
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Uploaded by
Natalia StefaniaCopyright:
Available Formats
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Uploaded by
Natalia StefaniaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Biorefining of Biomass To Liquid Fuels and Organic Chemicals
Uploaded by
Natalia StefaniaCopyright:
Available Formats
Biorefining of biomass to liquid
fuels and organic chemicals
P. F. LEVY, J. E. SANDERSON, R. G. KISPERT and D. L. WISE
Dynatech R I D company, 99 Erie Street, Cambridge,
Massachusetts 02139, USA
Summary. The production o f liquid and gaseous fuels and organic acids such as octanoic, it is possible to produce a
industrial chemicals from selected biomass by a process C 14 straight-chain hydrocarbon. Since C 10-C2ohydro-
known as b~orefining is reviewed. Four broad categories o f carbons are, in fact, diesel fuels, the process may be used
biomass appear to be suitable feedstocks: woody biomass to produce diesel fuel directly from biomass.
and forest residues, agricultural residues, directly fermentable Industrial chemicals also may be produced by the direct
crop-grown biomass, and municipal solid waste and sewage recovery of acetic acid from the fermenter broth, and
sludge. Through the development o f suppressed methane subsequent conversion to ethyl acetate. Alcohol fuels may
fermentation techniques, it is possible to produce valuable be produced electrolytically at high concentrations, thereby
organic chemicals such as acetic acid and ethyl acetate, and reducing much of the cost and energy requirements for
liquid fuel (rather than fuel gas) by exercising various distillation. Further, the fermentation employed uses all
processing alternatives. Thus the entire field o f methane the carbon in the organic feedstock, unlike more traditional
fermentation has been broadened. In the petroleum refining yeast fermentations.
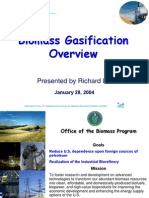
industry, it is usually desirable to produce from crude oil As shown in Figure 1, the basic biorefining process is a
an optimal mixture o f industrial organic chemicals and combination of fermentation and electrolysis. It has been
fuels, a concept known as coproduction. The biorefining shown, however, that the processing concept is extremely
process reviewed appears to be adaptable to this same versatile, having the potential for using a broad range of
concept o f coproduction using biomass as a feedstock. general biomass resources and producing a wide variety of
fuels and chemicals. Thus, the overall process of suppressed
methane fermentation and aqueous electrolysis is referred
Introduction to as 'biorefining.'
The basic processing concept combines a microbial
suppressed methane fermentation of fermentable organic
Process overview
matter to produce a variety of organic acids, followed by
electrolysis of those acids to produce liquid fuels or The biorefining process for the conversion of biomass to
industrial chemicals. Biomass feedstock is used in a generic liquid fuels and industrial chemicals is comprised of three
sense to include a wide array of organic material. Feedstock steps. The biomass feedstock stream (see Figure I for the
biomass includes woody biomass and forest residue, agri- array of feedstocks; feedstock pretreatment, if required,
culture residues, directly fermentable crop-grown biomass, is not a part of this review) containing dissolved and
and municipal solid waste and sewage sludge, all of which suspended fermentable substances can be fed directly to
either require some pretreatment or are directly ferment- an anaerobic digester. In the initial processing step, the
able. As a baseline process for discussion, corn slops, a organic material is converted by a non-sterile, mixed
large-volume industrial waste, may be considered. In the culture, anaerobic fermentation to acetic and higher
US, this waste is produced at a level of 30 000 ppm BOD molecular weight acids. The microorganisms are introduced
and up to 2 million gallons/day. In the process reviewed into the system through sewage sludge inoculum. Methane
in this paper, anaerobic fermentation is carried out under formation is suppressed by the use of a specific methane
conditions which suppress methane production to yield inhibitor.
higher molecular weight organic acids (organic acids up to The second processing step is the removal of the aliphatic
hexanoic or caproic). The higher organic acids may then be acids from the fermenter broth by liquid-liquid extraction.
extracted directly from the fermenter broth into kerosene, For alkane fuel production, the higher organic acids may
or another suitable solvent. The lower molecular weight be extracted directly from the fermenter broth into kero-
organic acids are recirculated to the fermenter. The recovered sene. The lower molecular weight acids are recirculated
organic acids are transferred to an aqueous base and then back to the fermenter. If acetic or propionic acids are the
undergo electrolysis to produce liquid fuels or chemicals; desired fermentation product, they can be removed by
for example, caproic acid yields decane, a C10 straight-chain extraction into kerosene containing 20% trioctylphosphine
liquid hydrocarbon suitable as a refinery feedstock. This oxide (TOPO). In any case, the acid product is then
baseline process, however, has much broader potential. reextracted in a second extractor into aqueous alkali. This
Products from the fermentation of biomass include not second extraction serves to concentrate the acids. If acetic
only liquid fuel for use as a feedstock but also diesel fuel acid is the desired end-product of the process, it can be
and industrial organic chemicals. By carrying out the separated from the kerosene-TOPO solvent by distillation
fermentation to produce even higher molecular weight and then purified to produce glacial acetic acid.
0141 --0229/81/030207--09 $02.00
© 1981 IPC BusinessPress Enzyme Microb. Technol., 1981, Vol. 3, July 207
Reviews
FEEDSTOCK
J 'i WOODYBIOMASS(AND FORESTRESIDUE)p
GASIFICATION TO CO/CO2 B H2 /
/
II AGRICULTURAL RESIDUE Diesel I
fuels
A Primary agricultural residues (Ct4alkane)
(Straws, corn stayer) Extraction Electrolysis
into Kerosene
B Secondaryagricultural residues
(i) cellulosic (pulp &
paper + ~ J Suppressed ~ / . / / / /
for liquid
]
fuel production
/~ Refinery
feedstock
methane " / / / / / / / / / / / / , ~////, "////////////, additives
wastes, beet sugar pulp,etc.)
[ fermentationJ Kolbe (octane,
(ii) sugar/starch (corn stillage, reaction decane)
whey,etc.)
(iii) carbohydrates(tomato I Alcohol
processing wastes,etc.) (' gasohol ')
(methyl &
Extraction into ethyl alcohol,
C Lignaceousresidues (residue pentanol
from biomass-to-olcohol solvents for
facilities) organic chemical
production
Hater- Moest
reaction Industrial
chemicals
]
II[ DIRECTLY FERMENTABLE CROP
GROWN BIOMASS
I
(ethyl
acetate,etc)
A Aquaticplants, algae Industrial
B Short term rotational crops chemicals
( acetic acid,
propionic
acid,higher
IV MUNICIPALSOLID WASTE AND
I
Figure
SEWAGE SLUDGE
1 Biorefiningof biomass: processing alternatives
mol wl
fatty acids)
Production of other products is accomplished through The microbiology and biochemistry of the methane/
aqueous electrolysis of the organic acids. In this processing carbon dioxide producing digestion process has been an
step, the aqueous alkali from the second extractor which important subject of research. The numerous findings are
contains the concentrated organic acids, is fed to an summarized below.
electrolysis cell. Conditions of the electrolysis can be
(a) The process of anaerobic digestion of most organic
adjusted to obtain a variety of products including alkanes,
substrates proceeds biochemically in two discrete stages.
alkenes, esters, and alcohols. The electrolysis product will
be dependent on the organic acid mixture fed to the These stages are mediated by two different major classes of
microorganisms. The first step in digestion is hydrolysis
electrolysis cell as well as on the operating conditions of
of the substrate, liquid or solid, and formation of organic
the cell. Separation of the final product from the aqueous
acids from the products of the hydrolysis step. This is
stream may then be necessary. The alkane product can be
known as the acid formation step, and is accomplished by
recovered simply after phase separation from the aqueous
the class of microorganisms known as acid formers. The
layer. Other products require distillation for separation
second step is the biological conversion of these acids,
from the aqueous phase.
including acetic, propionic, butyric etc., to methane, which
The suppressed methane fermentation, digester design,
is accomplished by the class of organisms known as
liquid-liquid extraction, and electrolytic oxidation of
methanogens.
organic acids are discussed below.
