Banana As Adjunct in Beer Production: Applicability and Performance of Fermentative Parameters
Banana As Adjunct in Beer Production: Applicability and Performance of Fermentative Parameters
Download as pdf or txt
You might also like
- Enzymes in Brewing - Biokemisk ForeningDocument9 pagesEnzymes in Brewing - Biokemisk ForeninggutaviedNo ratings yet
- Protocol Hybridization Capture of Dna Libraries Using Xgen Lockdown Probes and Reagents Version 3Document16 pagesProtocol Hybridization Capture of Dna Libraries Using Xgen Lockdown Probes and Reagents Version 3Rodger12No ratings yet
- Improvement of Mead Fermentation by Honey-Must SupplementationDocument6 pagesImprovement of Mead Fermentation by Honey-Must SupplementationDana HutuNo ratings yet
- Jib 184Document7 pagesJib 184NicolaeNo ratings yet
- 10 HidromProdDocument11 pages10 HidromProdCarlos Barrios SánchezNo ratings yet
- BBRAV11SplEditionP187 192Document6 pagesBBRAV11SplEditionP187 192Dava ErwinNo ratings yet
- Production of Banana Alcohol and UtilizaDocument5 pagesProduction of Banana Alcohol and UtilizaSambridhi DhakalNo ratings yet
- The Making of Pomegranate Wine Using Yeast Immobilized On SoDocument6 pagesThe Making of Pomegranate Wine Using Yeast Immobilized On SoNguyenThaiAnhNo ratings yet
- Process and Plant Design of A Dual-Feedstock Bioethanol Plant: A Final-Year Chemical Engineering Design ProjectDocument9 pagesProcess and Plant Design of A Dual-Feedstock Bioethanol Plant: A Final-Year Chemical Engineering Design ProjectRomel AlojadoNo ratings yet
- Fed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityDocument5 pagesFed-Batch Alcoholic Fermentation of Palm Juice (Arenga Pinnata Merr) : Influence of The Feeding Rate On Yeast, Yield and ProductivityindriNo ratings yet
- Enzymes in BrewingDocument8 pagesEnzymes in BrewingAlexandru TarțianNo ratings yet
- BALOGUMDPIPUBLISHEDDocument10 pagesBALOGUMDPIPUBLISHEDEVANo ratings yet
- Mead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsDocument7 pagesMead Production: Selection and Characterization Assays of Saccharomyces Cerevisiae StrainsMauricio A. KoochoiNo ratings yet
- Producción de Cerveza Artesanal Con Adición de C. AdamantiumDocument5 pagesProducción de Cerveza Artesanal Con Adición de C. AdamantiumJorge Ruiz CervantesNo ratings yet
- Bio 2 PDFDocument10 pagesBio 2 PDFPaloma SilvaNo ratings yet
- Mal J Microbiol 2015112163-169Document8 pagesMal J Microbiol 2015112163-169keneth john manayagaNo ratings yet
- Optimization of Vinegar Production From Nipa (Nypa Fruticans Wurmb.) Sap Using Surface Culture Fermentation ProcessDocument8 pagesOptimization of Vinegar Production From Nipa (Nypa Fruticans Wurmb.) Sap Using Surface Culture Fermentation ProcessevanyllaNo ratings yet
- BARROS Et Al., 2014Document15 pagesBARROS Et Al., 2014Carlos GirãoNo ratings yet
- Production of Glucose Syrup Rich in Pro - Vitamin ADocument10 pagesProduction of Glucose Syrup Rich in Pro - Vitamin AguytinotendamuuduriNo ratings yet
- Kao 2018Document18 pagesKao 2018vy.nguyenngocbaoNo ratings yet
- Culture Development of Baker-S Yeast in Spent Fermentation Broth For Production of Single Cell Protein (Abstract)Document1 pageCulture Development of Baker-S Yeast in Spent Fermentation Broth For Production of Single Cell Protein (Abstract)Komathi BalasupramaniamNo ratings yet
- Evaluation of The Wort Properties of Four Improved Sorghum Varieties Mashed With and Without Commercial EnzymeDocument8 pagesEvaluation of The Wort Properties of Four Improved Sorghum Varieties Mashed With and Without Commercial EnzymeEditor IJTSRDNo ratings yet
- Project Report-FilDocument68 pagesProject Report-Filcareful09No ratings yet
- bioethanol production (1)Document20 pagesbioethanol production (1)Hailey GabrielleNo ratings yet
- 6 Ijasrjun20196Document8 pages6 Ijasrjun20196TJPRC PublicationsNo ratings yet
