JSW Cement
JSW Cement
Download as pdf or txt
At a glance
Powered by AI
Some of the key takeaways from the document are that JSW Cement uses industrial by-products like slag to produce eco-friendly cement varieties. It also details various energy efficiency projects implemented at the plant like modifications to the pyrofloor cooler and operating the cement grinding roller press in finish mode.
JSW Cement produces Portland Slag Cement (PSC), Ordinary Portland Cement (OPC), and Ground Granulated Blast Furnace Slag (GGBFS) by using industrial by-products such as slag. This allows them to produce more sustainable cement with reduced environmental impact.
Modifications to the pyrofloor cooler included reducing the horse shoe base area and increasing static grate area. The first four cooler fans were also upgraded and shock blowers were installed to increase cooler efficiency and reduce specific heat consumption.
You might also like
- Manual MotorcadDocument1,118 pagesManual MotorcadAitor92% (25)
- Amrit Cement Industrial ReportDocument38 pagesAmrit Cement Industrial Reportmanish mohan upadhyayNo ratings yet
- Heat Consumption Mastery Standard: CementDocument16 pagesHeat Consumption Mastery Standard: CementJunaid Mazhar100% (3)
- Process Costing LafargeDocument23 pagesProcess Costing LafargeGbrnr Ia AndrntNo ratings yet
- 3616 Parts ManualDocument337 pages3616 Parts ManualDanilo Craveiro Diettrich100% (1)
- P 19Document31 pagesP 19Debraj DattaNo ratings yet
- Cement Grinding - Cement Plant OptimizationDocument4 pagesCement Grinding - Cement Plant OptimizationHasan KamalNo ratings yet
- For Cement and Minerals: Complete SolutionsDocument36 pagesFor Cement and Minerals: Complete SolutionsHamed MostafaNo ratings yet
- EE Benchmarking For Cement IndustrysDocument41 pagesEE Benchmarking For Cement Industrysshoaibhassan23100% (2)
- Ball Mill Internals: GRINDING I - Training SessionDocument31 pagesBall Mill Internals: GRINDING I - Training SessionFran jimenezNo ratings yet
- Competence in CementDocument24 pagesCompetence in CementJackson VuNo ratings yet
- Reducing Cost of Production in Cement PlantDocument6 pagesReducing Cost of Production in Cement PlantMadanKarkiNo ratings yet
- Advancement in Cement TechnologyDocument12 pagesAdvancement in Cement Technologyreubenmth100% (1)
- Improving Energy Efficiency in Cement Plants PDFDocument45 pagesImproving Energy Efficiency in Cement Plants PDFNguyen ThanhNo ratings yet
- Cement Plant VIPDocument51 pagesCement Plant VIPengr kazamNo ratings yet
- Process Audit in Cement IndustryDocument64 pagesProcess Audit in Cement IndustryNITITN ASNANI100% (1)
- Flsmidth Discover CementDocument52 pagesFlsmidth Discover CementRafael Curiel MedinaNo ratings yet
- Factors Influencing The Grinding EfficiencyDocument27 pagesFactors Influencing The Grinding Efficiencygrameshkreddy2013No ratings yet
- Mill Performance Analysis and ComparisonDocument22 pagesMill Performance Analysis and ComparisonHerwin Navarrete100% (1)
- Cement Mill NotebookDocument32 pagesCement Mill Notebookhamedmustafa093100% (2)
- Cement Grinding GuideDocument36 pagesCement Grinding GuideCao Ngoc Anh100% (1)
- QC Cement PresentationDocument57 pagesQC Cement PresentationIrfan Yousaf100% (1)
- Questionnaire For Pyroprocessing ModificationDocument8 pagesQuestionnaire For Pyroprocessing ModificationVijay BhanNo ratings yet
- UltraTech AFR Presentation PDFDocument11 pagesUltraTech AFR Presentation PDFPraveen Awasthi100% (1)
