0 ratings0% found this document useful (0 votes)
72 viewsSection 4 Hoist System
Section 4 Hoist System
Uploaded by
Miguel Rodriguezpala p&h
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Section 4 Hoist System
Section 4 Hoist System
Uploaded by
Miguel Rodriguez0 ratings0% found this document useful (0 votes)
72 views32 pagespala p&h
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
pala p&h
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
0 ratings0% found this document useful (0 votes)
72 views32 pagesSection 4 Hoist System
Section 4 Hoist System
Uploaded by
Miguel Rodriguezpala p&h
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
You are on page 1of 32
SUBSECTION 4A
INTRODUCTION
GENERAL lation of the major shaft assemblies. Repair of the major
SCOPE Section IV’ is divided into subsections. Each sub- shaft assembliesis covered in the separatesubsections de.
ibes he ‘voted to the individual shaft assembly.
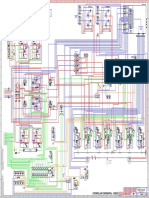
DESCRIPTION The hoist system includes the hoist motors
and blowers, the gear case (transmission), the hoist drum
‘Subsection AC deseribes the disassambly and aseembly of shaft assembly, the hoist brakes, and the hoist cables (see
the haist gear ease which includes the removal and instal- Figure 4:1)
HOIST HOIST TRANSMISSION
ROPE DRUM ‘GEAR CASE
FORWARD SWING.
MOTOR AND
TRANSMISSION CASE
Figure 48-1, Hoist System
aan
INTRODUCTION
‘The hoist system uses two ELECTROTORQUES controlled,
fast response reversible, OC motors to drive thehoist trans-
mission, The hoist transmission consists of two double re-
‘duction gear trains which drive the common hoist drum
eer.
The drum gear fastens directly to the hoist drum and
drives the drum and hoist ropes tohoist and control the low
fring of the dipper
Gearing of the hoist machinery is enclosad in an oil tight
ear case that has large breathers installed to prevant ex-
‘cessive pressures trom developing in the case. Lubrication
for the hoist gear case is suppliod by two sources: the hoist
lubrication system which force lubricates the bearings and
HoIsT
DRUM
1
ROPE 1
START AT TOP.
ROPE 2 ROPE
START AT END AT
BOTTOM BOTTOM
‘SUBSECTION 48
spray lubricates the gears: and the central lubrication sys-
tom which lubricates the holst drum oll seal,
Tho goor casa serves as one of the side stands forthe holst
drum and is bolted tomachinedpads on the revolving frame
machinery deck,
‘The hoist brake system consists of two spring sat. air
released, brakes. Thebrakedrumsare mountedontheends
of the input (firat reduction) shafts of the holst transmis:
ssion, When the hoist brokes areset they hold the hoist drum
from undesired movement,
REEVING
Two hoist ropes are required on this machine. The hoist
eeving of the hoist ropes is illustrated in Figure 44-2.
Boom
POINT SHEAVES
EQUALIZER
BLOCKS
ROPE?
END AT Tor
Figure 48.2. Reeving
SUBSECTION 4B
HOIST MOTORS AND BLOWERS
GENERAL
Hoist power is provided by two last response DC motors
The motors are specifically designed to operate in conjune-
tion with the ELECTROTORQUE® conivol. Eachmotorhasa,
blower mounted on it to provide cooling
The hoist motors Jira mounted on motor base assemblies
and use shoar blocks and shimming to property atign the
‘coupling between the motors and the firstreduction shatts
INSPECTION AND REPAIR
A periodic inepection of the hoist motors, Bwer assem
bles. and couplings for proper operation and lubrication it
recommended
‘Lubrication of the haist motors and coupleng is covered in
Section X
COUPLING
HALVES
Repair of a detectivenaist motor should be referred toelec-
trical maintenance personnal. Repair of couplings or heist
blower assembly is limited to replacement of damaged
parts.
HOIST MOTORS
REMOVAL Rotor to Figure 48:1 and remove the hoist
‘motors as follows:
1, Remove required canepy sections (reer to Section ip
2. Remove all electrical power from the machine
On the operator's console, display a tag con-
taining @ warning not to start the excavator.
MOUNTING
MOTOR
BASE
Figure 48-1. Hoist Motor Assembly
484
SUBSECTION 48
2. Mark and disconnect the electrical wiring to the haist
motor and blower assemblies.
4, Romove the bolts from the coupling betwean the heist
motors and first reduction shafts. Place @ pan under the
coupling and slide the coupling halves apart
5. Measure and record the space between the faces of the
coupling hubs attached the motor and the first reduction
(input) shaft. This measurement will be used in the instal.
lation and alignment procedures
6. Remove the motor mounting bolts. Loosen the align-
‘ment bolts in the support blocks if they are instalied.
NOTE
Mark the location of the shim packs on the motor
mounting pads. Retain these shimsfor use during in
stallation
7, Attach a sling to the lifting lugs provided on each motor
tnd lift the motor from the motor base. The hoist motors
weigh approximately 12.000 ibs.
INSTALLATION. Install the hoist motors 2s follows:
1, Attach a sling to the lifting jugs provided on the holst
motor. Lift the matar into position on the hoist motor bese,
NOTE
The motor coupling halves should be mountedon the
hoist transmission input shaft and the motor shaft
prior to performing shalt alignmant procedures,
2. Fabricate a “T" bar tool as shown in Figure 48-2 Tha
too! should be the dimension measured in step 5 of the
Hoist Motor Removal procedure
3. Position the hoigt motor on the motor base so the
coupling of the motor and the first reduetion shaft are
aligned using the “T” bor to maintain the proper spacing
4, Install the motor mount shimpacks that were removed in
‘step 4.ol the removal procedure in their original locations,
ALIGNMENT INDICATOR TOOLS.
Drak
INDICATOR
ALIGNING.
INDICATOR ———| ToL
TOOL POST post
HOIST MOTORS AND BLOWERS.
5. Align tha hoist motor shaft coupling to the hoist trans
mission input shaft eoupling (see alignment procedure}
5. Aftor proper alignment has been achieved between the
motor anelfirt reduction shafts, drill and doweltve motor to
the motor base at the diagonal mounting feet of the motor
7. Install the mounting bolts. required ream holes for the
‘mounting bolts in the motor base
8, Install the gasket between tha sloeve faces of the motor
Coupling, slide the sieaves into place, and secure with the
bolts and nuts es shown in Figure 48-3. Be sure to tighten
the coupting bolts uniformly
MOTOR SHAFT
SLEEVE
GREASE
BORE
SLEEVE
I
" Finst
BS REDUCTION
SHAFT
FACIAL GAP.
~
Gasxer
Figure 48-3. Hoist Motor Coupling
O-RING
O-RING.
1.50"
(OR RECORDED
FACIAL GAP
“TP BAR
Figuee 48-2 Alignment Tools
HOIST MOTORS AND BLOWERS
9 Install @ grease fitting in one lubrication hole and re-
‘move the alug from the other hale, The holes should be ina
horizontal plate with respect to the centerline of the shaft.
Pump grease through the fiting untlitis forced outthe hole,
in the opposite side of the coupling. Use the typeof grease
recommended in Section X. Remove the grease fitting and,
stall the plugs in both holes.
ALIGNMENT. If a haist motor is removed and reinstalled or
replaced the coupling halves of the motor and heist trans-
mission input shafts must be checked for proper face paral
lism, vertical and horizontal position, and proper facial
99 35 illustrated in Figura 4B-4. Align the hoist motor
shahs and input shafts as follows.
11 Position the hoist metor on the motor basa so that the
coupling halves of the motor shaft and the hoist transmis
‘ston input shaft are apart (not fess than) the distance re-
corded in step 5 of the ramoval procedure. The use of the
fabricated “T” bar tool is recommended tsee Figure 482),
2 Align shaft facial paralietism a3 follows:
A. Install aligning clamps tothe end retainers of the motor
tnd first reduction shafis. Attach dial indicators as
shown on Figure 48.5,
B. Position the aligning tool posts in the vertical plane and
set dial indicator #2 to 0.0 inches.
C. Rotate the aligning tool posts 180.degrees and read dial
Indicator #2. Divide the reading by 2. Thisindicates the
shim value required to correct the misalignment.
Place the aligning tool posts in ahorizontal plane and set
dial indicator #2 t0 0.0 inches.
E_ Rotate the aligning too! posts 180 degrees and read dist
indicator #2. Divide the reading by 2. This indicates the
amount the opposite end of the assembly must be
‘moved sideways to correct the misalignmant.
F Repeat steps C, D and E until indicator #2 reads less,
than 0.003 in the horizontal and vertical positions.
2, Check the-coupling tacial gap with the fabricated “T""bar
tool, using the measured end between the coupling faces.
and set the gap by positioning the motor an the motor base:
{see Figure 48-2),
at vertical position as follows (see Figure
A. Position the aligning posts in a verticalplane. Set dial in
dieator #1 to 0.0 inches.
tor #1. Divide the reading by 2 This indicates the
amount of vertical misalignment.
SUBSECTION 48
PARALLELISM
‘AUGNMENT,
NN
HORIZONTAL
ALIGNMENT
‘VERTICAL
ALIGNMENT
- a $ret
ure 4B-4, Shaft Alignments:
G. if the motor shaft is low, install shims equal to the
‘amount of misalignmentuncer each mounting leg, If the
shaft is high, remove shims under the mounting feet
‘equal ta the amount of misalignment.
6. Align the shat horizantal position as follows (see Figure
48-4)
‘A, Potition the aligning pasts in a horizontal plane, Setdial
indicator #1 to 00 inches
B. Rotate the aligning posts 180 degrees and read indica
tor #1, Divide the reading by 2, This indicates the
amount af horizontal misalignment.
