Therminol Information Bulletin No.4: Heat Transfer System Expansion Tank Design
Therminol Information Bulletin No.4: Heat Transfer System Expansion Tank Design
Download as pdf or txt
You might also like
- (J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)Document270 pages(J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)sssss100% (4)
- BECHEM Katalog US SmallDocument149 pagesBECHEM Katalog US SmallAlfonso Florez MartinezNo ratings yet
- Smart Thermostat Installation OpenTherm KMBusDocument22 pagesSmart Thermostat Installation OpenTherm KMBusAnonymous KCgF23aNo ratings yet
- Mechanical - CIBSE Dubai - MINIMUM DESIGN STANDARD - PDFDocument12 pagesMechanical - CIBSE Dubai - MINIMUM DESIGN STANDARD - PDFDesigner Forever100% (1)
- Carrier Commercial Systems 2008 List Prices: 30Rb Air Cooled ChillersDocument13 pagesCarrier Commercial Systems 2008 List Prices: 30Rb Air Cooled ChillersvickersNo ratings yet
- Pumps in Range - Cryostar Magazine4Document12 pagesPumps in Range - Cryostar Magazine4Narayan MarndiNo ratings yet
- Texatherm: Industrial Heat Transfer OilDocument2 pagesTexatherm: Industrial Heat Transfer OilCharith LiyanageNo ratings yet
- Liebherr Tds Rhs Fluid enDocument1 pageLiebherr Tds Rhs Fluid enAndrei BleojuNo ratings yet
- Simulated Distillation Analysis Middle Distillates PDFDocument8 pagesSimulated Distillation Analysis Middle Distillates PDFgraciela areinamoNo ratings yet
- Bermanfired Heaters SeriesDocument33 pagesBermanfired Heaters SeriesHsein WangNo ratings yet
- D1 010 05 en Delta HybridDocument18 pagesD1 010 05 en Delta HybridEduardo rodriguez gonzalezNo ratings yet
- Key Design Considerations For The Desolventizing Section of A Desolventizer-Toaster-Dryer-Cooler (DTDC)Document7 pagesKey Design Considerations For The Desolventizing Section of A Desolventizer-Toaster-Dryer-Cooler (DTDC)Naveen Labana100% (1)
- Boiler 4Document4 pagesBoiler 4Richard Andrianjaka LuckyNo ratings yet
- Aerzen Lubricants BrochureDocument1 pageAerzen Lubricants BrochureRanier Garcia0% (1)
- Y 2951 W MM - Technical - DocumentationDocument8 pagesY 2951 W MM - Technical - Documentationestiven.torresportellaNo ratings yet
- 08 - Super Compressor OilsDocument50 pages08 - Super Compressor Oilsrobertoalfaro492023No ratings yet
- FST Technical Manual 2015 Sec08 PackingsDocument61 pagesFST Technical Manual 2015 Sec08 PackingsSuresh Kumar MittapalliNo ratings yet
- Catalog 20141222Document32 pagesCatalog 20141222Naresh VepuriNo ratings yet
- Shell - Rimula - R4 X 15W40 - Construction ColombiaDocument1 pageShell - Rimula - R4 X 15W40 - Construction ColombiaJorge Arrieta Torres100% (1)
- Rimula R5 NG in Fleet DVRDocument1 pageRimula R5 NG in Fleet DVRRaden Ardy100% (1)
- Thrust Bearing Failure Prevention & AnalysisDocument7 pagesThrust Bearing Failure Prevention & AnalysisJ.T. NoneyaNo ratings yet
- Distributor Design and TestingDocument4 pagesDistributor Design and TestingjokishNo ratings yet
- Dowf Rost: Engineering and Operating GuideDocument44 pagesDowf Rost: Engineering and Operating GuidehamishlewisNo ratings yet
- Delta Blower Generation 5: Rotary Lobe BlowersDocument16 pagesDelta Blower Generation 5: Rotary Lobe Blowersteguh priyo utomoNo ratings yet