- MillOpBasics OperationDocument36 pagesMillOpBasics OperationIrshad HussainNo ratings yet
- Petcoke in Cement Industry - Global Cement Conference - MumbaiDocument28 pagesPetcoke in Cement Industry - Global Cement Conference - MumbairsvasanrssNo ratings yet
- Cement Guidebook enDocument44 pagesCement Guidebook enBayu_SeNo ratings yet
- Ball Mill OptimiztionDocument8 pagesBall Mill OptimiztionShakil AhmadNo ratings yet
- Alternative Fuels in Cement IndustryDocument25 pagesAlternative Fuels in Cement IndustryDinh Viet Hai67% (3)
- Benchmarks IndiaDocument78 pagesBenchmarks IndialafecapoNo ratings yet
- Cement - Quality Types & UsesDocument13 pagesCement - Quality Types & UsesRundhuNo ratings yet
- JK Cement Jharli Best Power Optimize PlantDocument41 pagesJK Cement Jharli Best Power Optimize Plantshantanu.patraNo ratings yet
- Project:: 2800TPD Burning System CalculationDocument7 pagesProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILINo ratings yet
- Circulation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsDocument85 pagesCirculation of Inorganic Elements in Combustion of Alternative Fuels in Cement PlantsBetonÇimento100% (3)
- Lafarge Cement Value ChainDocument16 pagesLafarge Cement Value ChainAsad Ali100% (2)
- AFR Workshop Pondok Kemangi, April 25, 2012Document7 pagesAFR Workshop Pondok Kemangi, April 25, 2012Safrin SangiaNo ratings yet
- ATOX Coal MillDocument8 pagesATOX Coal MillAnwar AliNo ratings yet
- Fundamentals On Grinding Workshops: GRINDING I - Training SessionDocument43 pagesFundamentals On Grinding Workshops: GRINDING I - Training SessionFran jimenezNo ratings yet
- A TEC Presentation REDUCHLOR - BYPASSDocument12 pagesA TEC Presentation REDUCHLOR - BYPASSDilnesa EjiguNo ratings yet
- Cement Plant Thermal EnergyDocument7 pagesCement Plant Thermal Energytsrinivasan5083No ratings yet
- Refused Derived Fuel Technical and Economic Viability: Pedro Miguel de Oliveira CaracolDocument12 pagesRefused Derived Fuel Technical and Economic Viability: Pedro Miguel de Oliveira CaracolAnonymous wpAQQka0100% (1)
- Sepax SeperatorDocument6 pagesSepax Seperatoradanis01100% (1)
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewDocument224 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance An OverviewawfahaddadinNo ratings yet
- Ball Mill GrindingDocument78 pagesBall Mill GrindingFran jimenezNo ratings yet
- ACCDocument18 pagesACCSanchit AgarwalNo ratings yet
- Cyclone JammingDocument1 pageCyclone JammingVisnu SankarNo ratings yet
- Mod - 1 Fundamental of Cement Processing (Autosaved)Document67 pagesMod - 1 Fundamental of Cement Processing (Autosaved)Bambang Murtjahjanto50% (2)
- LafargeDocument18 pagesLafargeMadan Mohan ReddyNo ratings yet
- BURNERSDocument14 pagesBURNERSHemant BirguwanNo ratings yet
- VRM OKoookuuiiiiljjjjyggyyDocument8 pagesVRM OKoookuuiiiiljjjjyggyyRakaNo ratings yet
- Factor Affecting Cement StrengthDocument13 pagesFactor Affecting Cement StrengthGirma Tesema100% (1)
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- JK Lakshimi Cement - HoltecDocument84 pagesJK Lakshimi Cement - Holtecnaresh100% (1)
- Cement 2020 Biomass Forum April 14, 2011 Technical PresentationDocument22 pagesCement 2020 Biomass Forum April 14, 2011 Technical PresentationAlejandro SanchezNo ratings yet
- 3 CementDocument22 pages3 CementnecdetdalgicNo ratings yet
- 10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFDocument21 pages10 Atakay Sintek Change of Preferences VRM vs. Ball Mill PDFTuhin TahmidNo ratings yet