48-3
SUBSECTION 48
(C, Move the motor assembly sideways a distance equal to
the amount of hortzental misalignment
6, Repeat all four alignment checks to insure adjustments.
have inot moved and motor shaft and first reduction shafts
are property alignod to within @,000 to + 0.003 inches of
misalignment.
MOTOR BLOWERS
REMOVAL Rater to Figure 48-8 and remove the mounting
serews andlockwashers Litttha blower assembly from tha
hoist motors.
REPAIR. Repair ofthe noist Diower assembly's timitedtor
placing dafective parts. Motor, blower. inlet and exhauste
bows and brackets can be removed and replaced as shown
on Figure 48-6,
NOTE
Motor (02) is keyed to tho blower and care should be
token when rainstalling that themotor and blower are
property aligned
HOIST MOTORS AND BLOWERS:
DIAL INDICATOR #1
lat
INDICATOR #2
Figure 48-5. Alignment indicator installation
2 139 1
03, BLOWER 07, CAPSCAEW
02. MOTOR 08. LOCKWASHER
03. CAPSCREW 09, SQUARE
04, LOCKWASHER 10. NUT
08, CAPSCREW 11. CAPScREW
06. BRACKET 42. LOCKWASHER
13. NUT
Figure 48-6. Hoist Blower Assembly
SUBSECTION 4C
HOIST GEAR CASE
GENERAL
This subsection describes the hoist gear caso and covers
the recommended inspection and repair for the gear case.
‘The subsection siso includes the disassembly and assam+
bly of the hoist gear case.
Tho disassembly and assembly procedures of the;
Include tha removal and installation of tha major shaft
‘sambiias of the hoist transmission shown in Figure
For further service procedures ef the hol
major shaft assemblies,
‘The combination hoist gear cave and side stand is fabri-
cated of sturdy ail welded construction with liberal ribbing
for strength and stability, The hoist gear case contains the
geering which transfers power trom the hoist motor to the
hoist deum gear. Major assemblies of the hoist gear case
‘re shown in Figure 4C-1
‘Tha hoist gear case is pressure and spray ubeicated by the
hoist lubrication system, The hoist drum oil seal is
lubricated by the automatic tubrication system. (See
Lubrication Section x.)
INSPECTION AND REPAIR
A pariodie inspsetion of the hoist gear ease and transmis
sion is recommended. Tha inspection should includ
check for oll leaks, clean case breathers. and boit tight
‘ess. The transmission should be inspected at intervals of
8000 hours, of annually for cracks in the teath faces, ang
unusual weas, gailing, scaring ar spalling. Thegearscanbe
viewed by removing inspection covers. on the hoist gear
cave cover sections. A check of the gear case oil for metal
particles i@ recommended every 160 hours,
Repairs to the hoist gear case and transmission ara limit
to-the raplacoment of warn or damaged components and
the reversal of the hoist drum gear which is directly fast-
‘anad to the host drum (see applicable subsections for gear
case component information)
GEAR CASE (914J148-2)
DISASSEMBLY
‘Tho comploto disassembly of the hoist goar ease may re-
0 removal and/or positisning of major components
‘0nd assemblies not covered in the shop manual. The fol-
lowing procedure includes: general preliminary steps for
the hoist gear case disassembly, and stops for gear case
‘component and shatt assembiy removal
ATE.
SHAFT ASSEMBLY
Finst
REDUCTION
SHAFT ASSEMBLY
Figure 4¢-1. Hoist Gear Case Majer Shaft Assemblies
PRELIMINARY DISASSEMBLY. Prior to the disassembly of
‘the hoist gear case, pertorm the following
1. Piace the dipper on the ground and remove the hoist
‘cables {rom the hoist drum,
2. Remove required machinery cab canopy sections ms
doserited in Saction I
3. Remove or reposition the gantry sssembly if required
4. Disconnect the hoist motor couplings as described in
‘Subsection 48.
HOIST GEAR CASE SUBSECTION 4¢
5. Disconnect the hoist gearcase lubricationsystem il and GEAR CASE COVER REMOVAL Refer to Figure 4C-2 and
‘grease lines. at the joints provided remove the gear case cover as follaws:
31, LOCKWASHER
32. NUT
33, CAPSCREW
34. LOGKWASHER
38. NUT
38. LOCKWASHER
Figure 4¢-2. Hoist
Case (914/148)
SUBSECTION 4c
NOTE
‘The hoist gear case cover is etwo piece assembly, but
it isnot necessary to soparate the cover sections dur-
ing romoval unless cover sections are damaged.
1. Remove the capscrewrs end lockwashars from the upper
half of the four bearing cetainers/end covers located on the
left side of the gear case and iogsen the capscraws on the
ower half of the bearing retainers.
NOTE
Bearing retainer shims should be tied out of the way
prior to lifting the hoist gear case cover to pravant the
‘shims from falling into the gear case during cover
removal
2. Remove the upper capscraws and lockwashers from
‘cover plate (39) located on left side of the gear case,
2. Remove the upper capscrews and lockwashers trom the
four bearing retainers/end covers on the right side of the
gear case and loosen the bottem capscrems. Tie
shims/gaskets out of the way.
4. Roter to Figure 4C-3 and remove the hoist drum ail seal
ratainer ring sections (25) with gasket (36) and ramove oll
‘seals (31) and spacer (32) from the ol! seal cavity
NOTE
Oil seals (31) ave split with the butt joints located at
the top of the seal cavity. The seal springs have hook
‘and eye fastenars located 80° avay from the butt join
of the seals. The split in gasketis located 30°from the
split in the ail seats,
5. Remove the gear case cover eapscrews, coupling bolts,
juts, and lockwashers-from the ease cover flange. The two
piece cover can be separated if required, by removing nuts,
lockwashers, capserews and coupling bolts, from the cover
‘section flange (see Figure 4C-4)
NOTE
Coupling bolts ara installed in spacial bores located
‘around the gear case cover flange (see Figure 4C-a)
‘Keep these bolts separete from the other capscrews
‘as they must be installed in their special bores upon
reassembly,
CAUTION
Oil ahrouds mounted on the holst drum andina
Groove inside the hoist gear case cover will be
damaged unless special care in handling is
taken during the lifting of the case cover (see
Figure 4¢-3),
6. Litt the hoist gear case cover off the base section and
placa it 0” wood locks, The two place cover section weighs
appreximately 4600 Ibs.
7. Remove gasket sections (13) rom the gear ease base at
this time if there is a possibility of gasket material being
dropped into the gear case (see Figure 4C-2)
INTERMEDIATE PINION SHAFT REMOVAL, Remove the in-
termediate pinion shaft assemblies from the gear casebese
1 follows (soe Figure 40-1}:
HOIST GEAR CASE
1. Remove the capscrews and lockwashers trom the lower
halves of the pinion shaft bearing retainersand ramove the
bearing retainers, gasket, and shims from heist gear case
base. Save the shims for reassembly,
2. Attach asling tothe intermediate pinion shaft and lit the
shaft fram the hoist gear case3. Repeat step 2 for the
remaining intermediate pinion shaft assembly, An in-
termediate pinion shaft assembly weighs approximately
1950 Ibs.
4, Retor to Subsection 4E for inspection and repair proce-
dures for the intermediate pinion shaft assembly.
FIRST REDUCTION SHAFT REMOVAL. Remove the first ro-
duction shaft assemblies from the goar case base as fol-
lows (see Figure 4C-1)
1, Remove the hoist brake assembly as described in Sub-
section 4G.
2. Remove the capseraws and lockwashars from tha lower
hhalf of the bearing retainers and free the retainer from the
‘ene casa base. (Shims chould be tied to the retainers.)
3. Attach a sling to the first reduction shatt assembly and
lift the shatt assembly from the gear case base,
4, Repeat stops 1 through 3 far the remaining first reduc~
tion shaft assembly. A first reduction shatt assembly
woighs approximately 626 Ibs.
5. Refer to Subsection 4D for inspection and repair proce-
dures for the first reduction shaft assembly,
HOIST DRUM SHAFT ASSEMBLY REMOVAL Remove the
hoist drum shaft assembiy from the gear case base as fol-
lows:
1. Refer to Figure 4C:2 and remove the bearing cap pin
head bolt assambliae (24)(eod bolts) and liftbearing cap\(04)
from gear case base (03).
2. Refer to Figura 4C-3 and remove bearing retainer (19)
with shims (16, 17 and 16), cepscrews (20) and lockwash-
‘ers (21) fram the drum shatt side stand assembiy (41),
3, Remove the bearing cap, pin head bolts, nuts, and bear-
ing cap from the side stand assembly,
4, Remove the upper section of hoist gear ease oil shroud
(30) as follows (see Figure C-3)-
Nate
Hoist goar case oil shroud (90) consists ol two sac-
tions. The bettom section Is fastened inside the Bot-
tom section of tha hoist gaat case with tie wired cap-
screws. On some models.of excavator the top saction
's fastened to the bottom section with four tie wirod
Capscrews and held in piace by a groove in the gear
case cover. To remove this type of oll shroud perform
steps 4A ond 48 and proceed to step 5. On other
‘models the top shroud is heid in placa in a machined
Groove. The top section of the gear case and clips are
at the ends of the shroud, This shroud section canbe
romoved by parforming step 4B and procesding to
step 5.
A. Cut the tie wire and ramove the four capscraws.
aca
‘SUBSECTION 4c
ot. SHAFT
02, DRUM
03. GEAR
04. BOLT COUPUNG
05. NUT
06. COTTER PIN
07. SPACER
(08. RETAINER PLATE
93. BOLT
10. TE WIRE
11. BEARING
ACh
TOP HALF OF SHROUD
HELD IN GROOVE OF 36
GEAR CASE COVER,
ENLARGED SECTION
LOWER SHROUD MTS.
12. BEARING HOUSING 79. FLAT
13. DOWEL PIN 24, SLOTTED HEX NUT
14. SPACER 28. COTTER PIN
18. BEARING HOUSING 26. ROPE CLIP
18. ADJ, SHIM 27. LOCKWASHER
47. ADJ. SHIM 28. HEX NUT
18 ADJ. SHIM 29, BOLT
19. BEARING RETAINER 30. OlL SHROUD.
20. CAPSCREWS 31. O1LSEAL
21. LOCKWASHER 32. OIL SEAL SPACER
22. RELIEF FITTING. 33, CAPSCREW
Figure 4C-3. Hoist Orum Shaft Assembly (100J3276-4)
sessene
a
az.
HOIST GEAR CASE
LOCKWASHER
. RETAINER RING
GASKET
. CAPECREW
. LOCK WIRE
Olt SHROUD
HOIST DRUM HUB.
SIDE STAND
SEAL SPRINGS
HOIST ROPES #3 ANG 2
HOIST GEAR CASE
PIN HEAD
BOLTS
SUBSECTION 4¢
o1
coUPLING
‘BOLTS (01)
01.
SECTION “A-
couruns
8 10%
BOLTS (01), 04 o a
else Spores] [hess
e = - Tr
lo 0)
lo] ote P=afo] Tp]
1 fo] ofe= = rODIG} a
OF couruNG
o1 SECTION “8.8” BotTs (01)
Figure 4C-4, Coupling Bolt Location
8. Lift the upper shroud seetion clear of the hoist drum.
5. Remove hoist drum oil shroud (39) as follows:
NOTE
Hoist drum oil shroud (39) consists of swe sections
which are fastened to the hoist drum with tie wired
capscrows (see Figure 4C-3)
A. Position the hoist drum so that oil shroud section joints
78 on the herizontal canterline of the hoist drum,
8. Cut the tie wires, remove tho capseraws and lift the
‘upper section of oi! shroud (39} clear of the hoist drum,
. Rotate the hoist drum to position the remaining hoist
‘drum oil shraud section on top and repeat step SB for the
remaining oil shroud section.
405
‘SUBSECTION 4c
6. Attach a sling to the hoist drum shaft assembly and lft
‘the assembly from the goar casa base and side stand. The
hoist drum shatt sssembly weighs approximately 48500
Is.
7. Reter to Subsection 4F for inspection and repair proce-
dures for the hoist drum shaft assembly,
NOTE
Ht necessary the lawer section of the hoist gear case
‘il shroud can beremoved after step 6, by cutting the
tie wires, removing the capscrews and lifting the oit
‘shroud section out of the gear case base.
ASSEMBLY
The holst gear case is assembled by installing the maior
assemblies as described in the follawing steps (seo Figure
AC}
NOTE
The assembly procedures were written an the basis
that a complete disassembly of the hoist gear case
has been dane; that the gear case machined surfaces
are sloan end tree from damage; ant thet major
assemblies have been inspected and assembled a
described in other subsections of this shop mans
FIRST REDUCTION SHAFT INSTALLATION. Install the first
reduction shaft assembly as follows:
‘The first reduction oil linger assemblies mut
be able to drain for proper lubrication, Insure
‘that the cored drain slots in the first reduction
retainers are in line with the slots in the gear
‘ease during first reduction installation.
4, Liftthefirstreduction shaft assembly into positionon the
gear case baso (see Figure 4C-1) This shaft assembly
‘waighs approximataly 670 Ibs,
NOTE
The coupling facial gep described in the alignment
procedure, Subsection 48, can be used to Insure
proper clearance between the hoist motor and fi
reduction shaft coupling hubs.
2. Ineura the firet reduction shatt retainer O-rings have
coating af lubricant and arw in proper position, then fasten
the shaft retsiner t0 the gear case with the lower cap-
screws, lockashers. Tighton the capscrews finger tight
3, Repeat steps 1 and 2 for the remaining first reduction
shaft aasembly,
NOTE
‘The 0.020 inch retainer shims that were removed at
disassembly should be saved for installation later.
4 install the hoist brake assemblies, Refer to holst brake
installation procedure in Subsection 4G,
ace
HOIST GEAR CASE
HOIST DRUM SHAFT ASSEMBLY INSTALLATION. Refor to
Figure 4C-3 and install the hoist drum shaft assembly as
follows
1. Install the lower half of gear caso oil shroud (30) in the
hoist gear case bese, Lockwire the cepscrews.
2. Install bearing dowel pin (13) in the gear ease besring
block.
Insure that dowel pin (13) aligns with the hole
in the drum shaft bearing rece while lowering
the holst drum Into position,
3. Lift tha hoist deum shaft assambly into position en tho
‘hoist gear case bese and side stand, This assembly weighs:
‘approximately 44,500 Ibs.
NOTE
The positioning of the side stand bearing during the
hoist drum shaft installation is important! A grease
bore in the bearing race should be at the top of the
bearing for alignment of the lube fitting in the side
stand bearing block. Refer to Figure 4C-5.
BEARING WBE
RETAINER
SIDE
STAND
Figure 40-8. Side Stand Bearing Block Assembly
4, eter to Figure 4¢-2 and install drum shaft beering cap
(04) on the gear case bearing block as follows:
‘A. Lift boaring cap (04) onto the gear case basring block
HOIST GEAR CASE
B. Partially assemble a pin hoad bolt {rod bolt) (24) by
starting a split nut onto the rod belt end that has the
most thrasds
(C. Insert the pin head bolt assembly, from step 48 down
through the bearing block bore.
0. install an O-ring and a spit nut, with an O-ring groove,
tanto the lower and of the rod bolt Turn the nut until a
ack pin can be Inserted through the split nutand hole in
the rod bolt. Take care not to damage the O-ring, (866
Figure 4¢-6)
NOTE
To prevent damage to O-rings during the tightening of
the top nuts, arod bolt O-ring kit (101427) has been
developed, The installation of this kt will lock the rod
bolts and split nuts together in pairs (as shown in Fig-
ure 40-8) and proven tha rod bolt and lower nut from
turning,
E. Repeat steps 4A through 4D for remaining bearing esp
pin head bolts,
Figure 4-6, Rod Bolt Lock Pin Assembly (101 4J27-3)
Possible damage to the pin head boit O-ring:
will occur if the bolt and lower nut rotate
during the tightening of the top nut,
F_ Tighten the top nuts on the bearing coppinhaad botts to
the proper torque, Lock the top nuts by inserting a cotter
pin through the split nut and the hole in the bott
5, Refer toFiguredC-3.andinstall thehoist drumit shroud
(39) as follows:
‘A. Install one hatf of oil shroud (38) an the hoist drum with
capscrews (37), Lockwire the eapscraws,
BB. Rotate the holst drum 180" and repeat step 44 for the
remaining half of oil shroud (39).
SUBSECTION 4c
C. Fasten the ends of oll shroud (39] with espscrews and
ockwire the eapseraws.
6. install the upper seetion of oil shroud (30). Refer to Fig:
ure 4C-3. Fasten the oll shroud ends together with cap-
seraws and securely lockwire the capscraws,
7. Install the side stand bearing cap and secure with four
pinhead bolt assemblies, Insure the bore in the bearing cup
Aligns with the graase fing in thebearing retainer cap (308
Figure 4C-5).
& Install the sige stand bearing retainer with the shim pack
that was removed at disassembly, Tighten the capscrews in
‘even steps, alternating from side to side until theretainer is:
torqued 10 the proper torque.
NoTE
naw shims are required for bearing retainer instal-
lation, the proper shim thickness can be determined
as follows:
A. install the bearing retainer without shims.
1B. Tightan the retainer with capscrews in aven steps until
the retainer is tight against the bearing race.
. Measure the gap betwoan the retainer and the bearing
block at three places 120° apart.
D. Average the measurements. This measurement is the
amount of shims to be used,
INTERMEDIATE PINION SHAFT ASSEMBLY INSTALLA-
TION, The intermediate pinion shaft assemblies shown in
Figure 4C-7 are installed as follows
1. Insure the dowel pins (11) as shown in Figure 4C-7 are
installed into the bores in bearing housings.
2. Lift the intermediate shaft assembly into position in the.
hoist gear case base, This shatt assembiy into position in
the hoist gear case bese. This shatt assembly woighs
approximately 1820 fas.
3, Install the right sido intermediate shaft bearing retainer
(22, with a.0158 inch gasket{08) between bearing housing
(20) and the gear case bearing block. Tighten retainer cap-
serews (Q3}equally until snug tight
4 Install the loft intermediate shaft bearing ratainer (01)
‘with a,0156" gasket (1 2)betwean bearing housing 10} and
the gear case bearing block. Tighten the retainer cap:
‘scraws (03) equally until shug tight.
5, Check that the gear train rotates freely, then loosen the
retainer capscrews (03)
6. Repeat steps 1 through 6 for the remaining inter-
‘mediate pinion shaft assembly,
HOST GEAR CASE COVER INSTALLATION. Install the as-
‘sembled heist gear case cover as follows:
1. Inspect the gear case and insure that Il internal cap.
screws, and pin heed bolt (‘od bolt) assemblios are secure-
ly lockwared; and the gear case is clear of forsign materia
40-7
SUBSECTION 4¢
01. RETAINER,
02. CAF PLUG
93. SCREW
04 LOCKWASHER
08. SCREW
06. THE WIRE
97, RETAINER,
08. SEARING
1"
2
13,
14
16, PINION SHAFT
8. KEY
Figure 4C-7. Intermediate Pinion Shaft
HOIST GEAR CASE
1. BEARING
RETAINER
GASKET (.0158")
HOUSING
O-RING
» RETAINER
GEAR CASE
BS28ss
SUBSECTION 4¢
seeded
Bearing SS
HousiNG ~°.
NGS
‘SHIM (0.020")
Figure 46-8, First Reduction Shaft
Bearing Retsiner installation
2. Rotate the hoist drum shaft assembly and check the
hoist gearing for proper operation
3. Install the hoist gear case gasket sections an the gear
‘case base (see Figure 4C-2)
To prevent damage to the first reduction bear-
ing retainer O-rings the retainers shauld be po:
joned as shown in Figure 4C-8 prior to the
lowering of the gear case cover onto the bi
section.
4. Loosan the first reduction shalt bearing retainer exp.
‘screws and position tha retwiners as follows
HOIST GEAR CASE
A. Slide the first reduction shaft assembly to the right far
‘enough to clear the retainer O-ring as shown in Figure
ac-8,
B. Stide the left retainer away from the baaring block to
clear the retainer O-ring,
©. Repeet siops 44 and! 8 Gn she remaining fiat reduction
shaft retains
5. Loosen the intormadiate pinion ehaft retainereand pra
tion the retainers to clear the gear case cover as the cover is
lowerad into place. Insure that the gaskets an the right side
retainer ar@ positioned to clear the gear case cover during
step 7.
6. Check the hoist geat case cover mating surfaces to in
sure that the surfaces are free fram damage.
Care should be taken to inure that the gear
ease oil shroud is engaged in tha groove on th
inside of the gear case cover as the cover is
lowered anto the gear case base. Refor to Fig-
ure 40-4.
7. Lift the hoist a
case base.
8. Align the gear case cover by installing the coupling bolts
‘with lockwashers and nuts in the special bores in the hoist
gear case, Refer to Figure 4C-4 for coupling bok locetions.
Tighten the coupling bolt nuts finger tight
F ease eover inte position on the gear
9. Position the first reduction shatt bearing retainers aso
lows:
A, Pull rotainer and bushing housing away from gear case
face, as shown in Figure 4¢-8,
Insure that the first reduction shat bearing re-
tainers do not rotate. The cored drain slots
must line up with the drain slots in the gear
case bearing block for proper lubrication. Re-
to Figure 4C-8,
B. Install a 0.020 inch shim between the right bearing re-
tuiner and the gear case bearing block.
NOTE
‘The first reduetion bearing retainae shims double as
gaskets, Thase shims are split for ease of installa
tion. It is recommended that the split be positioned at
tho top af the vertieal center line of the first reduction
pinion shat
. Jack the bearing housing retainar and the first reduc:
tion pinion shaft into position by tightening the retainer
aco
HOIST GEAR CASE
capserews in equal stepe. Tighten the capserews snug
fight. Take eare not to damage the retainer O-ring.
D. Install a 0.020 inch shim berween the lef bearing
rratainer and the gear case bearing bleck. Taking carenot
to Gamage the retainer O-ring, tighten the retainer cap-
‘acraws inequal steps until the capacraws are snugtight.
(See NOTE Step 98.)
E. Repeat stops 9A, B,C and D for the remaining first
reduetion shaft bearing retainare.
10, Rotate the hoist drum and check the hoist gearing for
propor operation.
11, Tighten the intermediate pinion shaft bearing retainer
eaptcrews in equal stops unl the capscrows ere snug,
vat.
12. Repeat step 11 on all of the intermediate pinion shatt
boaring retainers (itam 44, Figure 4C-2)
13. Rotate the hoist drum and chack the gearing for proper
operation,
14, Tighton the gear case coupling belt nats in steps alter-
ating {fom one side of the gear cose to the othor until all
‘nuts ato tightened to their specified torque
16, Install the hoist gear case cover capserews, lockwash-
‘ers, and nuts and tighten the nuts in equal steps to the
‘specified torque.
1. Tighten the bearing retainer capscrews on ail hoist
Gear case bearing retainers in equel steps to the specified
torque.
NOTE
‘The recommended torque or the first reduction shatt
bearing retainer capscrews is 170 tt-Ibs. Refer to
Table 1-2 for specified torques.
18, Refer ro Figure 4C-9 and install the heist drum gear
case oll veal assembly as follows:
A, Lubricate the seal surface on the deur and inner seal
(31) with lubricating ott
8. Separate the seal ends and carofully position the seal
‘oround the shaft with the butt joint at the top of the seal
cavity.
SUBSECTION 4c
. Lubricate the sea! spring and insiall it around the shat
Connect the ands andinsert the spring in the lip groeve
‘With the spring end 90° away from the but jit.
NOTE
{f oll soais (31) leaked bofore removal. the outsice
drum diameter should be checked. The drum diam:
‘eter should be berwean 49.376.and 49,370 inchos, it
the drum is worn tothe low and of the tolerance limit,
increasing the seal spring pressure by shortening the
spring length will help eliminate theteskage. Nominal
‘spring fength is. 149.062 snenes, with 8 minimum
length of 142.082 inches. a not shorten the spring
bbolow 142.082 inches.
©, Align the sea! ends, start the butt joint into the sealcav-
ity first and then install the rest of the seal eventy into.
the cavity
E. Tap evenly around the circumforence until the soa! is
Sswatad in the cavity.
F. Install. spacer sections (32) and rapast steps 184
through 18E for outor seal (31).
G, Install oil seal retainer soctions and gasket (35 and 36),
When filling the hoist drum seal cavity with
lubricant be careful not to over fill and invert
the seals.
1H, Fill the oll seat cavity with fubricant, Refor to Section X
for lubricant specifications.
1, Instail the gear case cover piate (item 39, Figure 4C-2)
20, Connect the oll and lubrication lines to the hoist gear
case,
21, Align and couple the hoist motor shefts and first ro-
duction shafts as described in Subsection 48, hoist motor
(installation procedure,
22. Adjust the hoist brakes as described in Subsection 4G,
23, Install the machinery house canopy sections as
eseribad in Section Il
24. install the hoist cables onto the drum as shown in
Figure 4&1
SUBSECTION 4D
FIRST REDUCTION SHAFT
GENERAL
Thore are two first reduction shaft assemblies in the hoist
‘gear train, Each shaft assembly is driven by a hoist motor
through a gear type coupling, Each first reduction shaft has
a brake wheel mounted on the end of the shath opposite the
coupling.
‘The fiest reduction shafts are forged and machined with 3
helical pinion as an integral part of thashatt One endof the
shaft assembly has a cylinderieal roller bearing and the
other end tras a double raw tapered roller bearing to permit
smooth rotary motion and to take thrust loads imparted in
horizontal directions.
Non-rubbing labyrinth type seals are incorporated at each
end of the first reduction shafts, Drain channels are pro-
vided in the retainers and bearing blocks to.tlow oil toflew
theough the bearings and labyrinth seals bock to the gear
ease lubtication system, The bearing retainers have O-rings
to prevent oll leakage past the stationary parts of the shaft
assembly,
INSPECTION AND REPAIR
Inspection of the first reduction shaft assembly is per:
formed during periodic inspection and overhaul of thet
‘gear case. Repair of tha shaft assembly limited tot
placement ofall O-rings and parts found to be damaged ar
sxeessively worn, Refer to Figure AD-2 for shalt assembly
dimensions.
All bearing cones must be preheated prior to
installation on the shafts. Extreme care must
FIRST REDUCTION SHAFT ASSEMBLY (910J536-1)
REMOVAL. Removal of the first reduction shatt assemblies
is described in Subsection 4¢ under the disassembly of the
hoist gear case.
DISASSEMBLY. Figure 4D-2 is provided as a foldout to al-
low easy reference while disassembling the shaft assem.
blles, Rater to Figure 4D-2 and ditassamble the reduction
shaft assembties as follows:
1. Remove retainer piate (35) from the end of the pinion
shat
2, Pull brake whee! (24) and spacer (33) from the pinion
shaft
3. Remove retainer (30). labyrinth specer {28}. snd spacer
(27) trom shatt (23),
4. Remove O-ring (28) from retainer (30),
5. Ramove retainer (26) from the pinion shaft. The bearing
‘cups and outer cone of bearing (26) will come aff the shaft
with retainar (25),
NOTE
The cups, cones, and spacer of bearing (26) are
matched and must be kep! together asa set thayare
to be reinstalled,
6, Remove O-ring (24) and the cup and outer eone of bear-
ing (28) from bearing retainer (25)
7. Pull the spacer and inner cone of bet
pinion shaft (23),
8. Remove retainer plate (10), coupling half (04), and
‘spacer (13) from pinion shaft (23). Remove O-ring {08} rom
‘coupling haif (04),
Remove retainer (17), labyrinth spacer 14), and spacer
(19] rom pinion shaft (23). Remove O-ring (18}from ret
er (17).
10. Remove bearing retainar (21) from the pinion shaft
Bearing (20} will be remaved with retainer(21). Remove O-
ring (22) and bearing (20) from the retainer (21.
INSPECTION, Giean and inspect all parts per the dimen:
sional measurements shown in Figure 40-2, Check parts
visually for cracks, breaks, or excessive wear.
Check the lateral running clearance af bearing (26) as.tol-
lows:
1. Assemble the inner and outer cones into the bearing
cup. Do not install the spacer between the canes at this
time.
ng (26) from
2, Place the assembled bearing on a surface plate, Place a
40 to BO pound weight on the bearing assembly, and rota
the bearing cup. This will seat ll parts of the bearing,
80-1
‘SUBSECTION 4D
3. Take indicator readings from the surface plate to the top
‘of the upper bearing cone. The weight mustremaininplace
‘while taking this reading
4, Remove the wright and upper bearing cone. install the
spacer and reinstall the upper bearing soneand weight. Ro-
late the bearing cup to reseot the bearing perts.