- Omons SlideDocument20 pagesOmons SlideockiyacliffcNo ratings yet
- 478 2011-CJFSDocument10 pages478 2011-CJFSRichardValenciaNo ratings yet
- FAO Symposium OnDocument42 pagesFAO Symposium OnDhaval AcharyaNo ratings yet
- Paper 1 TestDocument7 pagesPaper 1 TestRadafa MustafaNo ratings yet
- The Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlDocument7 pagesThe Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlMarlon Bundalian CantalNo ratings yet
- Informe de Analisis Quimico EspectrometriaDocument6 pagesInforme de Analisis Quimico Espectrometriafelipe rodriguezNo ratings yet
- J Ijfoodmicro 2008 12 008Document6 pagesJ Ijfoodmicro 2008 12 008William EdwardsNo ratings yet
- Optimization of Very High Gravity Fermentacion Process For Ethanol Production From Industrial Sugar Beet SyrupDocument9 pagesOptimization of Very High Gravity Fermentacion Process For Ethanol Production From Industrial Sugar Beet SyrupCAMPOS CASIMIRO ESTELITANo ratings yet
- Beer Production: Nisma Farooq (Lecturer)Document41 pagesBeer Production: Nisma Farooq (Lecturer)Shanza LatifNo ratings yet
- "Bioethanol From Non-Conventional Sources": José A. TeixeiraDocument34 pages"Bioethanol From Non-Conventional Sources": José A. TeixeiraPeyman SazandehchiNo ratings yet
- Alcohol ProductionDocument4 pagesAlcohol Productionjacky punduNo ratings yet
- MCB 407 Lecture 3Document6 pagesMCB 407 Lecture 3ejohn8340No ratings yet
- Beet Sugar Bioethanol FermentationDocument12 pagesBeet Sugar Bioethanol FermentationDavidNo ratings yet
- Utilization of Oil Palm Empty Fruit Bunch Hydrolysate For Ethanol Production by Baker's Yeast and Loog-PangDocument6 pagesUtilization of Oil Palm Empty Fruit Bunch Hydrolysate For Ethanol Production by Baker's Yeast and Loog-PangDadadaNo ratings yet
- Bio EthanolproductionfromsugarcaneDocument10 pagesBio EthanolproductionfromsugarcaneMohammad Zohaib AkhterNo ratings yet
- Thesis Proposal On Studies On Development and Storage of Whey Based Mango BeverageDocument14 pagesThesis Proposal On Studies On Development and Storage of Whey Based Mango Beveragemilan poudelNo ratings yet
- 20th PPT of Foods and Industrial MicrobiologyCourse No. DTM 321Document25 pages20th PPT of Foods and Industrial MicrobiologyCourse No. DTM 321winiNo ratings yet
- NPR 8 (4) 374-379Document6 pagesNPR 8 (4) 374-379Kiều ChâuNo ratings yet
- Internship Report On Dashen BreweryDocument27 pagesInternship Report On Dashen Brewerydesalegn abera70% (10)
- Membrane Separation Beer IndustryDocument16 pagesMembrane Separation Beer IndustryMarina ButuceaNo ratings yet
- Biofuel From Banana Peel One Step Ahead in Sustainable Development January 2016 5796150903 5407562Document2 pagesBiofuel From Banana Peel One Step Ahead in Sustainable Development January 2016 5796150903 5407562dhenzellemaga2019No ratings yet
- 10.1515 - Bioeth 2016 0011Document11 pages10.1515 - Bioeth 2016 0011Auricio, Kent Margarrette B.No ratings yet
- Enzymes in BrewingDocument11 pagesEnzymes in BrewingReza RenardiNo ratings yet
- VinegarDocument17 pagesVinegardeepikaNo ratings yet
- Studies On Bioethanol Production of Commercial Baker's and Alcohol Yeast Under Aerated Culture Using Sugarcane Molasses As The MediaDocument7 pagesStudies On Bioethanol Production of Commercial Baker's and Alcohol Yeast Under Aerated Culture Using Sugarcane Molasses As The MediaNabila AlyskaNo ratings yet
- Original Article Elaboration of A Fruit Wine From Cocoa (Theobroma Cacao L.) PulpDocument11 pagesOriginal Article Elaboration of A Fruit Wine From Cocoa (Theobroma Cacao L.) PulpWilliam Rolando Miranda ZamoraNo ratings yet
- 1 s2.0 S1517838217301193 MainDocument7 pages1 s2.0 S1517838217301193 Main7fkqx7zh7pNo ratings yet
- RRL alcoholDocument5 pagesRRL alcoholDeonne De CastroNo ratings yet
- Residual Yoghurt Whey For Lactic Acid ProductionDocument8 pagesResidual Yoghurt Whey For Lactic Acid ProductionJuan Daniel GuaquetaNo ratings yet