- JC-571 Type 5615 TDS - A4 - FinalDocument7 pagesJC-571 Type 5615 TDS - A4 - FinalGuess VaughnNo ratings yet
- TDS FM Hydraulic Oil 46 68 EngDocument2 pagesTDS FM Hydraulic Oil 46 68 EngمحمدالنوبىNo ratings yet
- HXL BlackmerDocument2 pagesHXL BlackmerrasottoNo ratings yet
- Ultimate Luber Brochure 2Document2 pagesUltimate Luber Brochure 2Tecnicas Predictivas SacNo ratings yet
- Hydrocom: High Energy Savings and Excellent ControllabilityDocument8 pagesHydrocom: High Energy Savings and Excellent Controllabilityrahilshah100No ratings yet
- US5126062Document6 pagesUS5126062hugo vignolo100% (1)
- Carina 80w-90 Carina 85w-140 enDocument2 pagesCarina 80w-90 Carina 85w-140 enronaldNo ratings yet
- 6.13 - E7011-3-11-16 - Handbook Filtration - HYDAC International PDFDocument22 pages6.13 - E7011-3-11-16 - Handbook Filtration - HYDAC International PDFMaximiliano DreyerNo ratings yet
- Corken Compresores Amoniaco PDFDocument100 pagesCorken Compresores Amoniaco PDFNicolas BurgosNo ratings yet
- T Series Close Coupled Membrane Couplings: Product Description Design FeaturesDocument8 pagesT Series Close Coupled Membrane Couplings: Product Description Design Featureskhusus downloadNo ratings yet
- 03 BPA Bakery IndustryDocument12 pages03 BPA Bakery IndustryMAYANK AGARWALNo ratings yet
- Lubrimist Model Ivt PDFDocument2 pagesLubrimist Model Ivt PDFLluhiNo ratings yet
- Inline Helical Geared Motor CatalogueDocument49 pagesInline Helical Geared Motor CatalogueM Hamdy EladwyNo ratings yet
- Lunaria NHDocument1 pageLunaria NHironiteNo ratings yet
- Cryostar CorporateDocument16 pagesCryostar CorporateNarayan MarndiNo ratings yet
- Optimizing Heat Transfer Fluid PerformanceDocument12 pagesOptimizing Heat Transfer Fluid PerformancedhavalmpNo ratings yet
- Aerzen High Vaccum Blower HVseries CatalogDocument12 pagesAerzen High Vaccum Blower HVseries CatalogСергей КолесниковNo ratings yet
- Eagleburgmann Compressor Seals Traditional Barrier SealsDocument20 pagesEagleburgmann Compressor Seals Traditional Barrier SealsTasawwur TahirNo ratings yet
- Olv Roots WH Whu 2500 4400 7000 enDocument82 pagesOlv Roots WH Whu 2500 4400 7000 enzniwiarz3410100% (1)
- Flushing Oil Flooded Rotary Screw Air Compressors Procedure enDocument2 pagesFlushing Oil Flooded Rotary Screw Air Compressors Procedure enSergiSerrano100% (1)
- Data Sheet For SIMOTICS GP 1LE0143 Low-Voltage MotorDocument1 pageData Sheet For SIMOTICS GP 1LE0143 Low-Voltage MotorkayakurbanoNo ratings yet
- DTE 20 UltraDocument16 pagesDTE 20 UltraSly LumbaNo ratings yet
- 2BE1 7 MB1134 en US WebDocument1 page2BE1 7 MB1134 en US WebfabyanoNo ratings yet
- Aerzen Delta Screw Direct-Drive CatalogDocument40 pagesAerzen Delta Screw Direct-Drive Catalogtaner.kasarciNo ratings yet
- Engineering & Upgrade Workshop & Field Service Compressor ComponentsDocument1 pageEngineering & Upgrade Workshop & Field Service Compressor Componentsnarayan46100% (1)
- C-Series Claw: Technologies For All Vacuum and Pressure ApplicationsDocument6 pagesC-Series Claw: Technologies For All Vacuum and Pressure ApplicationsKrzysztof WrzeszczNo ratings yet