5. Take Indicator readings as described in stop 3,
6. Subtract tha reading taken in step 3 from the reading
taken in step 9. If the difference between the readings ex-
ceeds 0.016 inch, the spacer must be machined, or the
bearing should be reptaced.
ASSEMBLY. Reter to Figure 40-2 andassemble the irstre-
duction shafts as follows:
Double row tapered raller bearings on this ma-
chine are matched bearings. Parts of a match:
ed bearing should not be interchanged with
arts of identical bearings. The bearing cones
and bearing cups of amatched bearing mustbe
installed on a shaft in the same order that the
new bearing comes packaged.
1. Preheat and install a cone of bearings (26) over the 4
inch shoulder of first reduction shaft (23)
2. Install the spacer of bearing (26) against the installed
cone,
3. Install the matching cup of bearing (26) in the bearing
housing of retainer (25),
NOTE
Some double row matched bearings are etched with
letters on the sides of the cones and.cups. It does not
matter which side goes on the shaft first. The
important thing is that the lettered parts match when
bearing is installed as shown in FigureaD-1. "A" side
of cone matches “A” side af cup.
matches “C side of cup.
‘neve O-ring (24) and install iton retainer (26)
5. Install retainer (25), with cup of bearing (26), over the
cone of bearing (26) already installed on pinion shatt (23).
Insure that the Bearing paris mateh
side of cone
4, kuirica
6. Preheat and instal! the remaining cone of bearing (26)
‘onto pinion shaft (23). Seat this coneinto the matching cup.
7. Install spacer (27)andlabyrinth spacer (2610n thepinion
shaft
NOTE
Labyrinth spacers (28 and 14) must be installod with
the 1/2 inch wide band elosest to the eenter of the
pinion shaft
8, Install new O-ring (28) on retainer (90) and install re-
tainer (3C} on pinion shalt (23)
40.2
FIRST REDUCTION SHAFT
CONE CONE
‘cur
Figure 40-1. Double Row Bearing Installation
8. Align the drain slots of labyrinth spacer (28) and retain.
‘ers (25 and 20); fasten the retainers together temporarily
with bolts until the shafi assembly is ready for installation,
10. Preheat and install the inner race of bearing (20) onto
pinion shaft (23).
11. Install the outer race of bearing {20) into ret
er (21),
12. Lubricate a new 0
(21)
13. Install retainer (21) on pinion shaft (23) with the outer
‘bearing race over the inner race of beating (20)
14, Install spacer (18) and labyrinth spacer (14) on pinion
‘shaft (23). See the note following step 7.
18. Install new O-ring (18) on Fr
tginer (17) onto pinion shaft (23),
19 (22) and install it on retainer
ner (17) and ins
ire
16. Align the drain slots of labyrinth spacer (14) and re
‘tainars (17 and 21), fasten the retainers together with bolts
until the shalt is ready for installation.
17. Install spacars (¥3 and 33) on the pinion shatt. insure
that the spacers fit in the machined grooves of retainors.(17
‘and 30),
18. Instail a new O-ring in the sleave af coupling (04), end
‘assemble coupling hub and sieeve.
19. Install coupling (O4}hub onto the splines of pinion shaft
(23) and install rotainer (10). Secure the capserews with
lockwire
20. Install brake wheel (34) ante the splined end af pinion
‘shaft (23) and install retainer (35). Secure the retainer cap:
screws with lockwire.
INSTALLATION, Installation uf the first reduction pinion
shafts is described in Subsection 4C under the assembly af
the hoist gear case.
FIRST REDCTION SHAFTS
Tobe aeRO
derren|oescnenon | "eee
[ho ae
tet idaoe,
tie
|__|netanen
7h
etanen
o oo
SHAFT
— (0D
[Sour
oa
1 aan os. courte
7)
—
. nor
[ese none oe: oasaer
oe orm
oS: Revemen
‘AST REDUCTION
‘SUBSECTION 40
rn wrt
i
sa i
H
wee
sa RE-AMEN 8. anscen
wt Senn 3 anne
reve a anen
ws sone Bone
va sracen row siart
‘eae i onme
ve woomasien 2 petaen
mean” i sana,
‘a one i cen 7
Figure 40-2. First Reduction Pinion Shatt (8101536)
409
SUBSECTION 4E
INTERMEDIATE PINION SHAFTS
GENERAL
‘There are two intermediate pinion shaft assemblies used in
‘he hoist geartrain. Each imermediate shaft acsembly con-
‘sists. of # pinion shaft with an integrally forged and ma-
cchined spur cut pinion, # keyed and press fitted helical cut
‘gear, two double row tapered roller bearings with bearing
housings and bearing retainers (see Figure 4-2),
‘The intermediate shaft essembly is driven by the first re-
‘duction pinion and transmits the hoist power to the main
hoist gear which is mounted directly to the hoist drum,
‘The intermediate shaft assambly is fores and spray lubri-
cated by the upper lubrication system
INSPECTION AND REPAIR
Inspection of the intermediate pinion shaft assembly isper-
formed during periodic Inspection and overhaul of the hoist
gear case. Repair of the intermediate shaft assembly is
limited to tho replacement of all parte found to ba damaged
‘oF excessively worn, Refer to Figure 4E-2 for shaft assom-
biy dimensions.
All bearing cones must be preheated prior to
installation on the shafts, Extreme care must
be taken to assure bearings are never hosted
‘over 300°F (148.0°C),
INTERMEDIATE PINION SHAFT ASSEMBLY
(10043283-2)
REMOVAL. Removal of the intermediate pinian shatt as-
‘sembly is described in Subsection 4C, hoist gear case dis-
assembly procedures,
DISASSEMBLY. Refer to Figure 4£-2 and disassemble the
Intormadiate pinion shatt assembly as follows:
1. Pull bearing retainer (22) and bearing housing (20) aff
the intermediate pinion shaft assembly.
2, Remove O-ring (21), gasket (19) and dowral pin (1 1) trom
housing (20).
2. Remove retsinar (18) from the end of pinion shaft (16).
4. Remove the cup und cones af bearing (17) from the
pinion shatt.
NOTE
The cups and cones of bearing (17} are matched and
‘must be Kept together if they are to be reinstalled
5, Remove bearing ratziner (01) from the pinion shaft
Remove O-ring (09) and eap plug (02} from retain.
6. Remove retainer (07) and pull baaring housing (10) from
the pinion shaft. The cup and one cone of bearing (08). and
Gasket (12) will be removed with housing (10)
7, Remove gasket (12), cup of bearing (08) and dowel pin
(11) from bearing housing (10),
NOTE
‘The cups and cones of bearing (08) are matched anct
must be kept together if the bearing is to be
reinstalled.
8. Pull the remaining cone of bearing (08) and spacer (13)
from pinion shak (15)
9. Press first reduction gear (14) off the intermediate shatt
(15). The first reduction gear (14) is keyed to the shaft as-
sembly. The first reduction gear weighs epproximataly
1400 tbs,
INSPECTION. Inspect all parts of the intermediate shaft 2e-
semnbly for cracks, breaks, or excessive wear and check
shatt dimensions per measurements shown inFigure 4E-2
Replace all parts found to be damaged or excessively worn,
ASSEMBLY. Refer to Figure 4£-2 and assemble the inter-
mediate pinion shaft as follows;
1. Install key (1 8)in the keyway of shaft (15) and press first
reduction gear (14) on tha pinion shatt.
2. Install spacer (1:3) against the first reduction gear
Components of bearings (08 and 17) are
matched and must not be interchanged with
‘each other or other identical bearings.
3. Preheat and install one.cone of bearing (08)tight against
spacer (13)
SUBSECTION 4E
NOTE
‘Some double row matched bearings are etched with
letters on the sides of the cones and cups, I does not
matter which side goes on the shaft first. The impor-
tant thing is that t @ fettorad parts match when besr-
ing is installed as shown in Figure 4£-1. “A side of
‘cone matches “A side of cup, “GC” side of cone
matches “side of cup.
Figura 4€-1. Double Row Baaring Installation
4, Install the cup of bearing (08) into housing (10). The
‘boating cup must be tight against the housing flange and
the recess in the cup must match the dowel pin ote in
housing (10). install gasket (12) on housing and hold in
place with tape. Install dowel pin (11) into housing 10) and
‘bearing (08),
INTERMEDIATE PINION SHAFTS
5. Install housing (10) and cup of bearing (08) over the
stalled bearing cone,
6: Install spacer of bearing (08) and place the remaining
preheated cone of bearing (08) over the pinion shaft against
the spacer,
8. Install O-ring (08) and cap plug (02) on
Siide retainer (01) in housing (10) and hold in place tem-
orarily using fwo capscraws with nuts
9. Preheat and install one cone of beasing {17}on the short
‘end of pinion shaft (16), Install the bearing specer against
the installed cone,
10. Install the cup of bearing (17) over the installed cone
Install the remaining preheated cone over pinion shaft (15)
Into the bearing cup. Insure the cones and cups of bearing
(17) maten.