- Ethanol Fermentation Process PDFDocument2 pagesEthanol Fermentation Process PDFTonyaNo ratings yet
- Flow DiagramDocument13 pagesFlow DiagramMILTON SALINASNo ratings yet
- Fermentation 09 00759 v3Document20 pagesFermentation 09 00759 v3Thais CarvalhoNo ratings yet
- Process Standardization, Characterization and Storage Study of A Sweet Potato (Ipomoea Batatas L.) WineDocument8 pagesProcess Standardization, Characterization and Storage Study of A Sweet Potato (Ipomoea Batatas L.) WinePrasanna KumarNo ratings yet
- Ethanol Production Process From Molasses PDFDocument2 pagesEthanol Production Process From Molasses PDFPamela0% (1)
- Programme Schedule: Union Christian College, AluvaDocument2 pagesProgramme Schedule: Union Christian College, Aluvadany20052006No ratings yet
- T.2.22 Bukovska - Poster Zebrafish 24062008lastDocument1 pageT.2.22 Bukovska - Poster Zebrafish 24062008lastRomel Ciptoadi WijayaNo ratings yet
- Nucleotide BiosynthesisDocument25 pagesNucleotide BiosynthesisinigoNo ratings yet
- Sordaria Lab ReportDocument9 pagesSordaria Lab Reportapi-305324862100% (1)
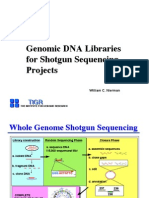
- Genomic DNA Libraries For Shotgun Sequencing ProjectsDocument40 pagesGenomic DNA Libraries For Shotgun Sequencing ProjectsGovind Kumar RaiNo ratings yet
- Pooja Anshul Saxena Engr 692: Special Topics - Computational BiologyDocument24 pagesPooja Anshul Saxena Engr 692: Special Topics - Computational BiologyKhushman TaunkNo ratings yet
- Vairakannu TamizhazhaganDocument5 pagesVairakannu TamizhazhaganTamizhazhaganNo ratings yet
- Cell Cycle and Cell Division - TESTDocument3 pagesCell Cycle and Cell Division - TESTDoctor BioNo ratings yet
- Cell Cycle and Cell Division-1Document35 pagesCell Cycle and Cell Division-1shaikh mohammadNo ratings yet
- Biotech DirectoryDocument56 pagesBiotech DirectorySreesanth SaruvilNo ratings yet
- JNU Ka Sach by Shankar SharanDocument50 pagesJNU Ka Sach by Shankar Sharanarhampack100% (3)
- Recombinant DNA TechnologyDocument15 pagesRecombinant DNA TechnologyMary Lyndie BorgoniaNo ratings yet
- Protocoale - Iunie 2018Document14 pagesProtocoale - Iunie 2018Botezatu VilusaNo ratings yet
- Genetic RecombinationDocument134 pagesGenetic RecombinationBijayaKumarUpretyNo ratings yet
- Marker Assisted BreedingDocument74 pagesMarker Assisted BreedingMabookgm Ma100% (1)
- Immunology - Study Guide For Exam 1Document1 pageImmunology - Study Guide For Exam 1Danny Mills AnyikaNo ratings yet
- Cmi CMBDocument7 pagesCmi CMBMary M. ToribioNo ratings yet
- 1 3Document76 pages1 3Quta GyanNo ratings yet
- Bayesian Estimation of Concordance Among Gene TreesDocument15 pagesBayesian Estimation of Concordance Among Gene TreesJames McInerneyNo ratings yet
- Anand A: Curriculam VitaeDocument3 pagesAnand A: Curriculam VitaeAnand AmarnathNo ratings yet
- List of Drug Manufacturing Companies in India PDFDocument36 pagesList of Drug Manufacturing Companies in India PDFSaurabh Ranjan100% (1)
- Biochemistry I: From Chemistry To Biology: Using Energy To Create Order and ComplexityDocument20 pagesBiochemistry I: From Chemistry To Biology: Using Energy To Create Order and ComplexityCiara CaldwellNo ratings yet
- Dockweiler Bpe DirectDocument52 pagesDockweiler Bpe Directpradeep281001No ratings yet
- Large Scale Production Hairy RootDocument54 pagesLarge Scale Production Hairy RootMukund ShankarNo ratings yet
- International Congress 1263Document12 pagesInternational Congress 1263AksMastNo ratings yet
- RPT Biology Form 5 RevisedDocument11 pagesRPT Biology Form 5 RevisedSyaz LudinNo ratings yet
- Comparative GenomicsDocument6 pagesComparative Genomicshar2dikNo ratings yet
- List of Drug ManufacturersDocument2 pagesList of Drug Manufacturerschowder_coronado67% (18)
- Quiz DevelopmentalDocument3 pagesQuiz Developmentalt-jala.mohamedNo ratings yet