Electro Discharge Machining (Edm)
Electro Discharge Machining (Edm)
Download as pdf or txt
You might also like
- Simple Serial Protocol (SSP)Document19 pagesSimple Serial Protocol (SSP)D Krishna Kumar100% (5)
- Industrial Micro Robot System Rv-m1Document252 pagesIndustrial Micro Robot System Rv-m1Juan Diego Roa0% (1)
- Electrical Discharge Machining (EDM)Document28 pagesElectrical Discharge Machining (EDM)Jayant SisodiaNo ratings yet
- Electrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRADocument35 pagesElectrical Discharge Machining (EDM) : By: 1602-031 022 024 032 046 048 Submitted to:Dr.S.B.MISHRAmanish kumarNo ratings yet
- Advancing EDM Through Fundamental Insight Into The Process: Workpiece WorkpieceDocument24 pagesAdvancing EDM Through Fundamental Insight Into The Process: Workpiece WorkpieceRaúl A. Laverde YepesNo ratings yet
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Electrical Discharge Machining (EDM)Document68 pagesElectrical Discharge Machining (EDM)Sreedhar PugalendhiNo ratings yet
- Embedded Systems Engineering Lecture 10 (I2C)Document12 pagesEmbedded Systems Engineering Lecture 10 (I2C)Nushara WedasinghaNo ratings yet
- Unit 3 McuDocument23 pagesUnit 3 McuatulNo ratings yet
- Msp430 Training ManualDocument106 pagesMsp430 Training ManualOhm PrakashNo ratings yet
- Unit 3 - Real World Interfacing With ARM7 Based Microcontroller - NotesDocument21 pagesUnit 3 - Real World Interfacing With ARM7 Based Microcontroller - Noteskbtug22384No ratings yet
- USART & HDLC Assign of Mojnu MiahDocument21 pagesUSART & HDLC Assign of Mojnu MiahMojnu MiahNo ratings yet
- Base de Datos 1er TrabajoDocument6 pagesBase de Datos 1er Trabajoanon_749446298No ratings yet
- Introduction To MSP430 MicrocontrollersDocument32 pagesIntroduction To MSP430 MicrocontrollersAlejandro OrtizNo ratings yet
- Printf Function by STM32Document3 pagesPrintf Function by STM32Alejandro Nuñez VelasquezNo ratings yet
- USB Bus Interface Chip CH375Document18 pagesUSB Bus Interface Chip CH375Mario Esteban100% (1)
- Chapt7 1Document43 pagesChapt7 1Prasanna KumarNo ratings yet
- 8051 Architecture FullDocument39 pages8051 Architecture FullRaja RajNo ratings yet
- Current Research Trends in Electric Discharge Machining (EDM) - ReviewDocument19 pagesCurrent Research Trends in Electric Discharge Machining (EDM) - ReviewProframanujamNo ratings yet
- Serial Communication Protocol For Embedded Applica PDFDocument4 pagesSerial Communication Protocol For Embedded Applica PDFMarco RamirezNo ratings yet
- Unit - 4: 4.1. Serial Data Communication - BasicsDocument16 pagesUnit - 4: 4.1. Serial Data Communication - BasicsRAJU VALLEPUNo ratings yet
- Ch376S Module: DescriptionDocument3 pagesCh376S Module: DescriptionIslam MagdyNo ratings yet
- Introduction To MSP430 MicrocontrollersDocument70 pagesIntroduction To MSP430 MicrocontrollersNarasimha Murthy Yayavaram100% (1)
- Rss Serial ProtocolDocument27 pagesRss Serial ProtocoleroijergNo ratings yet
- Serial Communication Rv01Document29 pagesSerial Communication Rv01sivaperumalNo ratings yet
- 9-Serial Comm (Autosaved)Document48 pages9-Serial Comm (Autosaved)M ADNAN Z100% (1)
- Edm Wire CurDocument8 pagesEdm Wire CurAli HusinNo ratings yet
