust-Tru ChuckDocument4 pagesHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNo ratings yet
- Spindle NoseDocument4 pagesSpindle NoseSharad SharmaNo ratings yet
- Steam BasicsDocument7 pagesSteam BasicsNirmal CoolNo ratings yet
- Weldability of Tungsten and Its AlloysDocument8 pagesWeldability of Tungsten and Its Alloyss_m_taheriNo ratings yet
- 3 Categories Tools in AutomotiveDocument6 pages3 Categories Tools in AutomotiveAngelika PangilinanNo ratings yet
- Luren Hob Resharpening Machines (Presentation) PDFDocument52 pagesLuren Hob Resharpening Machines (Presentation) PDFFrancisco ArévaloNo ratings yet
- Solga KatalogDocument40 pagesSolga KatalogMOHAMMEDNo ratings yet
- ACIERA Milling Machine 1Document11 pagesACIERA Milling Machine 1adhencandraNo ratings yet
- Wire Rope Excavator/cranesDocument20 pagesWire Rope Excavator/cranesBhanu ChanderNo ratings yet
- Tool Makers MicroscopeDocument13 pagesTool Makers MicroscopeLokesh LokiNo ratings yet
- Surface PlateDocument5 pagesSurface Platetevqwe1No ratings yet
- Atlas 4350 Hacksaw ManualDocument6 pagesAtlas 4350 Hacksaw Manualf4d711No ratings yet
- 01 - Hardening Tempering and Heat TreatmentDocument124 pages01 - Hardening Tempering and Heat Treatmentj43951048No ratings yet
- South Bend Lathe Works - Shifting Cone Pulley and Adjusting Belt TensionDocument1 pageSouth Bend Lathe Works - Shifting Cone Pulley and Adjusting Belt TensiontrollforgeNo ratings yet
- Various Types of Mill CuttersDocument6 pagesVarious Types of Mill CuttersKarthiNo ratings yet
- Rotary TableDocument2 pagesRotary TableDong Dien KhaNo ratings yet
- Evaporation Chamber: Vacuum Furnaces and Degassing EquipmentDocument7 pagesEvaporation Chamber: Vacuum Furnaces and Degassing EquipmentWilly UioNo ratings yet
- Apron: Apron To Saddle ConnectionDocument10 pagesApron: Apron To Saddle ConnectionFernando EricesNo ratings yet
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (2)
- Capstan and Turret LathesDocument2 pagesCapstan and Turret LathesrsdeshmukhNo ratings yet
- MIG Welding Speed SelectionDocument1 pageMIG Welding Speed SelectionbudakgemukNo ratings yet
- Parts List: F 9-"W " S B L M A, B, CDocument12 pagesParts List: F 9-"W " S B L M A, B, CThiago R.No ratings yet
- Laser WeldingDocument7 pagesLaser WeldingBhargav Srinivas KolliNo ratings yet
- Lathebeddesign00hornrich PDFDocument56 pagesLathebeddesign00hornrich PDFLatika Kashyap100% (1)
- KO Lee A600 BrochureDocument6 pagesKO Lee A600 BrochureRobert W. Lamparter100% (1)
- Machine Design by E.L. WallaceDocument186 pagesMachine Design by E.L. Wallacenavodit14No ratings yet
- 1220 LTD Manual 2010 Smitty LatheDocument104 pages1220 LTD Manual 2010 Smitty LatheMark Corona100% (1)
- Complete Short Circuit CycleDocument8 pagesComplete Short Circuit CycleWilly UioNo ratings yet
- Gear Making: Workshop Practice ME-105Document14 pagesGear Making: Workshop Practice ME-105Mazahir habibNo ratings yet
- Four Facet Drill Grinding JigDocument20 pagesFour Facet Drill Grinding Jigian_newNo ratings yet
- Bonelle GrinderDocument11 pagesBonelle Grinderjohnjohn5250% (2)
- Don't Be A Cart-Aleck: Materials: ToolsDocument5 pagesDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyNo ratings yet
- SICS ... : Basic Gear DesignDocument9 pagesSICS ... : Basic Gear DesignadamtuongNo ratings yet
- Surveyof Underwater NDTTechnologiesfor Offshore AssetsDocument11 pagesSurveyof Underwater NDTTechnologiesfor Offshore AssetsPranoy MukherjeeNo ratings yet
- Sheet Metal ToolsDocument20 pagesSheet Metal ToolsRolando DaclanNo ratings yet
- Benchworking StudyDocument100 pagesBenchworking StudyBrianRuaroNo ratings yet
