Kapitel 09 DINO Techn Teil PDF
Kapitel 09 DINO Techn Teil PDF
Download as pdf or txt
You might also like
- Astm F668Document2 pagesAstm F668Mahfuz AlamNo ratings yet
- Catálogo FESTO TubulaçãoDocument12 pagesCatálogo FESTO TubulaçãoArthur Roberto de SousaNo ratings yet
- Plastic Tubing PUN, PUN-DUODocument7 pagesPlastic Tubing PUN, PUN-DUOcomercial12.hidrovedatecNo ratings yet
- Densolen - System AS39P / R20HT: Product InformationDocument2 pagesDensolen - System AS39P / R20HT: Product InformationCarlos PazNo ratings yet
- General Purpose Corrosion Control Tape: ApplicationsDocument1 pageGeneral Purpose Corrosion Control Tape: ApplicationsGabriela CanaviriNo ratings yet
- GRE 5N10-B Pipe-Fitting-Spec PN10 RTRP12ED - Liner 0.5-R1mmDocument8 pagesGRE 5N10-B Pipe-Fitting-Spec PN10 RTRP12ED - Liner 0.5-R1mmPoom PPWNo ratings yet
- FOC Outdoor 12coreDocument1 pageFOC Outdoor 12coreKD7 ITSolutionNo ratings yet
- Loose Tube: Opsycom KP 6728 Duct Dielectric Loose Tube Optical CableDocument3 pagesLoose Tube: Opsycom KP 6728 Duct Dielectric Loose Tube Optical CableAhmed GhoneemNo ratings yet
- Backer Rod Prod DataDocument4 pagesBacker Rod Prod Datacricket storiesNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Catalogue Coating GunsDocument24 pagesCatalogue Coating GunsNelson SantosNo ratings yet
- AFB 3104WDocument2 pagesAFB 3104Wroshan.nath999No ratings yet
- Product Data Sheet Inoplast PolyesterDocument5 pagesProduct Data Sheet Inoplast PolyesterWahyu FebriyantoNo ratings yet
- Technical Data Sheet: Tape 1 PEDocument1 pageTechnical Data Sheet: Tape 1 PEJxyz QwNo ratings yet
- 3M™ Double Coated Tissue Tape 9448A - 20230321Document12 pages3M™ Double Coated Tissue Tape 9448A - 20230321Ghenal RiveraNo ratings yet
- Rema Tip Top Remaline 70 CN PLDocument1 pageRema Tip Top Remaline 70 CN PLdedison_rNo ratings yet
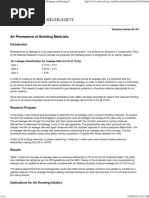
- Air Permeance of Building Materials - Research HighlightsDocument3 pagesAir Permeance of Building Materials - Research HighlightsD MNo ratings yet
- Part II PDFDocument28 pagesPart II PDFAdrian OprisanNo ratings yet
- Bopp TapeDocument1 pageBopp TapebouzirpafNo ratings yet
- Membrane Products Introduction2024Document52 pagesMembrane Products Introduction2024hizamisyazwanNo ratings yet
- PVC Pressure Pipe SpecificationDocument8 pagesPVC Pressure Pipe Specificationrudi 01No ratings yet
- Neolon Profile - Duct & PIPE Insulation (Updated)Document15 pagesNeolon Profile - Duct & PIPE Insulation (Updated)ntt_121987100% (1)
- 【Hail Netting】-Technical DATA SHEET - Raschel -TriangleDocument1 page【Hail Netting】-Technical DATA SHEET - Raschel -TriangleVipul AgrawalNo ratings yet
- AFB 3102S TDSDocument2 pagesAFB 3102S TDSroshan.nath999No ratings yet
- Polycarb Diy Tech ManualDocument5 pagesPolycarb Diy Tech ManualScottDT1No ratings yet
- 6 Share FileDocument22 pages6 Share FileTehmoore S. KhanNo ratings yet
- PTV - Datasheet Screw in Vents - ENDocument4 pagesPTV - Datasheet Screw in Vents - ENBala SakthiNo ratings yet
- Anti Static Bag Data Sheet 4Document2 pagesAnti Static Bag Data Sheet 4BugNo ratings yet
- NRP Pur Filled Roof Panel TDSDocument2 pagesNRP Pur Filled Roof Panel TDSRawaa Al-EdreesiNo ratings yet
- SNAPTOGGLE®-Heavy-Duty-Toggle-BoltsDocument5 pagesSNAPTOGGLE®-Heavy-Duty-Toggle-BoltsBarış GİRİŞİKLİNo ratings yet
- 01 en PSI Casing SpacersDocument22 pages01 en PSI Casing SpacerserleosNo ratings yet
- Poly Armor SpecDocument6 pagesPoly Armor SpecshoparmizNo ratings yet
- PolyethyleneDocument51 pagesPolyethyleneiiphyd2403No ratings yet
- CT-PPSK-3810-WA-Cinta-Reparadora-de-MBI-Español-Document1 pageCT-PPSK-3810-WA-Cinta-Reparadora-de-MBI-Español-rebolledooscar96No ratings yet
- CCSI Duct Metallic 144F G655C Cable Spec Rev0 JakproDocument3 pagesCCSI Duct Metallic 144F G655C Cable Spec Rev0 JakproHABIB MUSTAQIM 10No ratings yet
- Temporary Pool Fencing CatalogDocument2 pagesTemporary Pool Fencing CatalogtempfencingNo ratings yet
- Brosur Koolroof 750Document6 pagesBrosur Koolroof 750indra pramudiaNo ratings yet
- Mem 11Document6 pagesMem 11yashshinde2109007No ratings yet
- Agru Catalogue PDFDocument505 pagesAgru Catalogue PDFAhmed HussienNo ratings yet
- Namil Enpla: WWW - Namilenpla.co - KRDocument44 pagesNamil Enpla: WWW - Namilenpla.co - KRjoalkangNo ratings yet
- Plastic Tubing PANDocument7 pagesPlastic Tubing PANcomercial12.hidrovedatecNo ratings yet
- PDS Polyken 932 V3 Jan19 Aarps 0545Document2 pagesPDS Polyken 932 V3 Jan19 Aarps 0545Hector MejiaNo ratings yet
- LT DiffusersDocument8 pagesLT DiffusersJam OdonelNo ratings yet
- Neo Backer RodDocument2 pagesNeo Backer RodhazelNo ratings yet
- 12 Core Multimode Direct BuriedDocument1 page12 Core Multimode Direct BuriedMuhammad Jazztyan Indra PradanaNo ratings yet
- LFTD Panel MSDS (Updated)Document5 pagesLFTD Panel MSDS (Updated)Ernane RitaNo ratings yet
- Spec Geo Bag PDFDocument1 pageSpec Geo Bag PDFBAMBANG IRAWANNo ratings yet
- Ducto 6 DieDocument1 pageDucto 6 DieEmiliano RamírezNo ratings yet
- 211 Mini Conduit Rods and AccessoryDocument9 pages211 Mini Conduit Rods and AccessoryKlanac BrčkoNo ratings yet
- Gpg136 SolderDocument43 pagesGpg136 SolderJuan PerezNo ratings yet
- Quadrant Material Selection GuideDocument6 pagesQuadrant Material Selection GuidedoniNo ratings yet
- Netpack NP 350: Vertical Form, Fill and Seal MachineDocument2 pagesNetpack NP 350: Vertical Form, Fill and Seal MachineJuan OrtegaNo ratings yet
- Brosur R-00-SDocument2 pagesBrosur R-00-ShsrfadhelNo ratings yet
- 05 - Membrane - 2017 - 148-169 - EN 15Document1 page05 - Membrane - 2017 - 148-169 - EN 15radhika sharmaNo ratings yet
- Special Specification 4604 Stay CablesDocument15 pagesSpecial Specification 4604 Stay CablesAbok Cai NginumNo ratings yet
- Ficha Tecnica Fibra Ducto SM 12-24F LSZH Antirroedor Maintronics GGDocument5 pagesFicha Tecnica Fibra Ducto SM 12-24F LSZH Antirroedor Maintronics GGluis carreñoNo ratings yet
- Unitube Mini Cables For Use in Microducts: Jetnet®Document2 pagesUnitube Mini Cables For Use in Microducts: Jetnet®Said Mukhsin AlmahdalyNo ratings yet
- Grade 3 Diamond Dotted PresspaperDocument2 pagesGrade 3 Diamond Dotted PresspaperSunil GurubaxaniNo ratings yet
- LPS Series List PDFDocument5 pagesLPS Series List PDFAkash KulkarniNo ratings yet
- PDC Series ListDocument6 pagesPDC Series ListAkash KulkarniNo ratings yet
- Awp Series List: China Ningbo Yinzhou Keao Plastic & Mould FactoryDocument4 pagesAwp Series List: China Ningbo Yinzhou Keao Plastic & Mould FactoryAkash KulkarniNo ratings yet
- LNKD ContentPromotionChecklist BlogPost EN PDFDocument3 pagesLNKD ContentPromotionChecklist BlogPost EN PDFAkash KulkarniNo ratings yet
- LNKD ContentPromotionChecklist Podcast EN PDFDocument2 pagesLNKD ContentPromotionChecklist Podcast EN PDFAkash KulkarniNo ratings yet
- Vishwakarma Entp Catalogue 2017 PDFDocument18 pagesVishwakarma Entp Catalogue 2017 PDFAkash KulkarniNo ratings yet
- Product Brochure d3 PDFDocument1 pageProduct Brochure d3 PDFAkash KulkarniNo ratings yet
- LNKD ContentPromotionChecklist Podcast EN PDFDocument2 pagesLNKD ContentPromotionChecklist Podcast EN PDFAkash KulkarniNo ratings yet
- LNKD ContentPromotionChecklist SalesAlignment EN PDFDocument2 pagesLNKD ContentPromotionChecklist SalesAlignment EN PDFAkash KulkarniNo ratings yet
- Spintly Product Brochure d3Document1 pageSpintly Product Brochure d3Akash KulkarniNo ratings yet
- Webinar SAAMS SpintlyDocument22 pagesWebinar SAAMS SpintlyAkash KulkarniNo ratings yet
- WORKSHEET: Define Your Business & Target AudienceDocument3 pagesWORKSHEET: Define Your Business & Target AudienceAkash KulkarniNo ratings yet
- Spintly SmartAccess SW OverviewDocument18 pagesSpintly SmartAccess SW OverviewAkash KulkarniNo ratings yet
- WELDING INSPECTION: Welding Gauges: Hi-Lo Weld Gauges (Gal) "V-WAC"Document1 pageWELDING INSPECTION: Welding Gauges: Hi-Lo Weld Gauges (Gal) "V-WAC"Majid TorabiNo ratings yet
- SWOT Analysis Template - CMDDocument8 pagesSWOT Analysis Template - CMDAgung AlbayssagNo ratings yet
- Guidebook For Learners of AICTE-NITTT Module 5: (Technology Enabled Learning & Life-Long Self Learning)Document54 pagesGuidebook For Learners of AICTE-NITTT Module 5: (Technology Enabled Learning & Life-Long Self Learning)rollingstone2804No ratings yet
- The Organon, or Logical Treatises, of Aristotle Vol.1 (Books - Google.com)Document385 pagesThe Organon, or Logical Treatises, of Aristotle Vol.1 (Books - Google.com)predragpismoNo ratings yet
- Gundam Zeta 2.0Document74 pagesGundam Zeta 2.0Sbl IrvNo ratings yet