- Historia de Los Controles Fanuc y Sus DrivesDocument2 pagesHistoria de Los Controles Fanuc y Sus Drivesjavier medinaNo ratings yet
- Touchgfx Documentation 4.14Document2,529 pagesTouchgfx Documentation 4.14houssem MiledNo ratings yet
- iNTRODUCTION TO MICROCONTROLLERSDocument72 pagesiNTRODUCTION TO MICROCONTROLLERSAlok SrivastavNo ratings yet
- Edm PowerexplanationDocument8 pagesEdm Powerexplanationapi-3711466No ratings yet
- I2CDocument29 pagesI2CVidushi GheerNo ratings yet
- en LP 698776 Cosimir PLC Advanced ManualDocument324 pagesen LP 698776 Cosimir PLC Advanced ManualhamidouhouNo ratings yet
- G7 Serial Communications ManualDocument98 pagesG7 Serial Communications Manualclide_050793No ratings yet
- Timers and InterruptDocument38 pagesTimers and Interrupt21146387No ratings yet
- Interface MSP430 With LCDDocument3 pagesInterface MSP430 With LCDLalith Krishnan100% (1)
- Msp430 Adc12Document40 pagesMsp430 Adc12Sunny SharmaNo ratings yet
- Machine Mate Inc - Full List of CNC CodesDocument5 pagesMachine Mate Inc - Full List of CNC CodesEr Zorawar SinghNo ratings yet
- Usb Sc09 FX User ManualDocument15 pagesUsb Sc09 FX User ManualKnight-FelixNo ratings yet
- Open Development EnvironmentDocument16 pagesOpen Development EnvironmentMihaiNeacsuNo ratings yet
- Manual Cos I Mir PLCDocument208 pagesManual Cos I Mir PLCErnam PehlivanNo ratings yet
- STM32 Tutorial 02 - PWM Generation Using HAL (And FreeRTOS)Document5 pagesSTM32 Tutorial 02 - PWM Generation Using HAL (And FreeRTOS)cansuNo ratings yet
- STM32-LCD Development Board Users Manual: All Boards Produced by Olimex Are ROHS CompliantDocument19 pagesSTM32-LCD Development Board Users Manual: All Boards Produced by Olimex Are ROHS Compliantom_irawanNo ratings yet
- Ejercicios Base de DatosDocument4 pagesEjercicios Base de DatosJhanie LHNo ratings yet
- Serial Communication 2Document31 pagesSerial Communication 2jaigodara100% (1)
- UART ProtocolDocument6 pagesUART Protocolvimal rajNo ratings yet
- CNC ProgrammingDocument48 pagesCNC Programminglakshmichandranath889No ratings yet
- Electrical Discharge MachiningDocument38 pagesElectrical Discharge Machiningmohdkamran2007100% (2)
- Manual CosimirDocument94 pagesManual CosimirMiguel Morales100% (1)
- Robotics RV m1Document7 pagesRobotics RV m1Anonymous PfJgySfvNo ratings yet
- Fanuc Settings DNCDocument5 pagesFanuc Settings DNCcoronaqcNo ratings yet
- Edm 170421105019Document28 pagesEdm 17042110501922210021 TANWADE RUTURAJ RAVINDRANo ratings yet
- Electrical Discharge MachiningDocument30 pagesElectrical Discharge MachiningParas MalhotraNo ratings yet
- 4 - EDM Detailled NotesDocument17 pages4 - EDM Detailled NotesAYUSH MITTALNo ratings yet
- Lect-5 EdmDocument30 pagesLect-5 EdmumaidahmNo ratings yet
- Electro Discharge Machining: Shivam JaiswalDocument9 pagesElectro Discharge Machining: Shivam JaiswalNabayan MarikNo ratings yet
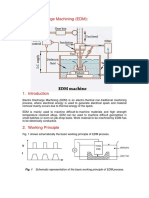
- Electric Discharge Machining (EDM) :: Fig. 1 Schematic Representation of The Basic Working Principle of EDM ProcessDocument5 pagesElectric Discharge Machining (EDM) :: Fig. 1 Schematic Representation of The Basic Working Principle of EDM ProcessAnonymous dL8dsCncNo ratings yet
- Edm PDFDocument4 pagesEdm PDFPANKWORLDNo ratings yet
- 3.1 EdmDocument60 pages3.1 EdmMohit KumarNo ratings yet