- Design of A Stirling Engine (Final Draft) 3Document16 pagesDesign of A Stirling Engine (Final Draft) 3Sherif El-soudy0% (1)
- Christopher Jobson Clock RestorerDocument2 pagesChristopher Jobson Clock RestorerTommy JobsonNo ratings yet
- Sheet Metal Slotted BendingDocument28 pagesSheet Metal Slotted BendingVíctor Manuel VázquezNo ratings yet
- Maintenance For Model Master Rotary TableDocument7 pagesMaintenance For Model Master Rotary Tablejdk3d100% (1)
- Design of Sheet Metal Working ToolsDocument38 pagesDesign of Sheet Metal Working ToolsAsef ShahriarNo ratings yet
- Syllabus For The Trade Of: Machinist (Grinder)Document27 pagesSyllabus For The Trade Of: Machinist (Grinder)swami061009No ratings yet
- Ballistics of Air Gun PDFDocument3 pagesBallistics of Air Gun PDFWalter MendezNo ratings yet
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pages11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekNo ratings yet
- Spot Welder PlansDocument4 pagesSpot Welder Planscesargramcko100% (2)
- Grinding WheelsDocument54 pagesGrinding Wheelsvelavansu100% (1)
- Teori Dasar UltrasonikDocument59 pagesTeori Dasar Ultrasonikjar_2No ratings yet
- SmithyDocument71 pagesSmithyjitNo ratings yet
- Electrical Discharge MachiningDocument15 pagesElectrical Discharge MachiningPanosNo ratings yet
- Pc. Tap and Die Set: Operator'S ManualDocument8 pagesPc. Tap and Die Set: Operator'S Manualvirk_70No ratings yet
- Metal Working Tools and MachinesDocument35 pagesMetal Working Tools and MachinessolarbobkyNo ratings yet
- South Bend LatheDocument84 pagesSouth Bend LatheHoltelino TlocaletlasNo ratings yet
- Eng Metrology Topic 4 (Noncontact Inspection)Document28 pagesEng Metrology Topic 4 (Noncontact Inspection)asmawi_78No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Tube Fitting Chapter 02Document124 pagesTube Fitting Chapter 02Apurv GoyalNo ratings yet
- Resilient CouplingsDocument7 pagesResilient CouplingsAriyanNo ratings yet
- Slitting ArticulosDocument15 pagesSlitting ArticulosMarceloNo ratings yet
- Inverter Drive and Vector Drive Motors: Made in The U.S.ADocument24 pagesInverter Drive and Vector Drive Motors: Made in The U.S.APedroNo ratings yet
- Wad Super400 500 1982 enDocument2 pagesWad Super400 500 1982 enJarda KaiserNo ratings yet
- Common Sensors and Units of Measure: Table 27-2Document7 pagesCommon Sensors and Units of Measure: Table 27-2Willy UioNo ratings yet
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocument9 pagesMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNo ratings yet
- Joint Design, Testing, and Inspection: Chapter ObjectivesDocument9 pagesJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioNo ratings yet
- Dual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsDocument7 pagesDual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsWilly UioNo ratings yet
- General Equipment For Welding Shops: Chapter ObjectivesDocument8 pagesGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioNo ratings yet
- © ITW Jetline - Cyclomatic: Weld ElevatorDocument8 pages© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNo ratings yet
- Power Punch: © Renee BohnartDocument7 pagesPower Punch: © Renee BohnartWilly UioNo ratings yet
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDocument7 pagesAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioNo ratings yet
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocument8 pagesAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- Laser Assisted Arc Welding: Shop TalkDocument8 pagesLaser Assisted Arc Welding: Shop TalkWilly UioNo ratings yet
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocument8 pagesHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNo ratings yet
