Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. Misra
Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. Misra
Download as pdf or txt
You might also like
- As 3600Document10 pagesAs 3600ToniHospitaler0% (5)
- Level-3 Shell EvalautionDocument17 pagesLevel-3 Shell EvalautionVipin NairNo ratings yet
- Innovative In-Situ Repair of A High Temperature Steam Super Heater CoilDocument13 pagesInnovative In-Situ Repair of A High Temperature Steam Super Heater Coilvaratharajan g r100% (1)
- Stress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantDocument1 pageStress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantRitesh Kumar MallickNo ratings yet
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDocument16 pagesAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNo ratings yet
- Chang's Test Bank (Chapters 5, 7, 8, 9)Document27 pagesChang's Test Bank (Chapters 5, 7, 8, 9)asfaNo ratings yet
- S. Morito, 2015Document4 pagesS. Morito, 2015rsurkiaNo ratings yet
- Estimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingDocument10 pagesEstimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingGayan0511No ratings yet
- Mtex Intro Ebsd 2015 MasdarDocument109 pagesMtex Intro Ebsd 2015 MasdarVikram JainNo ratings yet
- 1911-Article Text-5977-1-10-20120619 PDFDocument4 pages1911-Article Text-5977-1-10-20120619 PDFyoustruelyNo ratings yet
- Crack Arrestability of High-Pressure Gas Pipelines by x100 or x120Document16 pagesCrack Arrestability of High-Pressure Gas Pipelines by x100 or x120Rifani ImamNo ratings yet
- SteelWise Specifying MaterialsDocument6 pagesSteelWise Specifying Materialsv100% (1)
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- B-14.00 Pipe Unions - Forged Steel - ASTM A105Document1 pageB-14.00 Pipe Unions - Forged Steel - ASTM A105Oopda YnnelNo ratings yet
- Effect of Plastic Deformation On The Microstructure and Plasticity of High Frequency Electric Resistance WeldingDocument4 pagesEffect of Plastic Deformation On The Microstructure and Plasticity of High Frequency Electric Resistance WeldingNia KurniaNo ratings yet
- Appendix 9E Longhorn Mitigation Plan Mandated Studies SummariesDocument33 pagesAppendix 9E Longhorn Mitigation Plan Mandated Studies SummariesFemi Richard FakoyaNo ratings yet
- Hydrogen in Steel ReviewDocument20 pagesHydrogen in Steel ReviewpermaxNo ratings yet
- Piping Course Section 2 Fitting 1629372982Document158 pagesPiping Course Section 2 Fitting 1629372982Kurnia IrvanNo ratings yet
- Thermal BowingDocument22 pagesThermal BowingPedro Dominguez DominguezNo ratings yet
- Copper Pressure Piping SystemsDocument2 pagesCopper Pressure Piping SystemsstarykltNo ratings yet
- Hydrogen Embrittlement in Power Plant Steels PDFDocument22 pagesHydrogen Embrittlement in Power Plant Steels PDFRolando Nuñez MonrroyNo ratings yet
- How To Select A Heat PipeDocument3 pagesHow To Select A Heat PipeAdrian NiżnikowskiNo ratings yet
- Chapter 3 ConvectionDocument137 pagesChapter 3 ConvectionHải MâyNo ratings yet
- 316 Johson Cook ParametersDocument7 pages316 Johson Cook ParametersMusharaf AbbasNo ratings yet
- (Doi 10.1016 - B978-0!08!096532-1.01209-7) Ericsson, T. - Comprehensive Materials Processing - Residual Stresses Produced by Quenching of Martensitic SteelsDocument28 pages(Doi 10.1016 - B978-0!08!096532-1.01209-7) Ericsson, T. - Comprehensive Materials Processing - Residual Stresses Produced by Quenching of Martensitic SteelsmohamadNo ratings yet
- x80 Line Pipe For Large Diameter High Strength PipelineDocument15 pagesx80 Line Pipe For Large Diameter High Strength PipelineAnonymous AlhzFE9EVNNo ratings yet
- A Technical Guide To Taper-Lok Sealing Technology: Assembly FeaturesDocument2 pagesA Technical Guide To Taper-Lok Sealing Technology: Assembly FeaturesDebelmeNo ratings yet
- 17.creep & FatigueDocument20 pages17.creep & FatigueaderancNo ratings yet