(b) The acid formers grow and convert the substrate to
acid quite rapidly when sufficient substrate is available, and
Suppressed methane fermentation will do so over a wide range of pH values, from about 4.5
to 7.5. The methane formers grow and convert these acids
Anaerobic fermentation refers to the ability of certain to methane and will do so only over a narrower range of
classes of microorganisms to grow on a number of different
pH value, from 6.0 to 8.0.
organic compounds in the absence of oxygen. In traditional
(c) Temperature must be maintained at the correct value
anaerobic digestion, the organic compounds are ultimately for optimum digester functioning.
converted to the gases carbon dioxide and methane. (d) Mass transfer must be provided by stirring for rapid
Historically, digestion has been used for the treatment of functioning of the system. This is partly to provide a means
various liquid wastes or suspensions, such as sewage, packing for transfer of the acid formed by the acid formers to the
house wastes, sulphite waste liquor, and various industrial methane formers, and also to provide heat transfer.
wastes. Its function has been primarily to accomplish Microbial nutrients must be added when organic sub-
changes in the character of noxious wastes and a reduction strates are deficient.
of their quantity, rendering them largely inoffensive;
generation of fuel gas or other products has been of A consequence of these findings is that standard digester
secondary importance. designs and operational procedures have evolved which are
208 Enzyme Microb. Technol., 1981, Vol. 3, July
Biomass refining to fuels and chemicals: P. F. Levy et aL
considered optimal for systems treating the most common 7.o
soluble or suspended wastes. In general, digesters for this
purpose are stirred, either by impellers or by bubbling gas
through them. Provision is also made for heat transfer, 6.0
for temperature control, and sometimes for pH control
and nutrient addition.
5.0
Inhibition o f methane formation
6.3g
Methanogenesis from acetate has been demonstrated 1'2
However, the production of methane is deleterious to
fermentations in which the desired products are higher 400
acids, for which the primary precursor is acetate. In fermen-
tations using model aquatic biomass substrates such as the u
fresh water angiosperm Hydrilla, methane formation was 300
observed with a concomitant decrease in acid levels in the g - ~
fermenter. 3 This brought about the need for a methanogenic
inhibitor which does not interfere with the normal meta-
E
~ 200
/ ' _8 • •
bolism of non-methanogenic microorganisms. o
Inhibitors of methane formation can be classified into I00 ~ oo
two groups. Chemicals that can act as electron acceptors,
i.e. sulphates and propanediot, comprise the first
group.4 The second consists of specific inhibitors of
particular methanogenic steps. 4-8 Work at Dynatech I J I J J
has shown 2-bromoethane sulphonic acid (BES) to be a 0 10 20 30 40 50 60
Fermentation time (days)
suitable suppressor of methane formation in Hydrilla
fermentations .3 Figure 2 Effect of addition of 2-bromoethane sulphonic acid
(coenzyme M analogue) on the conversion of Hydrilla (3%, w/v)
BES is a potent inhibitor of growth and uptake of the into acids. Sewage sludge was used as inoculum. •, Bromoethane
coenzyme-M, 2-mercapto-ethane sulphonic acid (HS-CoM). sulphonic acid (5 x 10-4M); o, control
Coenzyme-M is found predominately as C H 3 - S - C o M and
(S-CoM)2 forms in the cells. Presumably, the former is inhibit methanogenesis in fermentation of a wide variety
the final precursor to methane formation in the cell. In the of substrates.
presence of the inhibitor, the final step is blocked, and
methane biosynthesis is suppressed. As is indicated in Table Formation o f higher molecular weight acids
1, 1 ~M of BrCH2CH2SO3H is enough to exert 100%
inhibition of HS-CoM uptake. 8 A significant result from the ongoing work at Dynatech
is that higher aliphatic acids are produced in these fermen-
The effect of 5 x 10-4M BES on the anaerobic fermen-
tations at increased total acid concentrations. To speculate
tation of Hydrilla is shown in Figure 2. Conversion to the
on the reason for this action of the organisms, once
acid product is greater than in the control sample, and
sufficient acetic acid is produced to drop the pH of the
there is no significant methane formation even after
environment to levels which are inhibitory to their
fermenting for 60 days.
metabolism, further production of acetic acid is counter-
BES has also been employed as an effective suppressor
productive to the well-being of the flora. However,
of methane formation in fermentations with corn meal
conversion of acetic acid to higher aliphatic acids not
(see below). It is anticipated that BES can be used to
only provides energy for ATP formation but also increases
the pH. Higher aliphatic acids may be formed from acetic
Table 1 Effect of metabolic inhibitors a and uncoupling agents on
HS-CoM uptake"
acid by the following set of disproportionation reactions:
Inhibition
7CH3COOH ~ 4CH3CH2COOH + 2C02 + 2H 2 0
Inhibitor Final concn (%) 5CH3COOH ~ 2CH3CH2CH2COOH + 2C02 + 2H20
13CH3COOH -+ 4CH3CH2CH2CH2COOH + 6CO 2
Sodium azide 10 mM 95 + 6H20
Potassium cyanide 10 mM 0
4CH3COOH -+ CH3CH2CH2CH2CH2COOH + 2C02
2,4-Dinitrophenol 1 mM 69
Iodoacetate 100 #M 88 + 2H20
BrCH2CH=SO 3- 1 #M 100
It is also possible that glucose is converted to only two
Br(CH 4) 3SO3- 10/.tM 0
DCCDb 1 #M 0 moles of acetic acid and that the hydrogen produced is
CCCPb 10 #M 0 used to form the higher acids, perhaps in the following
Valinomycin 10 #M 20 manner:
a Inhibitor was added to cells 3 min prior to addition of 0.5#M 3CH3COOH + 2H2 ~ 2CH3CH2COOH + 2H20
H3SS-CoM. Uptake rate was determined from 0.5, 1.0 and 1.5 min 2CH3COOH + 2H 2 ~ CH3CH2CH2COOH + 2H20
time points. Rate is expressed relative to a control which contained
no inhibitor
5CH3COOH + 6H 2 ~ 2CH3CH2CH2CH2COOH + 6H20
b DCCD (N,N'-dicyclohexylcarbodiimide) and CCCP (carbonyl 3CH3COOH + 4H 2 -+ CH3CH2CH2CHzCOOH + 4H20
cyanide-m-chlorophenyl hydrazone) dissolved in methanol. A 10 #1
portion was added to 1 ml of cell suspension to give the final concen-
In any case, if anaerobic fermentation as described is
tration indicated. No inhibition was observed by addition of methanol carried out at high acid concentrations, a mixture of acetic
alone acid and higher organic acids is obtained. The distribution
Enzyme Microb. Technol., 1981, Vol. 3, July 209
Reviews
of the acid products appears to be dependent on the calculated by multiplying R (in meq 1-1) by 0.06 g meq -1
fermenter conditions. These conditions (and thus the product and then dividing by the substrate concentration, S, in
spectrum) can be controlled by varying operating parameters g1-1 on a total solids basis:
such as pH and temperature and by selective removal of
C = O.06R/S
particular acid products.