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDocument8 pagesInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- © Pipefitters Union, St. Louis, MO © Pipefitters Union, St. Louis, MODocument8 pages© Pipefitters Union, St. Louis, MO © Pipefitters Union, St. Louis, MOWilly UioNo ratings yet
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Document9 pagesGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- Complete Short Circuit CycleDocument8 pagesComplete Short Circuit CycleWilly UioNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesDocument8 pagesGas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesWilly UioNo ratings yet
- © Pipefitters Union, St. Louis, MO © Pipefitters Union, St. Louis, MODocument8 pages© Pipefitters Union, St. Louis, MO © Pipefitters Union, St. Louis, MOWilly UioNo ratings yet
- Cryogenic GrindingDocument5 pagesCryogenic Grindingspectracryo100% (4)
- 6 Axes CNC Tool Grinding MachinesDocument12 pages6 Axes CNC Tool Grinding MachinesNguyễn Tấn Phước100% (1)
- Pof Internship Report Visit To Shop D20Document4 pagesPof Internship Report Visit To Shop D20awais jadoonNo ratings yet
- Workshop ProposalDocument2 pagesWorkshop ProposalChandan RayNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- Kuliah 3 Pemesinan Dengan Abrasif 2Document17 pagesKuliah 3 Pemesinan Dengan Abrasif 2Pandu WibowoNo ratings yet
- Chapter 2 Lesson 2Document6 pagesChapter 2 Lesson 2JEAN KATHLEEN SORIANONo ratings yet
- Air Bearing Technology: 2 Edition: January 2007Document17 pagesAir Bearing Technology: 2 Edition: January 2007Jorge CuauhtemocNo ratings yet
- Eclipse Magnetics Workholding BrochureDocument20 pagesEclipse Magnetics Workholding Brochurefixture DeptNo ratings yet
- Universal Cutter & Tool Grinder M-40 Handling of Machine Lifting The MachineDocument8 pagesUniversal Cutter & Tool Grinder M-40 Handling of Machine Lifting The MachinesifuszNo ratings yet
- Presentation of Procast Casting SimulationDocument127 pagesPresentation of Procast Casting Simulationrahul989100% (3)
- Workshop Practice Series 26 - Home Workshop Hints and TipsDocument63 pagesWorkshop Practice Series 26 - Home Workshop Hints and TipsGOUTHAM RATHINAM100% (4)
- Shpindeli SLFDocument60 pagesShpindeli SLFrayss1978No ratings yet
- Grinding Mills Ball Mill Rod Mill Design PartsDocument53 pagesGrinding Mills Ball Mill Rod Mill Design PartsRodrigo GarcíaNo ratings yet
- r00021v-1 r18736v2 Die Grinder ManualDocument24 pagesr00021v-1 r18736v2 Die Grinder ManualsanprojectNo ratings yet
- Pedestal Grinder StandardDocument2 pagesPedestal Grinder StandardSohailNo ratings yet
- PGA PFA: Punch Former Punch GrinderDocument8 pagesPGA PFA: Punch Former Punch Grindersomkiat kongprasiatNo ratings yet
- ISO 841 en - Pdf-DesbloqueadoDocument8 pagesISO 841 en - Pdf-DesbloqueadoJosé Zegarra Calderón0% (1)
- GrindingDocument4 pagesGrindingXQF PyariLalNo ratings yet
- 2019 Ppe Pif Coa & Tesda Form Tesda - RTC 2018Document19 pages2019 Ppe Pif Coa & Tesda Form Tesda - RTC 2018KaJong JaclaNo ratings yet
- Machine Shop TheoryDocument1 pageMachine Shop TheoryDaryl MadejaNo ratings yet
- Coated Abrasive Products - Camel Grinding WheelsDocument32 pagesCoated Abrasive Products - Camel Grinding WheelsIsrael ExporterNo ratings yet
- Angle GrinderDocument16 pagesAngle GrinderSumairBrohiNo ratings yet
- Final Report Godrej Sagar VermaDocument36 pagesFinal Report Godrej Sagar VermaSagarNo ratings yet
- Brochure Grinding en 2007 2023Document48 pagesBrochure Grinding en 2007 2023Sagar MandaviyaNo ratings yet
- November 2017 Surplus Record Machinery & Equipment DirectoryDocument728 pagesNovember 2017 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet