Pfd&Pid GDFD
Pfd&Pid GDFD
Download as pdf or txt
You might also like
- Spoken Sinhala and Tamil PDFDocument39 pagesSpoken Sinhala and Tamil PDFNizmy Nazeer75% (12)
- Low-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionFrom EverandLow-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionRating: 5 out of 5 stars5/5 (2)
- 1303 MANUAL Ussc Hotblast StoveDocument24 pages1303 MANUAL Ussc Hotblast StoveMark100% (1)
- Ahmed Salah Piping Engineer CVDocument10 pagesAhmed Salah Piping Engineer CVAhmed Mansour100% (14)
- Boiler-Questions - AnswersDocument38 pagesBoiler-Questions - AnswersKapil_1983100% (4)
- Behavior of Materials in A Vertical Tube Furnace at 750°C: Standard Test Method ForDocument10 pagesBehavior of Materials in A Vertical Tube Furnace at 750°C: Standard Test Method ForYogiIndraPrayoga100% (1)
- FEEDDocument6 pagesFEEDxam marNo ratings yet
- Piping Design - An Introduction For Non - Piping EngineersDocument5 pagesPiping Design - An Introduction For Non - Piping EngineersPRASANTH G KRISHNANNo ratings yet
- Work Sequence For Piping Planning & DesignDocument71 pagesWork Sequence For Piping Planning & DesignDemas Bayu100% (6)
- Commissioning of Combined Cycle Power PlantsDocument23 pagesCommissioning of Combined Cycle Power PlantsJosé Nolasco100% (4)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- The Naked of Piping DesignDocument20 pagesThe Naked of Piping DesignAndiWSutomoNo ratings yet
- LayoutsDocument6 pagesLayoutsSupriyaRongNo ratings yet
- PEP - Parts 1Document23 pagesPEP - Parts 1Roni EnjelaniNo ratings yet
- Plot PlanDocument5 pagesPlot PlandasubhaiNo ratings yet
- CP11Document9 pagesCP11Bharat KhandekarNo ratings yet
- Equipment Piping LayoutDocument39 pagesEquipment Piping Layoutlatshare100% (3)
- Plant Layout Rev 0Document29 pagesPlant Layout Rev 0chakrisurisettyNo ratings yet
- 3.plotplan and Equipment LayoutDocument12 pages3.plotplan and Equipment LayoutAmarKumarNo ratings yet
- Che3166 Process Design: Plant LayoutDocument41 pagesChe3166 Process Design: Plant LayoutDivya KariaNo ratings yet
- Curriculum Vitae: Kalpesh R. Chauhan (B.E in Instrumentation and Control)Document8 pagesCurriculum Vitae: Kalpesh R. Chauhan (B.E in Instrumentation and Control)Danish HNo ratings yet
- 02-1a Fundamentals of Plant Process Layout & Piping DesignDocument88 pages02-1a Fundamentals of Plant Process Layout & Piping DesignJhoann Castro100% (2)
- An Overview Of: Plant Layout AND PipingDocument21 pagesAn Overview Of: Plant Layout AND PipingRajkumar A100% (1)
- An Overview Of: Plant Layout AND PipingDocument21 pagesAn Overview Of: Plant Layout AND Pipingmurali100% (1)
- Fundamentals of Process Plant Design - TrainingDocument110 pagesFundamentals of Process Plant Design - TrainingLisa Malone100% (2)
- 5 Years 3 Months: Working Experience: Career ObjectiveDocument4 pages5 Years 3 Months: Working Experience: Career ObjectiveKrantikumar KolliNo ratings yet
- Commissioning ProcedureDocument29 pagesCommissioning Proceduremgkvpr100% (3)
- Commissioning ProcedureDocument29 pagesCommissioning Proceduremgkvpr100% (1)
- Introduction To Process Plant Layout and Piping DesignDocument39 pagesIntroduction To Process Plant Layout and Piping DesignJohn Jhay Canlas100% (2)
- LVS ResumeDocument4 pagesLVS ResumeAsan IbrahimNo ratings yet
- Lessons Learned As oDocument4 pagesLessons Learned As oDeepak GoyalNo ratings yet
- Piping Study Material - RoltaDocument49 pagesPiping Study Material - Roltahummingbird4u92% (12)
- KLM TechnologyDocument12 pagesKLM TechnologyBari Ipung GunturNo ratings yet
- Protech Corporate PresentationDocument30 pagesProtech Corporate PresentationMohummd IsmailNo ratings yet
- CCECC 260-23 Po-Bw Engineers Review - Submission of Detailed Design of The RO Plant and SystemDocument8 pagesCCECC 260-23 Po-Bw Engineers Review - Submission of Detailed Design of The RO Plant and SystemC.I. R.E.No ratings yet
- Adil CV Latest PDFDocument4 pagesAdil CV Latest PDFMuhammad Adil KhanNo ratings yet