Fermentations were run in static reactors or in a 300 litre
F e r m e n t a t i o n rates and conversion efficiencies fixed packed-bed reactor with continuous acid extraction.
The inoculum was 2% sewage sludge or effluent from
Experiments at Dynatech have shown that the rate of
conversion of model biomass is very rapid. Preliminary another fermentation. Fermentations in static reactors
experiments have been performed using corn meal, employed calcium carbonate as a buffer to maintain a pH
composed primarily of starch, as a substrate. A first-order at which the microorganisms remained viable.
rate constant of 0.257 day -1 and initial rate of 115 meq The volatile solids content represents the maximum
1-1 day - l have been calculated. These data are presented achievable conversion for a given substrate. Typical
in a semilogarithmic plot in Figure 3. If the fermenter is volatile solids conversions achieved to date for the various
modelled as a CSTR, a mean residence time of 15 days will biomass fermented are: Chondrus crispus, 90%; Gracilaria,
be required to ferment 75% of the corn meal (starch) 80%, Hydrilla, 50%; corn meal, 90%.
substrate to acids. Residence times of 15 to 30 days are The limiting factors in the microbiological conversion of
used in the economic analyses (given later), depending on volatile solids are the inaccessibility of portions of the
substrate to the microorganisms and the presence of part
the acid product produced.
of the volatile material as lignin. (Lignin is not a substrate
Evaluation of fermentable substrates involves exami-
for the bacteria unless pretreatment of the liquor reduces
nation of rate as well as conversion efficiency (percent of
it to lower molecular weight fermentable fragments.)
substrate converted to product). Conversion efficiencies are
based on total available reducing equivalents. The total
available reducing equivalents, R, is obtained from the Digester design
equation: Engineering at Dynatech 9 has shown a significant advantage
R = A + 1.75P + 2.5B + 3.25 V + 4.0C of the anaerobic digestion of 'solid' biomass (municipal
solid waste, aquatic biomass, straws) in a reactor system
where A, P, B, V and C are the measured concentrations termed the fixed packed-bed fermenter. In the fixed
of acetic, propionic, butyric, valeric and caproic acids, packed-bed system, solid substrate can be continuously fed
respectively. The basis for this equation is the dispropor- into the reactor and residue removed allowing the unit to
tionation reactions showing production of higher acids function in a plug flow manner. A moving stream of liquid,
presented above. The percent conversion, C, is then circulating through the substrate, can perform the function
of mixing ordinarily accomplished by stirring in conven-
6OO tional digesters. With proper arrangement of piping inlets
and outlets, this same liquid stream may be used to control
the temperature, add nutrients, control pH, and the like.
500I It has also been determined that aqueous toxic components
may be removed from the liquid phase by suitable means,
such as filtering through carbon in an external circulation
400 - loop, without the necessity for treating the digesting
material directly. Microorganisms in the digester grow on
i
the solids remaining in the reactor when the liquid stream
is circulated through the external piping. This technique
g
300 allows the bacterial population in the digester to remain
3 high.
Figure 4a shows one possible arrangement for the fixed
packed-bed fermenter. In this case, it is used as a batch
reactor for organic acid production. The fermenter, A, is
~8 filled with a comminuted solid substrate. Aqueous nutrients
2O0 and microorganisms are added in a quantity sufficient to
saturate the substrate and to fill the digester head space and
circulation loop as shown. The pump, B, is used to circulate
the liquid through the loop and through the packed mass of
comminuted solid substrate which contains fermentation
microorganisms. As fermentation proceeds, required
buffers and additional nutrients may be added through the
inlet port, C; the acid is removed in subsystem D, which
may be an ion exchange column, liquid-liquid extractor,
or membrane device. Toxic compounds may also be removed
100 I I I I 1 [ I I I from the aqueous phase by passing it through a cleaner, E,
0 20 40 60 80 IOO
which may contain, for example, activated charcoal. When
Time (h) fermentation is economically completed, the undigested
Figure 3 First-order rate plot of the conversion of cornmeal to
material is partially dewatered by opening valve F and
organic acids. 3% cornmeal fermentation run no. 0 6 2 8 7 - B ;
C ~ = 4 5 0 meq/I; K = 0.011 h -1 = 0.257 day - l ; dc/dt = 115 meq/I pumping liquid out by means of pump G. The partially
day dewatered material is then removed, fresh comminuted
210 Enzyme Microb. Technol., 1 9 8 1 , V o l . 3, J u l y
Biomass refining to fuels and chemicals: P. F. Levy et aL
Buffers, nutrients filter' have been undertaken for treatment of carbohydrates
in food processing wastes is as well as other industrial
waste streams. 16' 17 If accumulation of organic sludge clogs
the packed-bed reactor, a fluidized, or expanded, bed
reactor may be desired. Jewell and coworkers TM reported
the successful use of the fluidized bed design in the treat-
ment of a 2% solids stream of organic residue, reducing the
retention time from that of a CSTR by 80%.
/ culationpump(B) An alternative to the packed or fluidized bed designs is
an anaerobic contact process known as the Bioenergy
Process, recently developed by Biomechanics Ltd, UK,
Acid removal(D)
under the direction of G. M. Rippon, (personal communi-
cation) for the treatment of wastes on a commercial scale.
The process involves a combined heating and mixing
system, a digester, and a 'Bioenergy Separator.' The
a FIu~:dflow ~ ( ~ Effluent pump(G) separation device is a cooler and gravity separator which
(F)
provides solids separation by subjecting the treated liquid
Buffers, nutrients
to a thermal shock and allowing solids to settle. The cooled
bacteria tend to flocculate into relatively dense clumps
and settle to the bottom of the gravity separator. Clear
liquid can then be removed from the top and the sedimented
Spent solids ( bacteria removed from the bottom and returned to the
removal
fermenter. The process is well suited to the processing of
waste streams containing dissolved organic material.
The choice of a digester design will depend on the type
of biomass feedstock stream and desired end-product of
Segment of fermenter
showing plug flow the treatment process. Ultimately, operational and economic
operation considerations (determined by experiment and analysis)
Organic solid
substrate feed
.I l l~ Toxicmaterial
removal
will dictate the optimum digester for the process.
Extraction o f organic acids
I A number of extraction methods may be used for removing
b Fluid flow organic acids from fermentation broths as they are formed.