- PH 474A-K - Synthetic Gear Oil - Extreme Pressure (EP)Document4 pagesPH 474A-K - Synthetic Gear Oil - Extreme Pressure (EP)dfbdfbfdbfbNo ratings yet
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- Anti-Surge - Valve - ROI - REXA - 2Document10 pagesAnti-Surge - Valve - ROI - REXA - 2Hash LalaNo ratings yet
- Brochure BHGEDocument44 pagesBrochure BHGEbederinadmlNo ratings yet
- Cryostar TPDocument2 pagesCryostar TPArif HakimNo ratings yet
- Oilmans Group ChartDocument5 pagesOilmans Group ChartRezhaNo ratings yet
- Engineering & Operating Guide - DOWTHERM SR-1 - 4000Document44 pagesEngineering & Operating Guide - DOWTHERM SR-1 - 4000carlone07No ratings yet
- Https - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCDocument4 pagesHttps - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCsalamrefighNo ratings yet
- Article - Care and Maintenance of Quench OilsDocument6 pagesArticle - Care and Maintenance of Quench OilsLuiz guilherme OliveiraNo ratings yet
- Lubricant List Generic Doc-0072086 EN MDocument18 pagesLubricant List Generic Doc-0072086 EN MTymczasowoNo ratings yet
- Totalenergies Open GearsDocument88 pagesTotalenergies Open GearsMohammad HosseiniNo ratings yet
- TF 8762 TIB4 ExpansionTankDesignDocument4 pagesTF 8762 TIB4 ExpansionTankDesignspittalokaNo ratings yet
- Handout 23Document32 pagesHandout 23Manny BajpaiNo ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- สมุดโน้ต PDFDocument3 pagesสมุดโน้ต PDFsssssNo ratings yet
- T.Mg:1?:Od......... Uiw..Nnnri : Msooidowosaminioil - No/Dfai8MonrnDocument6 pagesT.Mg:1?:Od......... Uiw..Nnnri : Msooidowosaminioil - No/Dfai8MonrnsssssNo ratings yet
- Lecture Semi-Infinite PV PDFDocument2 pagesLecture Semi-Infinite PV PDFsssssNo ratings yet
- External Flow Over BodiesDocument25 pagesExternal Flow Over BodiessssssNo ratings yet
- Isometric Dot PaperDocument1 pageIsometric Dot PapersssssNo ratings yet
- Adsorption ExDocument3 pagesAdsorption ExsssssNo ratings yet
- Lecture Semi-Infinite PV PDFDocument2 pagesLecture Semi-Infinite PV PDFsssssNo ratings yet
- Example 4.4. Plot A / (V /R) Versus X/R 2. Problem 4.20 (Munson Edition 7) 3. Problem 4.54 (Munson Edition 7) 4. Problem 4.56 (Munson Edition 7)Document3 pagesExample 4.4. Plot A / (V /R) Versus X/R 2. Problem 4.20 (Munson Edition 7) 3. Problem 4.54 (Munson Edition 7) 4. Problem 4.56 (Munson Edition 7)sssssNo ratings yet
- Problem 1, Munson Edition 7, Problem 4.3: Homework 2Document1 pageProblem 1, Munson Edition 7, Problem 4.3: Homework 2sssssNo ratings yet
- Chapter 2 Richard Colson CH 2 Sol ManualDocument11 pagesChapter 2 Richard Colson CH 2 Sol ManualMuhammad MujahidNo ratings yet
- WritingDocument4 pagesWritingsssssNo ratings yet
- 14 Hot Oil Systems v3Document14 pages14 Hot Oil Systems v3sssss100% (1)
- Entropy: Calculation of The Entropy Balance Equation in A Non-Equilibrium Reaction-Diffusion SystemDocument14 pagesEntropy: Calculation of The Entropy Balance Equation in A Non-Equilibrium Reaction-Diffusion SystemsssssNo ratings yet
- OLGA COMPANY HANDBOOK - Rev02Document41 pagesOLGA COMPANY HANDBOOK - Rev02Rafaela Passos100% (2)
- Evaporation: Heat Transfer Coefficients and Single Effect EvaporatorsDocument26 pagesEvaporation: Heat Transfer Coefficients and Single Effect EvaporatorsIram TahiraNo ratings yet