- PT-E - Fundamentals of Process Plant Layout and Piping DesignDocument14 pagesPT-E - Fundamentals of Process Plant Layout and Piping DesignNofrizal HasanNo ratings yet
- Plot Plant Design - Process Requirements (ChemEng, Jan 15)Document5 pagesPlot Plant Design - Process Requirements (ChemEng, Jan 15)Jenn QuintoNo ratings yet
- TRDocument40 pagesTRclauNo ratings yet
- Design Minerall Processing PlantDocument20 pagesDesign Minerall Processing Plantdarioharloc2272No ratings yet
- Computational Fluid Dynamics: Accurate Performance PredictionDocument3 pagesComputational Fluid Dynamics: Accurate Performance PredictionPhilippe LAVOISIERNo ratings yet
- Me Laws PowerpointDocument48 pagesMe Laws PowerpointLurking RogueNo ratings yet
- 3d Modeling r2Document22 pages3d Modeling r2pratikeffwaNo ratings yet
- SOWDocument7 pagesSOWAnonymous rey6aU3ZNo ratings yet
- Curriculum Vitae: Total Years of Experience - 12 YearsDocument4 pagesCurriculum Vitae: Total Years of Experience - 12 YearsnandakumarNo ratings yet
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesDocument9 pagesConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlex100% (1)
- 6 Execution PlanDocument9 pages6 Execution PlanJOHNKNo ratings yet
- 02-1a Fundamentals of Plant Process Layout & Piping DesignDocument88 pages02-1a Fundamentals of Plant Process Layout & Piping DesignNicah Dela Viña Buhia100% (3)
- TS For Pipe-Duct DismantlingDocument10 pagesTS For Pipe-Duct DismantlingAmitava SilNo ratings yet
- Design of A Fixture PDFDocument8 pagesDesign of A Fixture PDFLekh SoniNo ratings yet
- Draft Business Development Plan V02Document19 pagesDraft Business Development Plan V02Tariqul RabbiNo ratings yet
- Managing Pipe SpoolDocument5 pagesManaging Pipe SpoolManyNo ratings yet
- Ghosh 2021Document8 pagesGhosh 2021Hornos EDESANo ratings yet
- H-655 Ecc Piping Materials Quantity ControlDocument8 pagesH-655 Ecc Piping Materials Quantity Controlvermaakash22No ratings yet
- Tensile Test, Torsion Test: Conceptual EngineeringDocument7 pagesTensile Test, Torsion Test: Conceptual EngineeringMeryL AngNo ratings yet
- 3 OEE 3 144 Mechanical Design Check ListsDocument13 pages3 OEE 3 144 Mechanical Design Check ListsAnonymous HDlK5cXc8No ratings yet
- Textbook of Urgent Care Management: Chapter 5, Business Formation and Entity StructuringFrom EverandTextbook of Urgent Care Management: Chapter 5, Business Formation and Entity StructuringNo ratings yet
- Estimator's Piping Man-hours Tool: Estimating Man-hours for Carbon Steel Process Piping Projects. Manual of Man-hours, ExamplesFrom EverandEstimator's Piping Man-hours Tool: Estimating Man-hours for Carbon Steel Process Piping Projects. Manual of Man-hours, ExamplesNo ratings yet
- Design and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesFrom EverandDesign and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesNo ratings yet
- Modeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideFrom EverandModeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Optimize Capital Investmen Brief 439415Document2 pagesOptimize Capital Investmen Brief 439415Nizmy NazeerNo ratings yet
- Annual Sports Day 2018Document1 pageAnnual Sports Day 2018Nizmy NazeerNo ratings yet
- Super Novas Spartans E-Lions E-Kings Freedom Pirates Archi Avengers Fireblaster Archi Mora Warriors Mora Ventures Mora MafiansDocument1 pageSuper Novas Spartans E-Lions E-Kings Freedom Pirates Archi Avengers Fireblaster Archi Mora Warriors Mora Ventures Mora MafiansNizmy NazeerNo ratings yet
- Convert Separate Text To Column by Space Using Function Text To Column - EXCEL DESKDocument3 pagesConvert Separate Text To Column by Space Using Function Text To Column - EXCEL DESKNizmy NazeerNo ratings yet
- WWW Amazon Co Uk Coulson Richardsons Chemical Engineering deDocument7 pagesWWW Amazon Co Uk Coulson Richardsons Chemical Engineering deNizmy NazeerNo ratings yet
- Problems For Module IvDocument1 pageProblems For Module IvNizmy NazeerNo ratings yet