Figure 4 (a) Schematic diagram of fixed packed bed fermenter. Of these, ion exchange with conventional elution, solvent
(b) Continuous flow packed bed fermenter extraction with recovery by reextraction, and diffusion
membrane processes have been investigated. 3
substrate added, and the cycle above repeated. Clearly, this The use of a conventional strong anion exchange resin
batch system is the most simple and serves largely to with quarternary ammonium sites was considered as an acid
describe the concept. removal technique. The hydroxylated resin may be inserted
Application of the continuous flow system is presented in the recirculation loop of the fixed packed-bed reactor as
in Figure 4b. Here, solid substrate is fed into the bottom of shown in Figure 4a. The hydroxyl ions are displaced by the
the fermenter and removed from the top of the fermenter. organic acid anions. When the resin is spent (as indicated by
As with the batch-type packed bed system, fermenter no pH change across the resin), it is removed and replaced
liquid is circulated through the bed, and organic acids are by fresh resin. The spent resin is then eluted with an
recovered in an external subsystem. equivalent amount of mineral acid to remove the organic
For pyrolysis gases, industrial waste and biomass pre- acids collected. The resin is then regenerated by eluting it
treated to form a liquor, the packed bed digester is not with alkali.
suitable. For example, typical industrial waste feedstreams One equivalent of mineral acid and more than one
are relatively dilute (up to 5 - 7 % solids), with most of the equivalent of alkali are required to generate each equivalent
organic material dissolved. This necessitates the design of a of organic acid. More than one equivalent of alkali is
reactor which can maintain high microbial populations in required because the equilibrium constant for the reaction:
spite of rapid fluid flow through the fermenter. Digester
designs appropriate for application to these industrial NR~ X- + O H - ~ NR~ O H - + X -
waste systems have been described by Ashare and Wilson. 1° is < 1. Weak anion exchange resins with equilibrium constants
Also, gaseous fermentation of CO, CO s, and H 2 are >1 are available, but the utility of these has not yet been
described elsewhere II as is the suppressed methane fermen- investigated for the process under review.
tation of these gaseous feedstocks. 12 Solvent extraction of organic acids from an aqueous
The packed bed fermenter can be modified for use with solution is a technique which has been under consideration
feedstreams containing mainly dissolved solids. In such a for some years. In fact, Goering is credited with the suggestion,
system, the digester must be packed with a suitable material in 1833,19of ethyl acetate as an extracting solvent for
to provide a solid support for attachment of micro- acetic acid. Ethyl acetate, along with diethyl ether, con-
organisms, while still allowing liquid flow through the bed. tinued to be the most efficient extraction medium at low
Similar systems have been described by McCarty 13 and acid concentrations until recently, when novel solvent
Young and McCarty. 14 Investigations using the 'anaerobic extraction media were developed. This new technology is
Enzyme Microb. Technol., 1981, Vol. 3, July 211
Reviews
based on the use of trioctylphosphine oxide in combination When carboxylic acid mixtures are electrolysed, cross
with other solvents, the details of which are proprietary to coupling occurs in addition to the usual Kolbe reaction: 21
Hydrosciences Inc. 2° Higher molecular weight organic acids
(butyric or larger) can be efficiently extracted into a liquid R1CO2 _ + R 2 C 0 2 _ -2c0~ R1 R 2 + R I _ R 1 +RZ R 2
-2e-
hydrocarbon solvent such as kerosene.
An alternative approach to conventional solvent extrac- Higher fatty acids give satisfactory yields of the Kolbe
tion followed by distillation is solvent extraction followed dimer, and alkanes up t o C 3 4 H 7 0 have been prepared by
by reextraction into an aqueous base. The organic acids are this method.
accumulated in the aqueous base as salts, and when their In aqueous alkaline solution, in the presence of foreign
concentration reaches 25%, they are neutralized with anions (such as perchlorates, sulphates and bicarbonates), at
mineral acid and distilled. This approach requires only one low current densities, or with carboxylates substituted at
equivalent each of acid and base to concentrate the organic the a position with electron-donating substituents, the
acid product from 1 to 3% in the fermenter to 20 or 25%. major product was alcohol:
Although some difficulty (such as emulsion formation)
has been experienced in the use of this technique in the 2RCO2H + H20 -~ CO2 + ROH + H 2
laboratory, it appears that this approach is the most suitable Similar reaction conditions will promote ester formation:
for use on a large scale. The problems are not fundamental
in nature, but rather are those which are generally amenable 2RCO2H -+ RCO2R + C02 + Hz
to engineering solutions and, in fact, may have already been These anodic oxidations to esters or alcohols are termed
solved by Hydrosciences Inc. Hofer-Moest reactions a3 and occur on carbon anodes.
Electrolytic oxidation of organic acids Reaction mechanism
The potential for the use of electricity as an oxidizing or Electrolysis of monobasic aliphatic organic acids generates
reducing agent was realized early in the nineteenth century paraffins, olefins, esters, alcohols and carbon dioxide at
by Rheinold and Derman, who electrolysed dilute aqueous the anode and hydrogen gas at the cathode. The mechanism
solutions of alcohol. Ludersdorff, in 1830, was the first to of the anode reaction is not well understood, but a likely
undertake a detailed study of the products obtained in the scheme is presented in Figure 5. Carboxylate is adsorbed to
oxidation of alcohol using different electrodes. Faraday the anode surface and oxidized to form an acid radical. The
first realized the potential for using electric current to acid radical decomposes to form CO2 and an alkyl radical,
synthesize or decompose a compound. As early as 1834, he which may then react with another radical to form the
observed that electrolysis of an acetate solution yielded Kolbe dimer, or disproportionate to form alkene and alkane
some hydrocarbon. Kolbe's important discoveries in the with half the carbon atoms of the Kolbe dimer. The alkyl
mid-nineteenth century led to the establishment of the radical also can be oxidized further to a carbonium ion,
principles of electrolytic oxidation and reduction. 2~ which subsequently forms alcohol, alkene or ester. As the
Kolbe completely replaced with hydrogen the chlorine anode reaction occurs, hydrogen ions are reduced at the
in chloromethylsulphonic acid by electrolytic means in cathode, forming hydrogen gas.
1845. He observed that trichloromethylsulphonic acid was 2H + + 2e- ~ H 2
completely decomposed in an aqueous solution at a
platinum electrode, stating: 'This acid, which is stable to
Alkene (R)
the strongest oxidizing media, breaks down with little ,&
difficulty at a platinum anode.' Kolbe then studied the
anodic oxidation of organic compounds. Electrolysis of an
alkali-metal acetate was shown to evolve ethane and two Alkene ~
R (-H~)- \q
volumes of carbon dioxide: Dimer
(R-R)
2CH3COO- -~ 2CO2 + C2H 6 + 2e- ,x
Further investigation of this reaction by Kolbe and
others demonstrated the feasibility of hydrocarbon synthesis
by electrolysis of monobasic aliphatic acid salts. The Kolbe
reaction proceeds by the oxidative removal of CO2 from e-
COz [ !
.14 _ R~R/odsl I
the acid anion, with subsequent dimerization of the remain- RC02 ~ RCO2(ods)- _/4= RCOz(°ds)
ing alkyl radical. For example, valeric acid (pentanoic acid)
forms octane according to the following equation. 22
2CH3(CH2)aCOOH ~ C8H18 + 2C0 2 + H 2
-I
)o
In an aqueous medium, hydrocarbon formation occurs cohO,Ro.
A --+°'- I1R a+ °ds l
to an appreciable extent only at a smooth platinum or
iridium anode. Using a platinum electrode, the Kolbe
dimerization is favoured by high concentrations of +RCO~
carboxylate, current densities >0.25 amps/cm 2, low
temperature (below 50°C), low pH (~<6), and the absence Alkene
of foreign anions. 21 The most important competing reaction R (-H 2) Ester
is the formation of olefin possessing half the carbon atoms RCO2R
of the Kolbe electrolysis product. Figure 5 Reaction mechanism for anodic oxidation of carboxylates
212 Enzyme Microb. Technol., 1981, Vol. 3, July
Biomass refining to fuels and chemicals: P. F. Levy et al.
Oxygen is not produced when aqueous carboxylic acid II Feed
biomass
solutions are electrolysed. This is noteworthy because the I.o - ~*FI Ash Fermentetion Electrolysis
potential at which water electrolysis occurs (1.5 V) is less 0.9
than that at which Kolbe electrolysis normally occurs. An o8 ~,~,~Lignin
layer of adsorbed carboxylate may cover the electrode
surface 2°-22 inhibiting water electrolysis by preventing ~
0.7
0.6
-
~ d-ce
I IIIu ose
the adsorption of water, g 05 - / / Residue
"" Organic
The H2/CO 2 mixture produced in the electrolysis can be o. 0.4 / / Ash acids
used to produce electricity in a molten carbonate fuel cell 0.3 _ // // • ~-Lignin COz [~
Hydrocarbon
operating at 60% efficiency and a temperature of 650°C. A o.2 - //"~ I'--'-~Cellulose CO 2 p~uct
-- I I Liquid I I I
H2/CO 2 mixture is ideal for this application because the o.I - "" I I HzO waste I I I H2
'' I I ~ ~ I I
fuel cell will require carbon oxides as well as hydrogen, o
44°1., I°lo 5°1o 21°Io I% 12% 17%
The electricity produced will meet about one-third of the
requirements of the electrolysis step. The fuel cell will also Figure 7 Mass balance of liquid fuels f r o m biomass
produce high quality heat. The heat can be used to make
sufficient quantities of high pressure steam to meet all of Feed
Fermentation Electrolysis
0.4 biomass I
the pumping requirements of the plant. Some heat will also
be available for distillation of electrolysis products.
Electrolytic oxidation of organic acids is the topic of
several current projects at Dynatech. Present efforts are g 03 ~///~,f Cellulose
.//.
being devoted to reducing the applied potential of the F/l.
///.
electrolytic reaction. Experimental parameters which are @ Organic
being optimized to reduce the applied potential are" (1) 0.2 //z
i/I acids
Hydrocarbon
producl
temperature, (2) pH, (3) concentration of electroactive o_ /11,
/ / / Residue
species, (4) use of supporting electrolyte, (5) current
density, (6) cell geometry, (7) anode material and (8) 0.1 "//. ~
p-Cellulose
Lignin
C02
cathode material. The effect of these parameters on applied
I Liquid
potential and product distribution is being investigated. /Xd
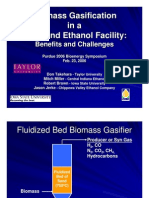
Figure 6 reproduces a gas chromatograph of electrolysis 0
34°1o :5% 16°/o I1% 39%
products from a Kolbe cell-fed fermenter broth containing
Figure 8 Carbon balance o f l i q u i d fuels f r o m biomass
butyric, valeric and caproic acids. Work on alcohol produc-
tion from organic acids is also in progress. Electrolytic
oxidation of acetate and propionate to methane and ethanol Feed
biomass(in) Fermentation Electrolysis
is being investigated. The operating conditions of this 6500
-_ 77;// / / ~ Lignin
6000
reaction are being optimized to produce maximum alcohol ///
///
concentration at a minimum applied potential. -- // // // ICellulose
5000
///
/// Organic
/// acids
4000 -- /// /// Hyrocorbon
C o m p a r i s o n o f liquid fuels process to /// ///
/// /// product
traditional a l c o h o l fuels /// ///
3000 ///
The biorefining process offers a variety of advantages over /// Residue // / // /
/// -~Lignin
traditional fermentations. In this section the biorefining 2000 -- /// // / // /
/// ///
/// ---~Cellulose
/// // // //
///
1000 - -
/// [ [ Liquid ///
[ [ waste Heat ///
1
///
/.4< I I[---I, , Y~
362% 4.6°/° 23% Z7% 50.8`,,/0
Figure 9 Energy balance (1 Ib biomass basis) o f l i q u i d fuels f r o m
biomass
process for the production of liquid alkane fuels (hexane
through decane) is examined and compared to ethanol
fermentation.
It is first of interest to consider the yield of mass,
energy, and carbon from the proposed process. Figures
7-9 present histograms indicating the fate of one pound of
typical biomass containing 75% cellulose and equivalent
fermentables, 10% lignin and other organic non-ferment-
\ ables, and 15% ash. Percentages of the final components
are indicated along the abscissa. Such a hypothetical
biomass would contain 6500 BTU (Figure 9). Of this
amount, 2850 BTU would form a solid residue and
150 BTU would be released as heat. The remainder of the
Figure 6 Gas c h r o m a t o g r a p h i c analysis o f K o l b e electrolysis
energy would be contained in the mixed organic acid
products f r o m f e r m e n t e d C h o n d r u s crispus. A, pentane; B, heptane; fermentation products. These acids are extracted into a
C, o c t a n e ; D, nonane; E, decane non-aqueous phase and then reextracted into an aqueous
Enzyme Microb. Technol., 1981, Vol. 3, July 213
Rev~vvs
base for use in the Kolbe electrolysis step, The fermenter Overall energy balance
effluent is recycled, except for a small amount which is There has been a continuing debate concerning the
discarded to allow for the water added to the fermenter energy balance for the production of gasohol. A compre-
with the biomass. This water would contain 0.03 pound hensive analysis of the energy requirement and by-product
of organic acid with 300 BTU of energy. credits for gasohol production from corn has been
In the electrolysis the organic acids are converted to presented by Chambers and coworkers.24 This analysis is
alkanes (0.17 pound) along with carbon dioxide (0.12 summarized in Figure 10 for the production of fuel-grade
pound) and hydrogen (0.01 pound). The alkane product ethanol from corn by traditional fermentation, distillation
contains 50% of the energy of the biomass. Energy not and purification processes. Values used are based on
incorporated into the hydrocarbon product may be further production and processing of one bushel (56 pounds) of
used. Hydrogen produced can be used to run a molten fuel corn. The corn grain is assumed to be 70% converted to
cell producing one-third of the electrical requirement of products. Half the energy remaining in the residue is taken
the Kolbe electrolysis. Low-grade heat produced in the as a feed by-product credit. The final product (14.5 pounds)
fermentation to acids can be used to maintain the fermenter represents 2.5 gallons of ethanol. The energy requirement
at the desired temperature. A portion of the energy con- exceeds the output, resulting in an unfavourable energy
tained in the residue may also be recoverable. balance (output/input) of 0.72.
184 000 BTU 370 000 BTU
Agricultural input Process energy ~IF
I
ETHANOL
Fermentation
[145 Ib)
distillation and 185 600 BTU
I Bushel corn
purification
to
100% ethanol
Output I IFeed by-product
160 0 0 0 BTU 55 0 0 0 BTU
(Stalks and cobs)
Figure 10 Estimates of energy requirements and credits are from Chambers 24 and include all processes from planting corn to production of
anhydrous ethanol. Net energy: --153 400 BTU/bushel; energy balance: out/in = 0.72
184000 BTU
1
Agricultural input
55 000 BTU
Feed by-product
FUEL
~ a 4 Ib)
t95 500 BTU
i
Bio-refiner t Electricalinput
Output 14 500 BTU
160 OO0 BTU
( Stalks and cobs 501bs)
48 3OO BTU
I 0 3 Conversion efficiency
(Electrical power plant)
Figure 11 Energy requirements and credits are estimated from information provided by Chambers 24 and Sanderson? All processing steps from
crop seeding to liquid fuel production are included in this analysis. Net energy: 178200 BTU/bushel; energy balance: out/in = 1.77
214 Enzyme Microb. Technol., 1981, Vol. 3, July
Biomass refining to fuels and chemicals: P. F. Levy et aL
100 2 Mah, R. A., Smith, M. R. and Baresi, L. Appl. Environ.
O
90 Mierobiol. 1978, 35, 1174-1184
3 Sanderson, J. E., Garcia-Martinez, D. V., George, G. S., Dillon,
80 o o J. J. and Wise, D. L. Liquid Fuels Production from Biomass
70 Contract no. EG-77-C-02-4388-7, Dynatech Report no. 1889,
Cambridge, Ma., 1979
o 60
4 Prins, R. A., Van Nevel, C. J. and Demeyer, D. I. Antonie van
2 50 Leeuwenhoek, J. MierobioL Serol. 1972, 38,281-287
g
40
5 Czerkawski, J. W. and Breckergidge, G. Br. J. Nutr. 1975, 34,
429-446
=>
g
50 6 Trei, J. E., Parish, R. C., Singh, Y. K. and Scott, G. C. J.
cJ 20 Dairy Sci. 1974, 54,536-540
7 McAskill,J. in Proc. 27th Annu. Livestock Growth Feed
10 Manuf. Dealers Salesmen Conf. Bozeman, Montana, 1976,
p. 83
0 2 4 6 8 10 12 14 16 8 Balch, W. E. and Wolfe, R. S. J. BacterioL 1979, 137,264-273
Time (doys) 9 Augenstein, D. C., Wise, D. L. and Cooney, C. L. Resource
Figure 12 Conversion of cornmeal to organic acids by mixed culture
Recov. Conserv. 1976, 2,257
anaerobes in a batch fermentation is shown. Product acid concen-
10 Ashare, E. and Wilson, E. H. Analysis o f Digester Design
Concepts Dynatech Report no. EY-76-C-02-2991, Cambridge,
trations were measured by gas chromatography. Sewage sludge was
used as inoculum, o, Acid production in experimental flask Ma., 1979
11 Wise,D. L., Cooney, C. L. and Augenstein, D. C. Biotechnol.
Bioeng. 1978, 20, 1153-1172
Production of liquid fuels from corn can be subjected to 12 Levy, P. F., Barnard, G. W., Garcia-Martinez, D. V., Sanderson,
an analogous analysis. This scenario is presented in Figure J. E. and Wise, D. L. 'Organic Acid Production from CO2/H2
11. Values for agricultural requirements and side-product and CO/H 2 by Mixed Culture Anaerobics', presented at 73rd
credits are the same as those suggested by Chambers in his Annual AIChE Meeting, Chicago 16 22 November 1980
13 McCarty, P. L. in Special Lecture Series: Advances in Water
ethanol analysis. Conversion of 70% of the corn grain to Quality Improvement University of Texas, Austin, 1966
liquid fuel is assumed. (Higher conversions have already 14 Young, J.C. andMcCarty, P.L.J. WaterPollut. Control. Fed.
been achieved at Dynatech in static fermentations with 1969, 41 (5), 160-173
corn meal see Figure 12.) The major process energy 15 Plummer, A. H., Malina, J. F. and Eckenfelder, W. W.
requirement is for electricity in the electrolysis step. A presented at 23rd Annual Purdue Industrial Waste Conference
Layfayette, Indiana, 1968
conversion efficiency of 30% is assumed for the production 16 Clark, R. H. and Speece, R. E. in Advances in Water Pollution
of electricity from other fuels. The energy balance (output/ Research Pergamon Press, San Francisco, 1971, vol. 1, p. 27
input) for the production of liquid hydrocarbon fuels from 17 Pailthrop, R. E., Richter, G. A. and Filbert, J. W. in Proe. 44th
corn is 1.77. Water Pollut. Contro. Fed. Convention San Francisco,
California, 1971
18 Jewell, W. J., Guest, R. W., Loehr, R. C., Price, D. R., Gunkel,
Acknowledgements W. W. and Van Soest, P. J. Anaerobic Fermentation o f Agri-
cultural Residues - Potential for Improvement and Implemen-
Much of the work reviewed here has been carried out at tation US Dept of Energy, Fuels from Biomass Contract no.
Dynatech R / D Company under funding from the US EY-76-S-02-2981-7, Cornell University, Ithaca, New York,
1978
Department of Energy, the Solar Energy Research Institute, 19 Jones, E. L. Chem. Ind. 1967; no. 38, 1590-1592
the Bioenergy Council, the National Science Foundation 20 Helsel,R. W. Chem. Eng. Progr. 1977, 55-59
and Gulf Oil Corporation. 21 Utley, J. H. P. in Techniques o] Chemistry Wiley, New York,
1974, vol. 5, part 1
22 Allen, M. J. Organic Electrode Processes Reinhold, New York.,
References 1958
23 Hofer, H. and Moest, M. Ann. Chem. 1902,323,284
1 Weimer,P. J. and Zeikus, J. G. Arch. Microbiol. 1978, 119, 24 Chambers, R. S., Herendeen, R. A., Joyce, J. J. and Penner,
175-182 P. S. Science 1979, 206,789-793
E n z y m e M i c r o b . T e c h n o l . , 1981, V o l . 3, J u l y 215
You might also like
- Synthetic Chemical Fuel: Anamika Banerjee MSC - Iind Semester Chm-805 115217No ratings yetSynthetic Chemical Fuel: Anamika Banerjee MSC - Iind Semester Chm-805 11521722 pages
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingNo ratings yetNatural Gas Liquids Recovery Processes in Natural Gas Processing27 pages
- Geospatial Visualization For Second-Generation Renewable Diesel Feedstock From Palm Oil Value Chain in Indonesia-RevisionNo ratings yetGeospatial Visualization For Second-Generation Renewable Diesel Feedstock From Palm Oil Value Chain in Indonesia-Revision60 pages
- Biomass Gasification Overview Presentation)100% (3)Biomass Gasification Overview Presentation)48 pages
- Life Cycle Cost Analysis of Fuel Ethanol Produced From Cassava in ThailandNo ratings yetLife Cycle Cost Analysis of Fuel Ethanol Produced From Cassava in Thailand7 pages
- Velentina Das, 2020. Cobalt-doped CaO catalyst synthesized and applied for algal biodiesel production. Renewable Energy.No ratings yetVelentina Das, 2020. Cobalt-doped CaO catalyst synthesized and applied for algal biodiesel production. Renewable Energy.10 pages
- Lohrasbi Et Al - 2010 - Process Design and Economic Analysis of A Citrus Waste Biorefinery WithNo ratings yetLohrasbi Et Al - 2010 - Process Design and Economic Analysis of A Citrus Waste Biorefinery With7 pages
- Energy Balances and Greenhouse Gas Emissions of Crude Palm Oil Production System in IndonesiaNo ratings yetEnergy Balances and Greenhouse Gas Emissions of Crude Palm Oil Production System in Indonesia12 pages
- El enfoque de la biorrefinería en cascada para la valorización de los posos de caféNo ratings yetEl enfoque de la biorrefinería en cascada para la valorización de los posos de café9 pages
- Green Diesel - A Second Generation BiofuelNo ratings yetGreen Diesel - A Second Generation Biofuel11 pages
- Review of The Sustainable Production and Application of MethanolNo ratings yetReview of The Sustainable Production and Application of Methanol19 pages
- 2018-Flash Pyrolysis of Lemon Grass (Cymbopogon Flexuosus) For Biooil Production in An Electrically Heated Fluidized Bed ReactorNo ratings yet2018-Flash Pyrolysis of Lemon Grass (Cymbopogon Flexuosus) For Biooil Production in An Electrically Heated Fluidized Bed Reactor10 pages
- Lignocellulose Biorefinery Product EngineeringNo ratings yetLignocellulose Biorefinery Product Engineering41 pages
- Changing The Equation: Transformative Feedstock TechnologiesNo ratings yetChanging The Equation: Transformative Feedstock Technologies42 pages
- Hartono 2018 IOP Conf. Ser. Mater. Sci. Eng. 345 012002No ratings yetHartono 2018 IOP Conf. Ser. Mater. Sci. Eng. 345 0120026 pages
- Biomass-to-Energy Conversion Technologies: Diameter and 12 MM Long)100% (1)Biomass-to-Energy Conversion Technologies: Diameter and 12 MM Long)4 pages
- Enabling Increased Production of DieselNo ratings yetEnabling Increased Production of Diesel15 pages
- Overview and Introduction Dina BacovskyNo ratings yetOverview and Introduction Dina Bacovsky11 pages
- Env Prog and Sustain Energy - 2019 - Nasrin - Technical Assessment and Flue Gases Emission Monitoring of An Oil PalmNo ratings yetEnv Prog and Sustain Energy - 2019 - Nasrin - Technical Assessment and Flue Gases Emission Monitoring of An Oil Palm8 pages
- Production of Biodiesel Using Homogeneous Alkali Catalyst and Its Effect On Vehicular EmissionNo ratings yetProduction of Biodiesel Using Homogeneous Alkali Catalyst and Its Effect On Vehicular Emission7 pages
- Production and Catalytic Upgrading of 2,3-Butanediol Fermentation BrothNo ratings yetProduction and Catalytic Upgrading of 2,3-Butanediol Fermentation Broth11 pages
- Renewable Energy: Madhu Vasaki E, Rama Rao Karri, Gobinath Ravindran, Balasubramanian ParamasivanNo ratings yetRenewable Energy: Madhu Vasaki E, Rama Rao Karri, Gobinath Ravindran, Balasubramanian Paramasivan12 pages
- Michael J. Waites, Neil L. Morgan, John S. Rockey, Gary Higton-Industrial Microbiology - An Introduction-Wiley-Blackwell (2001) - DikonversiNo ratings yetMichael J. Waites, Neil L. Morgan, John S. Rockey, Gary Higton-Industrial Microbiology - An Introduction-Wiley-Blackwell (2001) - Dikonversi29 pages
- Title-Of-Paper-Production-Of-Biodiesel-From-Rubber-Seed-Oil-Using-K-Pumice-Catalyst-Modeling-And - kinetics-IJERTV13IS070018No ratings yetTitle-Of-Paper-Production-Of-Biodiesel-From-Rubber-Seed-Oil-Using-K-Pumice-Catalyst-Modeling-And - kinetics-IJERTV13IS0700188 pages
- BIomass Syngas Production Technology by Gasification For Liquid Fuel and Other ChemicalsNo ratings yetBIomass Syngas Production Technology by Gasification For Liquid Fuel and Other Chemicals5 pages
- An Experimental Study On Biodiesel Extracted From Waste Cooking Oil and Its Emission Characteristics IJERTCON088No ratings yetAn Experimental Study On Biodiesel Extracted From Waste Cooking Oil and Its Emission Characteristics IJERTCON0884 pages
- Full Length Article: J. Greco-Duarte, E.D. Cavalcanti-Oliveira, J.A.C. Da Silva, R. Fernandez-Lafuente, D.M.G. FreireNo ratings yetFull Length Article: J. Greco-Duarte, E.D. Cavalcanti-Oliveira, J.A.C. Da Silva, R. Fernandez-Lafuente, D.M.G. Freire10 pages
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Fluids With Highly Directional Attractive Forces. II. Thermodynamic Perturbation Theory and Integral EquationsNo ratings yetFluids With Highly Directional Attractive Forces. II. Thermodynamic Perturbation Theory and Integral Equations13 pages
- Effects of C02 Solubility in Brine On The Compositional Simulation of C02 FloodsNo ratings yetEffects of C02 Solubility in Brine On The Compositional Simulation of C02 Floods6 pages
- A Study of Corrosion of Mild Steel in Mixtures of Petroleum Distillates and ElectrolytesNo ratings yetA Study of Corrosion of Mild Steel in Mixtures of Petroleum Distillates and Electrolytes6 pages
- 10 - (13653075 - Pure and Applied Chemistry) Some Recent Developments in Process Simulation For Reactive Chemical SystemsNo ratings yet10 - (13653075 - Pure and Applied Chemistry) Some Recent Developments in Process Simulation For Reactive Chemical Systems12 pages
- Use of Monomer Fraction Data in The Parametrization of Association TheoriesNo ratings yetUse of Monomer Fraction Data in The Parametrization of Association Theories11 pages
- Catalysts: The Lord of The Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide CompoundsNo ratings yetCatalysts: The Lord of The Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds23 pages
- JEE (Main+Advanced) : Topic Wise Syllabus & ScheduleNo ratings yetJEE (Main+Advanced) : Topic Wise Syllabus & Schedule2 pages
- Chemistry for today Ninth ed Spencer L. Seager 2024 scribd download100% (4)Chemistry for today Ninth ed Spencer L. Seager 2024 scribd download66 pages
- PetroleumRefineryEngineering, W.lnelson 4thedition SmallSize100% (7)PetroleumRefineryEngineering, W.lnelson 4thedition SmallSize972 pages
- Science 20 Make-Up Assignment: Total: Replace: Name: 75No ratings yetScience 20 Make-Up Assignment: Total: Replace: Name: 757 pages
- Handbook of Organopalladium Chemistry For Organic Synthesis Vol 1 - Negishi-0041 - 420% (1)Handbook of Organopalladium Chemistry For Organic Synthesis Vol 1 - Negishi-0041 - 423 pages
- Elimination Reactions Mechanism Lecture NotesNo ratings yetElimination Reactions Mechanism Lecture Notes17 pages
- Arihant Science Term 2 Question Bank Class 10thNo ratings yetArihant Science Term 2 Question Bank Class 10th143 pages
- Complete Download Fundamentals of General Organic and Biological Chemistry 6th Edition Edition John E. Mcmurry PDF All Chapters100% (7)Complete Download Fundamentals of General Organic and Biological Chemistry 6th Edition Edition John E. Mcmurry PDF All Chapters85 pages

































































































- Synthetic Chemical Fuel: Anamika Banerjee MSC - Iind Semester Chm-805 115217Synthetic Chemical Fuel: Anamika Banerjee MSC - Iind Semester Chm-805 115217
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingNatural Gas Liquids Recovery Processes in Natural Gas Processing
- Geospatial Visualization For Second-Generation Renewable Diesel Feedstock From Palm Oil Value Chain in Indonesia-RevisionGeospatial Visualization For Second-Generation Renewable Diesel Feedstock From Palm Oil Value Chain in Indonesia-Revision
- Life Cycle Cost Analysis of Fuel Ethanol Produced From Cassava in ThailandLife Cycle Cost Analysis of Fuel Ethanol Produced From Cassava in Thailand
- Velentina Das, 2020. Cobalt-doped CaO catalyst synthesized and applied for algal biodiesel production. Renewable Energy.Velentina Das, 2020. Cobalt-doped CaO catalyst synthesized and applied for algal biodiesel production. Renewable Energy.
- Lohrasbi Et Al - 2010 - Process Design and Economic Analysis of A Citrus Waste Biorefinery WithLohrasbi Et Al - 2010 - Process Design and Economic Analysis of A Citrus Waste Biorefinery With
- Energy Balances and Greenhouse Gas Emissions of Crude Palm Oil Production System in IndonesiaEnergy Balances and Greenhouse Gas Emissions of Crude Palm Oil Production System in Indonesia
- El enfoque de la biorrefinería en cascada para la valorización de los posos de caféEl enfoque de la biorrefinería en cascada para la valorización de los posos de café
- Review of The Sustainable Production and Application of MethanolReview of The Sustainable Production and Application of Methanol
- 2018-Flash Pyrolysis of Lemon Grass (Cymbopogon Flexuosus) For Biooil Production in An Electrically Heated Fluidized Bed Reactor2018-Flash Pyrolysis of Lemon Grass (Cymbopogon Flexuosus) For Biooil Production in An Electrically Heated Fluidized Bed Reactor
- Changing The Equation: Transformative Feedstock TechnologiesChanging The Equation: Transformative Feedstock Technologies
- Hartono 2018 IOP Conf. Ser. Mater. Sci. Eng. 345 012002Hartono 2018 IOP Conf. Ser. Mater. Sci. Eng. 345 012002
- Biomass-to-Energy Conversion Technologies: Diameter and 12 MM Long)Biomass-to-Energy Conversion Technologies: Diameter and 12 MM Long)
- Env Prog and Sustain Energy - 2019 - Nasrin - Technical Assessment and Flue Gases Emission Monitoring of An Oil PalmEnv Prog and Sustain Energy - 2019 - Nasrin - Technical Assessment and Flue Gases Emission Monitoring of An Oil Palm
- Production of Biodiesel Using Homogeneous Alkali Catalyst and Its Effect On Vehicular EmissionProduction of Biodiesel Using Homogeneous Alkali Catalyst and Its Effect On Vehicular Emission
- Production and Catalytic Upgrading of 2,3-Butanediol Fermentation BrothProduction and Catalytic Upgrading of 2,3-Butanediol Fermentation Broth
- Renewable Energy: Madhu Vasaki E, Rama Rao Karri, Gobinath Ravindran, Balasubramanian ParamasivanRenewable Energy: Madhu Vasaki E, Rama Rao Karri, Gobinath Ravindran, Balasubramanian Paramasivan
- Michael J. Waites, Neil L. Morgan, John S. Rockey, Gary Higton-Industrial Microbiology - An Introduction-Wiley-Blackwell (2001) - DikonversiMichael J. Waites, Neil L. Morgan, John S. Rockey, Gary Higton-Industrial Microbiology - An Introduction-Wiley-Blackwell (2001) - Dikonversi
- Title-Of-Paper-Production-Of-Biodiesel-From-Rubber-Seed-Oil-Using-K-Pumice-Catalyst-Modeling-And - kinetics-IJERTV13IS070018Title-Of-Paper-Production-Of-Biodiesel-From-Rubber-Seed-Oil-Using-K-Pumice-Catalyst-Modeling-And - kinetics-IJERTV13IS070018
- BIomass Syngas Production Technology by Gasification For Liquid Fuel and Other ChemicalsBIomass Syngas Production Technology by Gasification For Liquid Fuel and Other Chemicals
- An Experimental Study On Biodiesel Extracted From Waste Cooking Oil and Its Emission Characteristics IJERTCON088An Experimental Study On Biodiesel Extracted From Waste Cooking Oil and Its Emission Characteristics IJERTCON088
- Full Length Article: J. Greco-Duarte, E.D. Cavalcanti-Oliveira, J.A.C. Da Silva, R. Fernandez-Lafuente, D.M.G. FreireFull Length Article: J. Greco-Duarte, E.D. Cavalcanti-Oliveira, J.A.C. Da Silva, R. Fernandez-Lafuente, D.M.G. Freire
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and Power
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for Biofuels
- Fluids With Highly Directional Attractive Forces. II. Thermodynamic Perturbation Theory and Integral EquationsFluids With Highly Directional Attractive Forces. II. Thermodynamic Perturbation Theory and Integral Equations
- Effects of C02 Solubility in Brine On The Compositional Simulation of C02 FloodsEffects of C02 Solubility in Brine On The Compositional Simulation of C02 Floods
- A Study of Corrosion of Mild Steel in Mixtures of Petroleum Distillates and ElectrolytesA Study of Corrosion of Mild Steel in Mixtures of Petroleum Distillates and Electrolytes
- 10 - (13653075 - Pure and Applied Chemistry) Some Recent Developments in Process Simulation For Reactive Chemical Systems10 - (13653075 - Pure and Applied Chemistry) Some Recent Developments in Process Simulation For Reactive Chemical Systems
- Use of Monomer Fraction Data in The Parametrization of Association TheoriesUse of Monomer Fraction Data in The Parametrization of Association Theories
- Catalysts: The Lord of The Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide CompoundsCatalysts: The Lord of The Chemical Rings: Catalytic Synthesis of Important Industrial Epoxide Compounds
- JEE (Main+Advanced) : Topic Wise Syllabus & ScheduleJEE (Main+Advanced) : Topic Wise Syllabus & Schedule
- Chemistry for today Ninth ed Spencer L. Seager 2024 scribd downloadChemistry for today Ninth ed Spencer L. Seager 2024 scribd download
- PetroleumRefineryEngineering, W.lnelson 4thedition SmallSizePetroleumRefineryEngineering, W.lnelson 4thedition SmallSize
- Science 20 Make-Up Assignment: Total: Replace: Name: 75Science 20 Make-Up Assignment: Total: Replace: Name: 75
- Handbook of Organopalladium Chemistry For Organic Synthesis Vol 1 - Negishi-0041 - 42Handbook of Organopalladium Chemistry For Organic Synthesis Vol 1 - Negishi-0041 - 42
- Complete Download Fundamentals of General Organic and Biological Chemistry 6th Edition Edition John E. Mcmurry PDF All ChaptersComplete Download Fundamentals of General Organic and Biological Chemistry 6th Edition Edition John E. Mcmurry PDF All Chapters