11, Install retainer (18) and secure with scrow (08),
12, Placa gasket (19) over housing (20) and slide housing
‘over cup of bearing (17), The hale in housing (10) must be
aligned with the recess in the bearing cup. Install dowel pin
in housing (20)
13. Install O-ring (21) and cap plug (02) on retainer (22,
‘Slide retainer (22) in housing (20) and hold in place tempo-
rarity using two capscrewrs with nuts
NOTE
Seraw {03}, and lock washers (04) willbe installadion
the intermediate pinion shaft assemblies when the
shaft assembling are installed in the heist gear cas
INSTALLATION. The installation of the intermediate pinion
shaft assembly is described in Subsection 4G, hoist gaar
case assembly procedures,
INTERMEDIATE PINION SHAFTS
ano
g
o
10" sis — 950" +1. s050°
7710
MACHINE
13° REF,
‘cone T
SETTER) DIMENSION | mRCMES
ren
[oe
0
ASE AGRE
‘05
BEARING RETAINER
© [oo
I ‘SHAFT
* |e
I ‘SHAFT
a1
‘GEAR GORE:
a)
SPACER BORE
o
ousiNG tone
RETAINER
22. RETAIER
SUBSECTION 4
Figute 46:2, Intermediate Pinion Shaft
‘Assembly (10019253-2)
a3
SUBSECTION 4F
HOIST DRUM SHAFT ASSEMBLY
GENERAL
The hoist drum shaft assembly consists of a spur cut hoist
(gear, a prass fitted hoist drum, 8 tapared roller bearing sup-
ported hoist shaft, a drum mounted ell shroud, and rope
clamp bodies along with ether components as shown In
Figure 4F-3,
The hoist crum gear is bolted directly to, ond located by, a
hoavy flanga on the hoist drum. The hoist drum gear is
driven by two second reduction pinions which are located
on opposite sides of the hoist gear. This gear train elfec-
tively cancels pinion forces and allows the drum shaft 10
‘Support only the load imposed by the hoist cables.
‘Tha hoist drum assembly (s mounted with the heise drum
{goar in the hoist gear case, The drum shat is supported by
doubie row tapered roller bearings at exch end. The bear-
ing blocks are integral pets of the hoist goar case and the
sido stand assembly.
Two oll shrouds and a twin fiction seal assembly mounted
‘round the gear case side of the holst drum prevent oil leak-
2g¢ from the hoist gear esse,
The hoist gear and the roller bearing mounted in the gear
‘case are lubricated by the upper ol lubrication system. The
Hoist drum seal and the side stznd bearing are lubricated
‘with grease by tha contral lubrication system,
INSPECTION AND REPAIR
A periodic inapection of ol paris f the hoist drum shaft as-
‘Sombly is recommended. During periodic end overhaul in-
spections check components for cracks, breaks and/or ex-
cessive wear, The hoist gear can be viewed through
accesses in the hoist gear case. Ropair of she hoist drum
shaft assembly includes the replacement of excessively
‘worn of damaged parts, reversal of the hoist gear, and
‘welding repair of the hoist drum and/ar grooves.
NOTE
Mt wolding repairs aresmallinnaiure, thodeumcanbe
repaired in place, otherwise remove the drum for
bottor accessibility.
HOIST DRUM SHAFT ASSEMBLY (100/3276-4)
REMOVAL Removal of the hol stdrum shaft assembiyis de-
scribed in Subsection 4C, holst goar case disassembly
procedures.
DISASSEMBLY, Refer to Figure 4F-3 and disassemble the
holst drum shaft assambly as follows:
NOTE
To aid in the selection of the proper handing equip
ment for the hoist drum shat components, the
‘approximate weight are as follows: the hoist shaft,
3600 Ihs.:the hoist drum, 28,000 tbs. the hoist goar,
complete heist drum shaft
assembly, 44,500 ibs.
DISASSEMBLY. Figure 4F-3 is provided as a foldout to
allow eo3y reference whila disassembling the hoist drum
shaft. Disassemble the hoist drum shaft as follows:
1. Remove retainer (44) and shims (41, 42and43) fromthe
Fight end af the drum shaft
NOTE
‘Shims (41, 42.and 43) shou'd beretained as thoy may
‘be reinstalled at assembly
2. Remove retainer (37) and pull housing (40) from dren
‘shaft (34). The cup and outer cone of bearing (38) vill be re-
moved with housing (40)
3. Ramove tha cup and outer cone of bearing (26) from
housing (40), Pull the spacar and inner cone of bearing (38)
‘from drum shaft (34).
NOTE
The cups, cones and spacer of bearing (38)
matched and must be kept together if they are to be
rolngtatted,
4, Pull spacer (35) from drum abate (34)
5, Remove retainer (03) from the laft end of thecrum shaft.
5, Remove dowel pin (08) and pull bearing housing (06),
‘The cup and outer cone of bearing (O4)willba removed with
rousing (08).
7. Remove the cup and outer cone of bearing (Od) from
‘housing (08), Pull the inner cone and spacer of bearing (04)
from drum shaft (34).
NOTE
The parts of bearing (04) ore matched parts.and must
tbe kopt togather if they are to be reinstalled.
ary
SUBSECTION 4F
8. Remove spacer (10} fram drum shatt (34.
9. Prose shaft (34) from. drum shaft (11). Shaft must be
pressed fram the gear end of the crum assembly, Shatt (34)
wwaighs approximately 3600 Ibs.
10, Remove hoist gear (05)tromhoist drum (11}as follows:
A. Support the hoist gear with suitable fitting equipment,
B. Remove cotter pins (07), nuts (06), and coupling bolts
(11) from the hoist gear and drum flange.
NOTE
When hoist gear coupling bolts {1 2) re removed,
recommended that the old botts be replaced with new
coupling bolts prior to assembly af the hoist drum
shaft assembly,
€. Litt hoist gear (05) from the hoist drum,
11, Ht required, ramove hub (33) from the hoist drum,
INSPECTION, Inspect all parts of the holst drum shatt as-
sembly per the dimensional measuremants shown in Fig:
ure 4F-3, Chock eompanonts visually for eracks, breaks or
excessive wear,
REPAIR. Repair of the hoist drum shaft components is
limited to the replacement af damaged or excessively warn
parts with rwo exceptions. A worn hoist gear can be re-
versed on the hoist drum toget wear outof both sides ofthe
19" RAD.
5.00" GROOVE PITCH _
SECTION A-A
HOIST DRUM SHAFT ASSEMBLY
teeth. Thehoistdrum can berepatredby using thetollow-up.
welding provedure.
To weld on the heist drum grooves. proceed as follows:
If any flame hardened material remains in the
repair areas and it is welded ovar, cracks witl
form after the repair. To avoid this, preheat the
repairarea, soaking itto 800°F, then slow coal
the area using asbestos blankets or othar suit.
able material
1. Attach the weiding ground cable to the drum to avoid
passing welding current through the drum shaft beerings.
2. Clean the area to be repoired of all flaked ond mashed
‘material by grinding.
NOTE
‘Maintain the original rope groove contour as muchas
Possible t0:minimiza the final grinding. ithe build-up
required is less than 1/8 inch, grind the groove con-
10Ur to allow for the thickness of one hard surfacing
weld pass. Refer to Figure 4F-1 for groove dimen:
sions.
3. Preheat the repair ar
(204.2°¢)
to approximately 400°F
J
65.260" DIA, DRUM (REF)
— 58" PITcH OIA.
_ 53,750" DIA. BOTTOM OF GROOVE
Figure 4F-1. Hoist Drum Groove Template
HOIST DRUM SHAFT ASSEMBLY
Welding should be continuous until completed
‘once tha job is started. Do nat allow area to
coo! during the walding procedure, Care must
be taken to avoid all undercutting. Assure
smooth blending of wold mata! and paront
‘metal at the beginning and ani
4. Bulld up the drum groove contour as follows:
NoTE
tt fs recommended that « template of the drum
‘arooves be made prio to the rework to aid in the ri
Dulld and final grinding (see Figure 4F-1) for dimen:
sions.
A. IT Dulld-up requires less than 1/8 inch build-up, pro
coed to stop C.
1B. It build-up required is over 3/16 inch (4.8 mm)in depth,
use P&H 11W electrodes (AWS E-10018) and build up
within 3/16 inch of groove surface before proceedingto
stop ©
©. Weld up as close to: the original groove contour as
possible, using hard surface electrodes (Airco #388)
that can be deposited in mult-layers and give RC 47.52
a8 deposited
NOTE
Never build up more than three passes in depth win
hard surtocing electrodes
1D. Grind weld deposit smooth and to the proper rope
gloove contour after it has cooled.
ASSEMBLY. Refer to Figure 4F-3 and assemble the
holst drum shatt as follows:
Double row tapered roller bearings on this ma-
ching are matched bearings. Parts of s match-
ed bearing should not be interchanged with
parts of identical bearings. The bearing cones
and bearing cups of amatched bearing must be
instalied on # shaft in the same order that the
‘now bearing comes packaged.
1, Press hub (33) into drum (11), Weld hub (33) into drum
(11), {see hoist drum repair procedures for weld proce-
dures},
2. Prost shat (34) into the hoist drum. Shaft (34) must be
inserted trom the right end of thedrum, The rightsideotthe
drum ts opposite the gear end.