- Upgrade Possibilities in Cement Plants - MR Anil Kumar CM, F L SmidthDocument7 pagesUpgrade Possibilities in Cement Plants - MR Anil Kumar CM, F L Smidthmail2quraishi3084No ratings yet
- A Study On Rail Spring Workshop, Gwalior (M.P)Document43 pagesA Study On Rail Spring Workshop, Gwalior (M.P)Rachna Marcus100% (4)
- FE-27 - Sar Senapati - 2016.12.1Document44 pagesFE-27 - Sar Senapati - 2016.12.1Arun GuptaNo ratings yet
- CG M7 2012 HT Catalogue R01 Dec12Document47 pagesCG M7 2012 HT Catalogue R01 Dec12SUBHAM KUMARNo ratings yet
- CII Hyd Pulveriser Presentation 26.10.10Document103 pagesCII Hyd Pulveriser Presentation 26.10.10Muskan KNo ratings yet
- Bauma ATS Stage - V AGCOpdfDocument3 pagesBauma ATS Stage - V AGCOpdfNicolas WangNo ratings yet
- Selecting and Ordering The Right Valve: ExampleDocument12 pagesSelecting and Ordering The Right Valve: ExampleChandra SekarNo ratings yet
- Information and Application For Certificate of ResidenceDocument6 pagesInformation and Application For Certificate of ResidenceChandra SekarNo ratings yet
- Pneumatic, Hydraulic Transmission and Hydraulic Drive (Basic Knowledge) PDFDocument21 pagesPneumatic, Hydraulic Transmission and Hydraulic Drive (Basic Knowledge) PDFChandra SekarNo ratings yet
- Structural Signatures For Tree Data Structures: Ashish Kundu Elisa BertinoDocument13 pagesStructural Signatures For Tree Data Structures: Ashish Kundu Elisa BertinoChandra SekarNo ratings yet
- The Secrets of Tree ID: Dave Apsley Craig Everett Kathy Smith Ohio State University ExtensionDocument36 pagesThe Secrets of Tree ID: Dave Apsley Craig Everett Kathy Smith Ohio State University ExtensionChandra SekarNo ratings yet
- Spectrocheck SpectrometerDocument5 pagesSpectrocheck SpectrometerChandra SekarNo ratings yet
- Lied Mann 2017Document8 pagesLied Mann 2017Chandra SekarNo ratings yet
- Radial Spherical Plain Bearings-GE 120 ES-2RSDocument2 pagesRadial Spherical Plain Bearings-GE 120 ES-2RSChandra SekarNo ratings yet
- Ikn Pendulam CalculationDocument14 pagesIkn Pendulam CalculationChandra SekarNo ratings yet
- Thermal Energy Efficiency in Cement IndustryDocument105 pagesThermal Energy Efficiency in Cement IndustryHoang Nguyen100% (6)
- CDP Wearplates Castodur Diamond Plates PDFDocument12 pagesCDP Wearplates Castodur Diamond Plates PDFChandra SekarNo ratings yet
- Caleb Catalogue Extcirclip MetricDocument1 pageCaleb Catalogue Extcirclip MetricRafael MolinaNo ratings yet
- Agra Wal 2017Document17 pagesAgra Wal 2017Chandra SekarNo ratings yet
- Heatoptimisation PDFDocument76 pagesHeatoptimisation PDFChandra Sekar100% (2)
- Astinitic MaterialDocument1 pageAstinitic MaterialChandra SekarNo ratings yet
- Composite Wear PlateDocument3 pagesComposite Wear PlateChandra SekarNo ratings yet
- 048sar PDFDocument7 pages048sar PDFChandra SekarNo ratings yet
- A Review Article On Manufacturing Process of Cement, Environmental Attributes, Topography and Climatological Data Station: IMD, Sidhi M.PDocument7 pagesA Review Article On Manufacturing Process of Cement, Environmental Attributes, Topography and Climatological Data Station: IMD, Sidhi M.PChandra Sekar100% (1)
- Cements: Cement Is A Building Material Which Has A Cohesive and Adhesive Properties in Presence ofDocument3 pagesCements: Cement Is A Building Material Which Has A Cohesive and Adhesive Properties in Presence ofChandra SekarNo ratings yet
- Cement Application: Quantitative Phase Analysis - Rietveld Refi NementDocument2 pagesCement Application: Quantitative Phase Analysis - Rietveld Refi NementChandra SekarNo ratings yet