- A Review On The Effect of Microstructure, Texture and Inclusion On Charpy Impact Transition Behaviour of Low - Carbon Ferritic SteelsDocument19 pagesA Review On The Effect of Microstructure, Texture and Inclusion On Charpy Impact Transition Behaviour of Low - Carbon Ferritic SteelsDuong DoanNo ratings yet
- Pressure Vessel Design PDFDocument103 pagesPressure Vessel Design PDFJaeup YouNo ratings yet
- Thermo-Mechanical Processing and Forming of SteelsDocument14 pagesThermo-Mechanical Processing and Forming of SteelsParth AshokNo ratings yet
- 1200 CP For Pipelines Corrosion Prevention and Metallurgy ManualDocument1 page1200 CP For Pipelines Corrosion Prevention and Metallurgy ManualamrinderNo ratings yet
- Ref Exact Stiffness Matrix For Beams On Elastic FoundationDocument5 pagesRef Exact Stiffness Matrix For Beams On Elastic Foundationkazitani_nabilNo ratings yet
- Rotary PipeCLADDocument7 pagesRotary PipeCLADsafari7No ratings yet
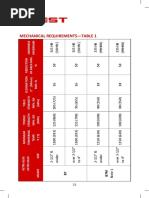
- Mechanical Requirements-Table 1Document56 pagesMechanical Requirements-Table 1Jo KingsNo ratings yet
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- Koc MP 019Document19 pagesKoc MP 019Ravi Maheto100% (1)
- How Tight Is Your Valve SeatDocument3 pagesHow Tight Is Your Valve SeatGordinhorsNo ratings yet
- Pipe FlowDocument28 pagesPipe FlowElhady0092No ratings yet
- Chap 03Document42 pagesChap 03Americo MolinaNo ratings yet
- Failure Analysis and Design Modification of Oil Cooler in Boiler Feed PumpDocument78 pagesFailure Analysis and Design Modification of Oil Cooler in Boiler Feed Pumpsai kiranNo ratings yet
- Efficient Procedure For Probabilistic Crack Growth Analyses: Research ReportDocument41 pagesEfficient Procedure For Probabilistic Crack Growth Analyses: Research ReportOtso CronvallNo ratings yet
- Effects of PWHT Temperature On Mechanical Properties PDFDocument11 pagesEffects of PWHT Temperature On Mechanical Properties PDFA K SinghNo ratings yet
- Astm A687 1993Document3 pagesAstm A687 1993Jesse ChenNo ratings yet
- A Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosqueraDocument22 pagesA Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosquerayinelaNo ratings yet
- H2 Technologies TC - Pace. Session 7. Materials of Construction (Day 3)Document21 pagesH2 Technologies TC - Pace. Session 7. Materials of Construction (Day 3)Peddy NesaNo ratings yet
- Bin Tariq Pipes Intro 2013Document61 pagesBin Tariq Pipes Intro 2013Munir Ahmed MusianiNo ratings yet
- Hydrogen Embrittlement of Automotive Advanced High-Strength SteelsDocument13 pagesHydrogen Embrittlement of Automotive Advanced High-Strength SteelsFernandoNo ratings yet
- Post Processing of Mild Steel Undergoing MIG WeldingDocument43 pagesPost Processing of Mild Steel Undergoing MIG Weldingnina felixNo ratings yet
- 10.1515 - htmp-2013-0041 Performance and Life Assessment of Reformer TubesDocument14 pages10.1515 - htmp-2013-0041 Performance and Life Assessment of Reformer TubesFrancisco GonzalezNo ratings yet
- Comdiflex Kammprofile Gaskets Technical Catalogue.Document6 pagesComdiflex Kammprofile Gaskets Technical Catalogue.Shijumon KpNo ratings yet
- Fatigue Performance of Sour Deepwater Riser WeldsDocument21 pagesFatigue Performance of Sour Deepwater Riser WeldsshervinyNo ratings yet
- 07 Thermal StressDocument13 pages07 Thermal StressSundaravathanan ChellappanNo ratings yet
- 8Document8 pages8ehsan hatamiNo ratings yet
- 1382 Tailoring of Mechanical Properties of Alsi 410 Martensitic Stainless Steel Through TemperingDocument6 pages1382 Tailoring of Mechanical Properties of Alsi 410 Martensitic Stainless Steel Through TemperingHusnain YasirNo ratings yet
- 1 s2.0 S1359645414008167 MainDocument8 pages1 s2.0 S1359645414008167 MainNeelam MeenaNo ratings yet
- The Effect of Annealing On The Microstructural Evolution and MechanicalDocument31 pagesThe Effect of Annealing On The Microstructural Evolution and Mechanicalmohammadreza hajialiNo ratings yet
- Zhou 2020Document9 pagesZhou 2020Jihane EL HAMZAOUINo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Effect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelDocument8 pagesEffect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelNathanael Basana HisarNo ratings yet