3, Install hoist gear (05) on the heist drum, Secure with
new coupling bolts (12), nuts (06) end cotter pins (07). Gear
{05} weighs approximately 3300 lbs
SUBSECTION 4F
NOTE
Bolts (12) which secure hoist gear (05) te hoist drum
(11) are body fitted coupling bolts. and must be packed
in dry ice prior to assembly,
4, Install spacer (36) on the right end of shaft (34). The flat
‘aldo of spacer (35) must be placed against the shaft collar
‘The components of bearing (36 and 04) are
matched and must not be interchanged with
each other or other identical bearings. The
bearing cones must ba prehested prior to
installation on the shafts. Extreme care must
be token to assure bearings are never heated
over 300°F (148.0°C),
5. Preheat and install one coneot be
spaces (35),
ing (38)tight against
NOTE
Some double row maiched beurings are etched with
letters on the sides ofthe cones and cups. itdoes not
matter which sida goes on the shatt first. Tho
Important thing is that the fettered parts match when
bearing 's installed es shown in Figure 4F-2. "A" side
‘of cone matches “A” side of cup, "C™ side of cone
matches." side of cup
CONE
Figure 4F-2. Double Row Bearing Installation
6. Install the cup of bearing (36) into housing (40). The
bearing cup must be tight against the housing flange and
the recess in the cup must match the dowel pin hole in
housing (40),
7. Install housing (40) and cup of bearing (36) over the in-
stalled bearing cone.
4F-3
SUBSECTION 4F
8. Install spacer of bearing (36) end place the remaining
‘preheated cone of bearing (36) over shaft (34) against the
bearing spacer
5S. Install retainer plete(37handsecure with capscrews(38)
‘and lockwire (39).
10. Place retainer (44) into housing (40), tightan suf
iy o insure thatthe cup of bearing (36) istight against
the flange of housing (40). Measure tho gap betwean ro-
tainer (44) and housing (40}. install shims (41, 42 and 43)
equal to the measured gap.
11. Install relief fitting (47) into retainer (44).
12. Inetall two halves of oll shroud (13}.0n the laft side of
hoist drum (11), Seeure oil shroud with screws (17)
13. Install spacer (10) on drum shaft (34). Preheat and in-
stall one cone of bearing (04) on shatt (34) agai
(19,
APRA
HOIST DRUM SHAFT ASSEMBLY
14. instal cup of bearing (04) into housing (08). The recess
Inthe bearing cup must match the dowel pin hole in hous-
ing (08), Take note that the etched letters onthe bearingcup
land the instalied.cone will match wheninstalling the hous»
ing and cup. See Nate in step 5 of this procedure.
15. install housing (08) and bearing cup on shatt (34) over
‘the installed bearing cone.
16. Install spacer and preheated cone of bearing (04) into
‘the bearing cup against the installed bearing cone. Take
‘note that the etched Ietters on the bearing cones match the
‘eters on the bearing cup.
17, tnsiall retainer plate (03) and secure with eepseraws
(01) and lockwire (02).
INSTALLATION. Installation of the hoist drum shaft is
‘described in Subsection 4C under the topic, Assembiyot the
‘gear case.
HOIST ORUM SHAFT ASSEMBLY
13, surovo
14 screw
18 TEWIRE:
DIMENSION
00.
SHAFT
1,
ORE
1,
BORE
0.0. SHAFT
TO. OmUM
BORE
00
SHAFT
oD.
Housing
16.
HOUSING BORE
oo
‘SPACER
1.
‘HOUSING BORE
00.
RETAINER
39, RETAINER PLATE
3a. screw
30 Te wie
4 HOUSING:
4 sine
2 swt
©. sam
44 RETAINER
45, LOcKWASHER
4. screw
©. FING,
SUBSECTION 4F
SUBSECTION 4G
HOIST BRAKES
GENERAL
The holst brakes are apring-set, ait-toloated holding
brakes. When the operator presses the hoist/crowd brake
relaase button on the control cansale, a solencid valve is
operated, applying sir pressure to the hoist brake roto-
chambers, The rotochambers push the spring rod
Bssemblies against brake spring pressure and force the
brake jaws apart, roloasing the brakes.
‘Two hoist brake assemblies are used on this machine to
‘hold the dipper from lowering wher the machine is idle. A
brake assembly é mounted on each of the first reduction
‘shafts of the hoist transmission. Both input shatts of the
hoist transmission are heli whan the operator sets the
brake or there is a joss of air pressure from the machine's,
‘ir system.
CENTERING
ADJUSTMENT BOLT
This subsection covers the removal disassembly assembly
and installation proceduras of the hoist brake assemblies.
Algo included are recommended inspection and repeir peo-
eedurss,
PERIODIC INSPECTIONS:
The hoistbrake assemblies shouldbe inspected periodically
for brake show lining woar, condition of the drum, end
‘proper brake linkage adjustment. The frequency of inspec-
tion depends an eperating conditions but should not ex-
ceed intervals of 1000 hours,
NOTE
Life of the brake shoe linings ean be greatly extended
bby maintaining proper broke linkago adjustment (see
Brake Adjustments)
BRAKE JAW
tte nop SPRING BRACKET
SPRING ROD
Locknurs
BRAKE
Figure 4G-1. Hoist Brake (100J1242-6)
SUBSECTION 4G
Every 6000 hours a thorough inspection of the hoist brake
assembly components is recommended as follows:
1 Visually check brake components for wear, greese or oil
contamination, glazing, cracks, warping, and distortion,
any part af the brake shoe: linings are worn 0 5/1 inch or
dre contaminated with grease of oilhe brake linings should
be replaced. See Inspection and Repair procedures in this
subsection
2. Check rotochambers for ait laaks. Refer to. Subsection
ge
HOIST BRAKE ASSEMBLY (1001242.
REMOVAL AND DISASSEMBLY
Major components sueh as the ratochambar and the brake
shoes can be removed without detaching the compiote
brake assembly from the mounting bracket (sae separat
procedures in this subsection)
BRAKE REMOVAL. Refer to Figure 4G=1 and remove the
‘brake from the mounting bracket as follows:
1. Apply air pressure to the rotochamber, M the excavetor’s
‘ir Supply 1s not available, use portable sir supply capable
of at least 110 pei sir pressure.
2. Hold the brake in the released position by turning the
Stop nut tight against the brake jaw spring bracket
3. Shut aff the air supply and release the air pressure from
the rotochamt
Note
Any air rapped in the hoist brakes can be removed by
loosening the airline connection at the roteehamber
land gently tapping the fitting to allow pressure to
escape,
4, Disconnect the air line trom the rorachamber.
5. Remove the four mounting belts and lockwashers and
Ii the brake assembly clear of the brake drum.
BRAKE SHOE REMOVAL Rofer to Figure 4G-S.and remove
tha brake hoe assemblies as follows:
1. Lock the brake in the released condition, See steps 1 and
2 of the brake assembly removal procedure
Friction plugs (43, 44, 50 and 52) are com:
presseaagainst the inside of the brake jaws (18
22) by springs (44 and 81). Thebrake sh
‘should be removed carefully to prevent the
friction plugs from popping out with force.
2. Remove eye pins (06 and 54) and retaining pins (05 and
53). Carefully remove brake show assemblies (38 and 46)
from brake jaws (18 and 22),
1-2
HOIST BRAKES:
2. Check the wear of friction plugs (43, 48, 60 and $2) and
replace if necessary, Refer to Figure 4G-2 for plug dimen-
sions.
1 01a,
750" DIA, ‘aeer
74s"
ava" Dia,
FRICTION
END
‘SPRING
END
13/18" 2132"
a11va2"
Figure 46-2. Frietion Plug Dimensions (1841083)
ROTOCHAMBER REMOVAL. Rafer to Figure 4G-3 and re:
move the rotochamber 5 follows:
1. Lock the brake jn the released condition and vent the
fotochamber, See steps (1, 2. 3nd 4) of tha Brake removal
procedure,
2, Remove nuts (16 and 17}, Remove mounting nuts for
Fotochamber (25) and pull the rotochamber away from
brake jaw (22) until nut (23) can be removed fram rod(24),
3, Remove the rotachamber from brake jaw (22) and
remove tie rod (24), Refer to Subsection BE for ro1o-
chamber service.
MOIST BRAKE DISASSEMBLY. If complate disassembly of
‘the Moist brake \s required perform the following
1. Brake removal procedures ctops 1 through 6.
2 Broke show removal steps 2 and 3.
2 Rotochamber removal steps 2 and 3
Spring pressure must be released from the
brake jaws prior to disconnecting the jaws
from the brake base.
4, Release the brake spring pressure by removing nuts (18
and 19) and slowly removing nut (20) Irom spring rod (21),
5. Disassemble the remainder of the brake assembly os
illustrated in Figure 4G-3
INSPECTION AND REPAIR
Repair of the broke assembly includes the replacement of
‘damaged or warn parts, overhaul of the rotochamber and
‘the replacement of brake linings. Inspect and repair the
brake assembly as follows.
1. Check tha rotochambers for air leaks. I necessary, ever-
haul the rotochamber as deseribed in Subssetion BE
HOIST BRAKES
SUBSECTION 46
on. Pin 28. 7
02. EVE PIN, 26 38
03. WASHER NUT 27. 39,
16. NUT 28. 40. LINING
17. NUT 29. 41. RIVET
18. JAW 30. 42. PLUG
19. JAM NUT at. 43, PLUG
20. NUT 32. 44. SPRING
21, ROD SPRING 33. 45. PLUG
22. JAW 36. 46. BRAKE SHOE
23. NUT 38. 7. LINING 58. WASHER
24. ROD 36. BUSHING 8. RIVET. SCREW
81. LOCKNUT
Figure 4G-3. Hoist Brake (100J1242-6)
2 Check all springs for cracks. warping and distortion
Check the roe langth of the brake spring, This dimension
should be 18 inches.
2. Check the frietion plugs tor excessive wear, Friction plug
dimonsions are shown In Figure 4G.?. Replace if neces.
sary,
4. Measure the thickness of the brake linings. The linings:
sshould be replaced when worn te a thickness ef 5/16 ineh
9F 1053, Rofer to Figure 46:4 and roplace the brake tinings
as follows:
‘A. Remove the rivet hole phigs and remove existing rivets:
from the brake shoes and linings.