- Oxidization Cumene Air Cleavage Reactor UnitDocument2 pagesOxidization Cumene Air Cleavage Reactor UnitNizmy NazeerNo ratings yet
- WWW Separationprocesses Com Distillation DT Chp06d02 HTMDocument1 pageWWW Separationprocesses Com Distillation DT Chp06d02 HTMNizmy NazeerNo ratings yet
- Lec 1Document14 pagesLec 1Nizmy NazeerNo ratings yet
- Comparison: Click Here Click HereDocument2 pagesComparison: Click Here Click HereNizmy NazeerNo ratings yet
- Lec6 PDFDocument23 pagesLec6 PDFNizmy NazeerNo ratings yet
- Module4 PDFDocument1 pageModule4 PDFNizmy NazeerNo ratings yet
- Small Deeds Big RewardsDocument2 pagesSmall Deeds Big RewardsNizmy NazeerNo ratings yet
- Professional Ethics MN 4900: Fundermental ConceptsDocument28 pagesProfessional Ethics MN 4900: Fundermental ConceptsNizmy NazeerNo ratings yet
- Coker Heater PDFDocument4 pagesCoker Heater PDFVasanthan PanchatcharamNo ratings yet
- Energy Assignment 2Document7 pagesEnergy Assignment 2Mohanakanth RajendraNo ratings yet
- Infra-View LitDocument2 pagesInfra-View LitGavinsiauNo ratings yet
- Installation, Operation & Maintenance Instructions: 1100°C - 1300°C Chamber Furnaces Types CWF, BWF & RWFDocument16 pagesInstallation, Operation & Maintenance Instructions: 1100°C - 1300°C Chamber Furnaces Types CWF, BWF & RWFdev-nullNo ratings yet
- 4 Superwool Plus Blanketenglish PDFDocument2 pages4 Superwool Plus Blanketenglish PDFRoberto_Prr0% (1)
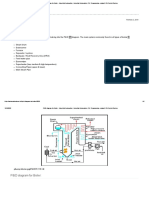
- P&ID Diagram For Boiler - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemDocument5 pagesP&ID Diagram For Boiler - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemSreejesh SundaresanNo ratings yet
- Is 3034 - 1993 (1998 - Fire Protection For Thermal Power Plants)Document20 pagesIs 3034 - 1993 (1998 - Fire Protection For Thermal Power Plants)satnam1979100% (2)
- Heat and Material BalanceDocument35 pagesHeat and Material BalancesohaibNo ratings yet
- Methodology LEO-Scan Reformer Tube Inspection 2017 Rev 1Document6 pagesMethodology LEO-Scan Reformer Tube Inspection 2017 Rev 1hoangviet20006No ratings yet
- Hatch Report March 2014Document16 pagesHatch Report March 2014ro_fr_toNo ratings yet
- Heat Rate ImprovementDocument22 pagesHeat Rate ImprovementRavishankar100% (1)
- Hvac PoDocument2 pagesHvac PoJhon Ciryl M. CalayNo ratings yet
- Presentado Por: Valentina Camargo Velandia Camilo Ramirez Javier Quiroga ValdezDocument24 pagesPresentado Por: Valentina Camargo Velandia Camilo Ramirez Javier Quiroga ValdezCamilo RamirezNo ratings yet
- Ppe NotesDocument51 pagesPpe NotesCharan PrasadNo ratings yet
- BoilerDocument31 pagesBoilerBrian Aguirre LennisNo ratings yet
- 3 HvacDocument32 pages3 HvacLawrence ConananNo ratings yet
- Casting NotesDocument32 pagesCasting NotesGanesh MandpeNo ratings yet
- Euro Therm 2416Document13 pagesEuro Therm 2416restor3dNo ratings yet
- Manufacturing Cost EstimationDocument7 pagesManufacturing Cost EstimationMadiha ZaimuriNo ratings yet
- Field Heat Treatment Technician Competency Profile PDFDocument17 pagesField Heat Treatment Technician Competency Profile PDFezzataNo ratings yet
- 05 FE-CF-F100 FLENDER Energy Coal Fired Fan ApplicationDocument6 pages05 FE-CF-F100 FLENDER Energy Coal Fired Fan ApplicationDOP DOPNo ratings yet
- Modulating Control (System Description)Document57 pagesModulating Control (System Description)goodgranit100% (1)
- Upcoming Code Changes ASME CSD-1, NFPA 85, and NFPA 87: Prepared ForDocument39 pagesUpcoming Code Changes ASME CSD-1, NFPA 85, and NFPA 87: Prepared ForHimanshu PatelNo ratings yet
- Chapter-1 1.1 Company ProfileDocument30 pagesChapter-1 1.1 Company ProfileraisNo ratings yet
- 2.2 Melting Techniques: 2.2.1 Regenerative FurnacesDocument7 pages2.2 Melting Techniques: 2.2.1 Regenerative FurnacesRicardo VelozNo ratings yet
- Beijing BF SeminarDocument36 pagesBeijing BF SeminarAnaruzzaman Sheikh100% (2)
- 2e Handing Over Note Satinder Pal SinghDocument14 pages2e Handing Over Note Satinder Pal SinghSriram SridharNo ratings yet