- Effect of 1110dified Heat Treatl11ent On Mechanical Properties of 300M SteelDocument7 pagesEffect of 1110dified Heat Treatl11ent On Mechanical Properties of 300M SteelRoberto GiménezNo ratings yet
- CoatingDocument8 pagesCoatingMuhammad Rizki Ash-ShidiqNo ratings yet
- Effect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelDocument6 pagesEffect of Tempering On The Microstructure and Mechanical Properties of Low Carbon Low Alloy Martensitic SteelMuhammad Rizki Ash-ShidiqNo ratings yet
- Proses FerrovanadiumDocument5 pagesProses FerrovanadiumMuhammad Rizki Ash-ShidiqNo ratings yet
- Ferrovanadium PDFDocument199 pagesFerrovanadium PDFMuhammad Rizki Ash-Shidiq0% (1)
- Lanmentodanova Class Epc9025Document8 pagesLanmentodanova Class Epc9025Ardeleana TisaNo ratings yet
- NanoGrout SG - 2018Document3 pagesNanoGrout SG - 2018Ra'ad HaniNo ratings yet
- Bentley Sacs BrochureDocument8 pagesBentley Sacs BrochureIgnatius SamrajNo ratings yet
- Lecture 2+3 Pipeway EnggDocument61 pagesLecture 2+3 Pipeway EnggJaveria SheikhNo ratings yet
- DNV Structure Steel Fabrication PDFDocument0 pagesDNV Structure Steel Fabrication PDFmastorfaizalNo ratings yet
- Quiz LetDocument25 pagesQuiz LetChristopher Lennon Dela CruzNo ratings yet
- NTC Thermistor DatasheetDocument4 pagesNTC Thermistor DatasheetAreez MalikNo ratings yet
- Topic 7 - Equilibrium SL - AnswersDocument20 pagesTopic 7 - Equilibrium SL - Answers97hgw484rdNo ratings yet
- 32 Samss 016Document14 pages32 Samss 016naruto256No ratings yet
- IGCSE O Level Magnetism-NotesDocument4 pagesIGCSE O Level Magnetism-NotesSajidMansoorKuriyedam0% (1)
- 11 116Document10 pages11 116Lewy HandleNo ratings yet
- Mgs S Ref M 2 Rev 02 PDFDocument120 pagesMgs S Ref M 2 Rev 02 PDFNurcahyo DjatiNo ratings yet
- LM 18 NCE Ocean EnergyDocument66 pagesLM 18 NCE Ocean EnergySantosh SahuNo ratings yet
- 09 LectureSlidesDocument137 pages09 LectureSlidesSpartinNo ratings yet
- Class Test 2019-2020: Civil EngineeringDocument3 pagesClass Test 2019-2020: Civil EngineeringShivangi MishraNo ratings yet
- Thermochemistry of Selected Fission Product CompoundsDocument11 pagesThermochemistry of Selected Fission Product Compoundsnarayana bhaktaNo ratings yet
- Yfc Project PVT Ltd. DMRC: JV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDDocument2 pagesYfc Project PVT Ltd. DMRC: JV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDarif_rubinNo ratings yet
- Formulation and Evaluation of Fast Dissolving Tablet Containing Domperidone Ternary Solid DispersionDocument9 pagesFormulation and Evaluation of Fast Dissolving Tablet Containing Domperidone Ternary Solid DispersionKimia farma AntangNo ratings yet
- Welding Journal 1960 7Document151 pagesWelding Journal 1960 7Alexey100% (1)
- Product Rating: Power For A New GenerationDocument8 pagesProduct Rating: Power For A New GenerationMauro L. KieferNo ratings yet
- Welding Q4Document13 pagesWelding Q4Ahmed HaridiNo ratings yet
- Distillation SeqDocument19 pagesDistillation SeqsunilkumarNo ratings yet
- Accepted Manuscript: 10.1016/j.jsamd.2017.08.006Document52 pagesAccepted Manuscript: 10.1016/j.jsamd.2017.08.006Arpit Kumar MishraNo ratings yet
- Activity On Evidences of Plate MovementsDocument7 pagesActivity On Evidences of Plate Movementscally manaloNo ratings yet
- Centroids Moment of Inertia of Composite AreasDocument3 pagesCentroids Moment of Inertia of Composite AreasSolaNo ratings yet
- Prepared By: Supervisered by Alaa Ahmed Dr. Alaa Al - RkabyDocument11 pagesPrepared By: Supervisered by Alaa Ahmed Dr. Alaa Al - Rkabymazin jaderNo ratings yet
- Novel Amino Acid-Based Surfactant For Silicone Emulsification and Its Application in HairDocument28 pagesNovel Amino Acid-Based Surfactant For Silicone Emulsification and Its Application in HairHector Santiago Lopez AcostaNo ratings yet
- Steam - Basic Concepts &: FundamentalsDocument11 pagesSteam - Basic Concepts &: FundamentalsermiasNo ratings yet