- Air TightnessDocument315 pagesAir TightnessAcademia GustavoNo ratings yet
- 4 Hour Heat Stress Training Student Manual 508Document42 pages4 Hour Heat Stress Training Student Manual 508ZakirhasNo ratings yet
- Unit 5 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inDocument13 pagesUnit 5 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inFno FnoNo ratings yet
- Al O /water Nanofluid As Coolant in Double-Tube Heat ExchangerDocument28 pagesAl O /water Nanofluid As Coolant in Double-Tube Heat ExchangervinodNo ratings yet
- Thermal Properties of BuildingsDocument4 pagesThermal Properties of Buildingsadeel raziNo ratings yet
- Tropical 2Document30 pagesTropical 2myleenmendozaNo ratings yet
- Major ProjectDocument8 pagesMajor ProjectDevansh SinghNo ratings yet
- CH11 2Document20 pagesCH11 2Usaid KhanNo ratings yet
- List of Important Questions of Refrigeration and Air-ConditioningDocument2 pagesList of Important Questions of Refrigeration and Air-Conditioningkevin mehtaNo ratings yet
- Heat Loss CalculationsDocument11 pagesHeat Loss CalculationsJoão Pedro MonferdiniNo ratings yet
- Acc Presentation - FinalDocument39 pagesAcc Presentation - FinalAjay GuptaNo ratings yet
- Design CalculationDocument13 pagesDesign CalculationAbhishek KodeNo ratings yet
- M Thermal Mono SeriesDocument113 pagesM Thermal Mono SeriesLadaru DanielNo ratings yet
- PriceListHirePurchase Normal 1Document55 pagesPriceListHirePurchase Normal 1Muhammad HajiNo ratings yet
- The Use of Tylose As A Food Analog in Ohmic Heating Studies: Filiz Icier, Coskan IlicaliDocument11 pagesThe Use of Tylose As A Food Analog in Ohmic Heating Studies: Filiz Icier, Coskan IlicaliKalyan UdhayNo ratings yet
- Chapter 2 Heat ConductionDocument26 pagesChapter 2 Heat ConductionFarooq AhmadNo ratings yet
- Thermal PropertiesDocument35 pagesThermal PropertiesMD. Humayun KobirNo ratings yet
- WHR Calculation For Cement KilnDocument11 pagesWHR Calculation For Cement KilnHieu Duong100% (1)
- Kiran 2020 IOP Conf. Ser. Mater. Sci. Eng. 993 012155Document17 pagesKiran 2020 IOP Conf. Ser. Mater. Sci. Eng. 993 012155omkamalNo ratings yet
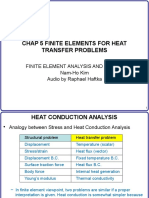
- Chap 5 Finite Elements For Heat Transfer Problems: Finite Element Analysis and Design Nam-Ho Kim Audio by Raphael HaftkaDocument16 pagesChap 5 Finite Elements For Heat Transfer Problems: Finite Element Analysis and Design Nam-Ho Kim Audio by Raphael HaftkaSreedhar MNo ratings yet
- Folha de Dados Do Chiller YVAA0270DUF28BAVBXXDocument3 pagesFolha de Dados Do Chiller YVAA0270DUF28BAVBXXAdler LinharesNo ratings yet
- Thermal 2 2015Document15 pagesThermal 2 2015Kurnia Perdana PangestikaNo ratings yet
- Aircool CatalogueDocument118 pagesAircool CatalogueTushar ShirvalkarNo ratings yet
- Analysis of Energy Saving During Food Freeze DryingDocument6 pagesAnalysis of Energy Saving During Food Freeze DryingcsandrasNo ratings yet
- WWW - Manaresults.Co - In: Advanced Heat and Mass Transfer/ Advanced Heat TransferDocument2 pagesWWW - Manaresults.Co - In: Advanced Heat and Mass Transfer/ Advanced Heat Transferviswa chaitanyaNo ratings yet