- Vlsi Vlsid Vlsisd Vlsi Me Ece PDFDocument18 pagesVlsi Vlsid Vlsisd Vlsi Me Ece PDFramanaidu1No ratings yet
- Chap 92Document71 pagesChap 92Herbert Enrique Pomaccosi BenaventeNo ratings yet
- Pat Form 4 2021Document9 pagesPat Form 4 2021SirMustafa KamalNo ratings yet
- SAD_Individual_AssignmentDocument18 pagesSAD_Individual_AssignmentHana Yaregal100% (1)
- SINTRAs Overview 18 10 31Document7 pagesSINTRAs Overview 18 10 31pintileirobertNo ratings yet
- San Antonio National High School: Meeting MinutesDocument4 pagesSan Antonio National High School: Meeting MinutesYsabel Grace BelenNo ratings yet
- 10 ST1030 General Maintenance - enDocument47 pages10 ST1030 General Maintenance - enCarlos Andres Cid PonceNo ratings yet
- Enrichment Activities: Media and Information LiteracyDocument5 pagesEnrichment Activities: Media and Information LiteracyJennelyn Inocencio SulitNo ratings yet
- Deploying SS7 Signaling FirewallsDocument4 pagesDeploying SS7 Signaling Firewallsamin rezaeinezhad100% (2)
- Osmosis Exam QuestionsDocument5 pagesOsmosis Exam QuestionsZacariah AshrafNo ratings yet
- Pencegahan Terjadinya Resiko Pengguna Nova Relida Samosir, Ayu Permata, Siti MuawanahDocument8 pagesPencegahan Terjadinya Resiko Pengguna Nova Relida Samosir, Ayu Permata, Siti MuawanahQusay ekzaNo ratings yet
- Lin 5718 WiringDocument2 pagesLin 5718 WiringAddie Hatisari DandaNo ratings yet
- Redline 2260-SA-037Document1 pageRedline 2260-SA-037Richard Exequias Yepsen UlloaNo ratings yet
- HS1011 Lecture 3 PDFDocument34 pagesHS1011 Lecture 3 PDFHải LongNo ratings yet
- FINAL QUIZ 1 - Attempt ReviewDocument5 pagesFINAL QUIZ 1 - Attempt ReviewMark VlogsNo ratings yet
- Bomba Yanmar KOMATSU 729648-51350 PartsDocument2 pagesBomba Yanmar KOMATSU 729648-51350 PartsDany_WallyNo ratings yet
- CE - Research and Innovation in The North of EnglandDocument203 pagesCE - Research and Innovation in The North of EnglandLee RobinsonNo ratings yet
- Thay Long Recommendation Letter CuongDocument2 pagesThay Long Recommendation Letter CuongNguyễn Đức CườngNo ratings yet
- Slip Sort Slip Sort: SQD: SQD: SQD: SQDDocument8 pagesSlip Sort Slip Sort: SQD: SQD: SQD: SQDmuhammaddarwisy89No ratings yet
- Algebra 2.3, 2.4Document11 pagesAlgebra 2.3, 2.4sadyehclenNo ratings yet
- APAX-5520 Software Manual Ver1Document50 pagesAPAX-5520 Software Manual Ver1Samdan NamhaisurenNo ratings yet
- Geostudio 2012: Mata Kuliah "Komputer Dan Simulasi"Document49 pagesGeostudio 2012: Mata Kuliah "Komputer Dan Simulasi"tswyh mnNo ratings yet
- SYD-8017AAutomatic Vapor Pressure TesterDocument16 pagesSYD-8017AAutomatic Vapor Pressure TesterMizanul HoqueNo ratings yet
- City-Wide Public Space Assessment Guide 0-Đã Nén-Trang-1-40Document40 pagesCity-Wide Public Space Assessment Guide 0-Đã Nén-Trang-1-40Lynn PhuongNo ratings yet
- Hitachi Price List (2017-18)Document1,049 pagesHitachi Price List (2017-18)vivekNo ratings yet