BL Remove the old linings from the brake shoes and place
ew linings in position on tha face of the shoes. Align
tha holos in the naw linings with tha rivet holes in the
brake thoos.
46.3
‘SUBSECTION 4G
©. Install new rivets to secure the new linings to the br
shows, Place new rivet hole plugs in the linings.
5. Check all bushings for excessive waar. Replace as noc-
essary,
Rivet
Figure 4G-4, Brake Lining Installation
ASSEMBLY AND INSTALLATION
ASSEMBLY. Refer to Figure 46-3 and assemble the hoist
broke a follows:
NOTE
Assembly procedures were written on thebasisthata
complete disassembly and inspection of the hoist
brake has been done,
1. Install bushings (95, 96, 27 and 38) and centering bolts
‘with nute (92 and 33) on brake base (34).
2. Install brake jaws (18 and 22) in brake base (34) ond se-
Cure with retaining pins (07 and 57) and eye pins (02 and
58)
Assemble brake shoes (39 and 46) with friction plugs:
and springs as shown in Figure 46-3 Install brake shoes.
(38 and 48) on brake jaws (¥8 and 22) and secure with
taining pins and eye pins
4. Install pins (09 and 11) in brake jaw(18)and secure with
snap rings.
5. Assemble the brake spring rod and spring assembly as
follows
A. Screw nuts (27 and 26) on spring rod (21),
B. Slide woshor (28), pressure block (29), and the brake
spring onto spting rod (21),
C. Coat spring rod(21} and the inside diameter of spring rod
uicle bushing (31) with grease and slide bushing (31)
onto the spring rod
ag.4
HOIST BRAKES:
Do not compress brake spring (30) whan in-
stalling nuts (19 and 20).
, Position the end of the spring rod through the bore of
fbrake jaw (22) and screw stop nut (20) anto the spring
rod, Install nut (19) on saring rod (21).
8. Position the end of spring rod (21) through pin (O9} and
install nut (15} on the spring rod
7. Serow locknut (61) and tie rod (24) on the shaft of rto-
chamber (25), until the shaft bottoms out in the tie rod
Tighten rotochamber locknut (61) against the tie rod.
{8 Position the rotochambar on brake jaw (22) with te rod
(24) through the bore and install nut{23)an the tierod. Post-
tion the end of tie rod (24) through bake jaw pin (08),
8, Install the rotochamber mounting nuts and lackwash-
€r8 07 the rotochamber mounting lugs and tighten te the
proper torque
10, Install nuts (16 and 17) on the and of tie rad (24),
INSTALLATION, Refer to Figure 4G-5 and install the x=
sembled hoist brake as follows:
1, Loosen nuts (01,07 and 08) and liftthe brake assembly
‘over the brakedrum on the lirst reduction shaft. Position the
brake base on the hoist brake mounting bracket
NOTE
Position the hoist brake assembly so that the roto-
chainber air connection is. pointing away from the
hoist gear case.
2. Install the mounting bolts, lockwashers and nuts.
Tighten the nuts to specified torques.
Insure that no air pressure is in brake tine.
3. Connect the quick exhaust valve and air piping to the
rotachamber.
4, Perform steps 1 through 7 of the brake adjustment pro-
cedure.
BRAKE SHOE INSTALLATION. If the brake shoes ware ro-
‘moved for lining replacement without ramoval or completa
disassembly of the brake, they may be installed by perform~
ing the following:
1. Step 3 of the assembly procedure,
2, Steps 1 through 7 of the adjustment procedure,
ROTOCHAMBER INSTALLATION If the rotochamber was
romoved without removing the brake assambly, it may ba
installed by performing the following:
1. Steps 7 through 10 of the assembly procedure.
2. Step 3 of the installation procedure,
3, Steps 1 through 7 af the adjustment procedure.
HOIST BRAKES.
ADJUSTMENT
Adjust the Hoist brake to compensate for normal lining
woar, ining replacement. or after assembly asoliows (S00
Figure 46-5)
1, Insure that there isno air applied to the rotachamber.
2. Adjust the spring longih to 16-378 inch (41,6 em) using
‘huts (OT nd 04), Tighten locktuts (02 and 05)
‘&. Tighten stop nut (03) against tocknut (02),
4, Adjust nuts (06 and 07) toobtain a 13/16 inch (20.6 mm)
clearance between therotechambet rameandthe collar on
the tie cod. Tightan ruts (08. 07 and 8),
5. Apply air pressure to the rotochamber, releasing the
hoist brake
&_ coumoisrance
“= — (BRAKE RELEASED)
‘SUBSECTION 4G,
6. Adjust the two canvering sdjustmant bolts (09) to tha
base of the brake so there is equal elearance between tha
brake drum and each brake shoe (12) Tighten the adjust=
‘ment bolt focknuts (10).
ing adjustment bolts (08) and the stop blocks (11)
should be 0.125 inches maximum,
17, Reset the hoist brake and chock the spring length and
clearance dimensions. Readjvat if these dimensions have
changed,
01. TENSION ROD NUT (INNER)
02, TENSION ROG NUT (OUTER}
03, STOP NUT
(04. SPRING ADJUSTING NUT
05, LOCKNUT
09, TIE ROD NUT (INNER)
07. TIE ROD NUT {OUTER}
0a. LOcKNUT
08. CENTER ADJUSTING HOLT
10, LocKNUT
14. STOP BLOCKS
12, BRAKE SPRING
13. BRAKE SHOE
14, TIE ROD
15, ROTOCHAMBER
16, BRAKE DRUM
Py (°
ok ; 1
(GRAKES SET)
Figure 4G-5, Brake Adjustment (100)1242-6)
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (6020)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1131)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (909)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (937)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (628)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (546)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (358)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (831)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (479)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (275)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (434)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2281)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (99)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (125)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (273)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (233)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (235)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (75)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Esquema Hidráulico AtualizadoDocument3 pagesEsquema Hidráulico AtualizadoMiguel Rodriguez100% (1)
- 3 Zone Lincoln PDFDocument1 page3 Zone Lincoln PDFMiguel RodriguezNo ratings yet
- 13 - Drive Controller - Operation ManualDocument14 pages13 - Drive Controller - Operation ManualMiguel RodriguezNo ratings yet
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel Rodriguez100% (1)
- 014 CAT-6060 AC 60Hz E-Drive CAMP + SIL + BCS4 FS Legend H-Schematic Canada No New AvailableDocument13 pages014 CAT-6060 AC 60Hz E-Drive CAMP + SIL + BCS4 FS Legend H-Schematic Canada No New AvailableMiguel RodriguezNo ratings yet
- Diagrama de Bloque de 3 Zonas PDFDocument1 pageDiagrama de Bloque de 3 Zonas PDFMiguel RodriguezNo ratings yet
- Diagrama de Bloque de 4 Zonas PDFDocument1 pageDiagrama de Bloque de 4 Zonas PDFMiguel RodriguezNo ratings yet
- Nondestructive Test Procedure: Acceptance Criteria For Nondestructive Testing of P&H ProductDocument3 pagesNondestructive Test Procedure: Acceptance Criteria For Nondestructive Testing of P&H ProductMiguel RodriguezNo ratings yet
- Nondestructive Test Procedure: Acceptance Criteria For Nondestructive Testing of P&H ProductDocument3 pagesNondestructive Test Procedure: Acceptance Criteria For Nondestructive Testing of P&H ProductMiguel RodriguezNo ratings yet
- Manufacturing Operating Procedure: Appendix "B" Deviation Requests (MRB)Document3 pagesManufacturing Operating Procedure: Appendix "B" Deviation Requests (MRB)Miguel RodriguezNo ratings yet
- Bypass Kit Hoist FilterDocument2 pagesBypass Kit Hoist FilterMiguel RodriguezNo ratings yet
- Table of Contents:: User InstructionsDocument2 pagesTable of Contents:: User InstructionsMiguel RodriguezNo ratings yet
- Section 7 Propel SystemDocument50 pagesSection 7 Propel SystemMiguel RodriguezNo ratings yet
- Bronze Bushing Shrinkage On Diameter PDFDocument1 pageBronze Bushing Shrinkage On Diameter PDFMiguel RodriguezNo ratings yet
- 004 - Cat-6040AC - CAMP-SIL-BCS4 - E-Motor and Powertrain PDFDocument12 pages004 - Cat-6040AC - CAMP-SIL-BCS4 - E-Motor and Powertrain PDFMiguel RodriguezNo ratings yet
- Manufacturing Operating Procedure: Recommended Filler Material and Preheat/Interpass TemperaturesDocument5 pagesManufacturing Operating Procedure: Recommended Filler Material and Preheat/Interpass TemperaturesMiguel Rodriguez100% (1)
- Extension - Cable Grease SystemDocument3 pagesExtension - Cable Grease SystemMiguel RodriguezNo ratings yet
- Section 10 LubricationDocument16 pagesSection 10 LubricationMiguel RodriguezNo ratings yet
- Section 3 Swing SystemDocument35 pagesSection 3 Swing SystemMiguel RodriguezNo ratings yet
- Service Technician Workbench: What's New in 2004BDocument53 pagesService Technician Workbench: What's New in 2004BMiguel RodriguezNo ratings yet
- Tarjetas 2800XPBDocument3 pagesTarjetas 2800XPBMiguel RodriguezNo ratings yet
- Section 9 Maintenance WeldingDocument4 pagesSection 9 Maintenance WeldingMiguel RodriguezNo ratings yet
- NPR & Kits PDFDocument11 pagesNPR & Kits PDFMiguel RodriguezNo ratings yet
- Sis Web User Guide v3-5-1Document60 pagesSis Web User Guide v3-5-1Miguel RodriguezNo ratings yet