- Quiet: 30EPF.. 30CPF.Document7 pagesQuiet: 30EPF.. 30CPF.porter1980No ratings yet
- Three phase dc drives 1Document8 pagesThree phase dc drives 1saburalisekh07No ratings yet
- DC Motor Speed Control System Without Tacho GeneratorDocument3 pagesDC Motor Speed Control System Without Tacho Generatoratanumaster1987No ratings yet
- Dallas DELL 2501Document3 pagesDallas DELL 2501ricwerNo ratings yet
- RICOH FX 16 Service ManualDocument160 pagesRICOH FX 16 Service ManualNenad SikimićNo ratings yet
- At 30 IcDocument9 pagesAt 30 IcCristina AntohiNo ratings yet
- Bec Micro ProjectDocument4 pagesBec Micro ProjectMSBTE NOTES AND INFORMATIONNo ratings yet
- Voltage Ratings of Surge ArrestersDocument1 pageVoltage Ratings of Surge ArrestersmiguelpaltinoNo ratings yet
- Et-Arm7 Start Kit v1 ManualDocument5 pagesEt-Arm7 Start Kit v1 Manualstunner08No ratings yet
- FRM Course Syllabus IPDownloadDocument2 pagesFRM Course Syllabus IPDownloadsajidyousufoneNo ratings yet
- Region of Operation of MosfetDocument6 pagesRegion of Operation of Mosfetsparsh kaudinyaNo ratings yet
- State Space Averaging Model of Boost ConvDocument60 pagesState Space Averaging Model of Boost ConvBharti Thakur100% (1)
- DP10F1200T101625-Danfoss Silicon Power GMBHDocument2 pagesDP10F1200T101625-Danfoss Silicon Power GMBHEdgardo MartinezNo ratings yet
- Vibration Criterion CurveDocument12 pagesVibration Criterion Curveruleslb4304No ratings yet
- GATE ME 1991 Question PaperDocument13 pagesGATE ME 1991 Question PaperFlyNarutoFly27No ratings yet
- Fluke Furnace THD 3497420 6112 ENG A WDocument4 pagesFluke Furnace THD 3497420 6112 ENG A WMike StifflerNo ratings yet
- Digital IC Layout Techniques: © Digital Integrated Circuits Combinational CircuitsDocument19 pagesDigital IC Layout Techniques: © Digital Integrated Circuits Combinational CircuitsharishcarNo ratings yet
- Diamond and Related Materials - 2024Document5 pagesDiamond and Related Materials - 2024Vijay GuptaNo ratings yet
- Short Course On Photocatalyst ChemistryDocument7 pagesShort Course On Photocatalyst ChemistrySugesti Nur AmaliahNo ratings yet
- UNIT-4 Digital Electronics NotesDocument32 pagesUNIT-4 Digital Electronics NotesNaveen SuvvadaNo ratings yet
- Computer - Memory - TutorialspointDocument3 pagesComputer - Memory - TutorialspointsristiNo ratings yet
- Solar and Wind Hybrid System For Rural ElectrificationDocument4 pagesSolar and Wind Hybrid System For Rural ElectrificationEditor IJRITCCNo ratings yet
- Link Intel VgaDocument13 pagesLink Intel VgaWajah HujanNo ratings yet
- Physical Chemistry of Surfaces - Part 1 PDFDocument59 pagesPhysical Chemistry of Surfaces - Part 1 PDFnadjib62No ratings yet
- Standards LED's FINALDocument5 pagesStandards LED's FINALRudy StanciuNo ratings yet
- D D D D D D D D D D: Description/ordering InformationDocument21 pagesD D D D D D D D D D: Description/ordering InformationJoil AlvesNo ratings yet
- C8050 PDFDocument2 pagesC8050 PDFjicoelhoNo ratings yet
- Basic Electronics CompleteDocument43 pagesBasic Electronics CompleteMiss WorldNo ratings yet
- EDRI Introduce English VersionDocument61 pagesEDRI Introduce English Versionapi-19829372No ratings yet
- B2 Electronic Fundamentals Syllabus PDFDocument1 pageB2 Electronic Fundamentals Syllabus PDFИлларион ПанасенкоNo ratings yet