- Siemens BS240XL Installation Guide v05Document13 pagesSiemens BS240XL Installation Guide v05Daniel MocanuNo ratings yet
- Toyota Land Cruiser 79 Cash in Transit Vehicle For Sale - InKAS Armored Vehicles, Bulletproof Cars, Special Purpose VehiclesDocument2 pagesToyota Land Cruiser 79 Cash in Transit Vehicle For Sale - InKAS Armored Vehicles, Bulletproof Cars, Special Purpose VehiclesMarco AuzaNo ratings yet
- Generation of Electrical Power at Rural Area Using Pet AnimalsDocument26 pagesGeneration of Electrical Power at Rural Area Using Pet AnimalsBhavik PrajapatiNo ratings yet
- Electrical System Design of A 185 Square Meter Single-Dwelling UnitDocument20 pagesElectrical System Design of A 185 Square Meter Single-Dwelling UnitMark TorresNo ratings yet
- Aplikasi Turap Dan Pondasi Tiang Pada PLTGU Tanjung PeriokDocument48 pagesAplikasi Turap Dan Pondasi Tiang Pada PLTGU Tanjung PeriokAbdi Septia PutraNo ratings yet
- The Role of TransportDocument11 pagesThe Role of TransportAlongNo ratings yet
- Monthly HSE Performance Report April 2018-AD 540Document70 pagesMonthly HSE Performance Report April 2018-AD 540Mohamed ThowfeekNo ratings yet
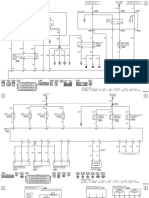
- Diagrama Eletrico Motor AsxDocument6 pagesDiagrama Eletrico Motor AsxAlberto Valenzuela Urzúa50% (2)
- Transkrip Nilai 14.16.1.0031 (Cepi Kusdiana)Document3 pagesTranskrip Nilai 14.16.1.0031 (Cepi Kusdiana)Cepi KusdianaNo ratings yet
- Novotest T Ud3Document2 pagesNovotest T Ud3bejoNo ratings yet
- G06ELD 8121538-539 - en REV ADocument89 pagesG06ELD 8121538-539 - en REV AmelcescuNo ratings yet
- A Review On Methods of Predicting Tunneling Induced Ground SettlementsDocument15 pagesA Review On Methods of Predicting Tunneling Induced Ground SettlementsAbdi Nur OktadianSyahNo ratings yet
- U5 Tube Failure Investegation Report May 2014Document11 pagesU5 Tube Failure Investegation Report May 2014Lemia ELtyeb ELfadel100% (1)
- Asme Section Ii A-2 Sa-645 Sa-645m PDFDocument6 pagesAsme Section Ii A-2 Sa-645 Sa-645m PDFAnonymous GhPzn1xNo ratings yet
- Echnical ATA Heet: CastinDocument2 pagesEchnical ATA Heet: CastinMichael DoyleNo ratings yet
- Exemple BionicaDocument2 pagesExemple BionicaCiurdas CadmielNo ratings yet
- TWI PresentationDocument25 pagesTWI Presentationlegecy100% (1)
- Continuous BeamDocument24 pagesContinuous Beamdixn__100% (1)
- Gantt Chart/ Work Plan For The Project "Upgradation of Infrastructure Facilities Nca"Document1 pageGantt Chart/ Work Plan For The Project "Upgradation of Infrastructure Facilities Nca"xahidlalaNo ratings yet
- Supplementary Paper 4 - Set B Regn No: - NameDocument16 pagesSupplementary Paper 4 - Set B Regn No: - NameAnuj ShahiNo ratings yet
- 5.0 Pneumatic System: Head and PressureDocument17 pages5.0 Pneumatic System: Head and PressureChidiebere Samuel OkogwuNo ratings yet
- Logistics ManagementDocument77 pagesLogistics ManagementMeena SivasubramanianNo ratings yet
- Quiz LetDocument3 pagesQuiz LetadelNo ratings yet
- Kep B 002502Document543 pagesKep B 002502LuzioNeto100% (2)
- RO, SeaPRO-16,45K, 380, TC, ABDocument3 pagesRO, SeaPRO-16,45K, 380, TC, ABAmgad AlsisiNo ratings yet
- Shell Corena S3 R - TDSDocument3 pagesShell Corena S3 R - TDSAnonymous oAbjbl4HNo ratings yet
- Restoration of Old One Fathom Bank LighthouseDocument17 pagesRestoration of Old One Fathom Bank LighthouseElizaNabilahNo ratings yet
- Sugar IndustryDocument44 pagesSugar IndustryRuishabh RunwalNo ratings yet