G76 Screw Thread Cycle PDF
G76 Screw Thread Cycle PDF
Download as pdf or txt
You might also like
- Sk6 ToleranceDocument1 pageSk6 Tolerancen1ghtfallNo ratings yet
- Weight Per Foot of Fillet Welds and Common Butt WeldsDocument1 pageWeight Per Foot of Fillet Welds and Common Butt WeldsDavid D'AgostinoNo ratings yet
- Welding Processes Handbook by Klas WemanDocument2 pagesWelding Processes Handbook by Klas WemanAmanda Ariesta Aprilia0% (1)
- Doosan G76Document17 pagesDoosan G76Pham LongNo ratings yet
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocument4 pagesG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50No ratings yet
- FanucDocument10 pagesFanucgigofive66No ratings yet
- G76 Threading Cycle, Multiple Pass (Group 00) - Lathe: Haas Technical DocumentationDocument5 pagesG76 Threading Cycle, Multiple Pass (Group 00) - Lathe: Haas Technical DocumentationClaudio Salcedo CoaquiraNo ratings yet
- VB 1Document8 pagesVB 1Anonymous y1DnDYNo ratings yet
- TAPER TURNING and Thread CuttingDocument3 pagesTAPER TURNING and Thread CuttingErin BarryNo ratings yet
- G33 ThreadingDocument8 pagesG33 ThreadingAvinash KumarNo ratings yet
- G CODES For VMC and HMCDocument4 pagesG CODES For VMC and HMCNIkhilesh100% (1)
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- Threading ManualDocument17 pagesThreading ManualGerman Lobo SNo ratings yet
- Shear Conn - Extended Fin Plate - 20.02.06Document5 pagesShear Conn - Extended Fin Plate - 20.02.06ALWIN ROJER BINNI VNo ratings yet
- Haasmill g02 g03Document6 pagesHaasmill g02 g03anwar anwaryNo ratings yet
- Tech - C 2 PDFDocument3 pagesTech - C 2 PDFjuanNo ratings yet
- PSC Pole Calculation Sheet PDFDocument2 pagesPSC Pole Calculation Sheet PDFgopi nowpadaNo ratings yet
- EXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CycleDocument9 pagesEXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CyclegowthamakNo ratings yet
- Catia V5 - Tutorial-Worm PDFDocument6 pagesCatia V5 - Tutorial-Worm PDFNguyen Van LyNo ratings yet
- TornoDocument48 pagesTornoJesus GarciaNo ratings yet
- G76 Cutting Methods P1-P4: More Detailed P1-P4 InformationDocument2 pagesG76 Cutting Methods P1-P4: More Detailed P1-P4 InformationSandip JawalkarNo ratings yet
- G Code:-: CNC Lathe G & M CodesDocument3 pagesG Code:-: CNC Lathe G & M CodesCIPETNo ratings yet
- Spur GearDocument31 pagesSpur GearyashchopraNo ratings yet
- Designing Parametric Worms ..Document10 pagesDesigning Parametric Worms ..gms.mark1170100% (1)
- Thread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaDocument6 pagesThread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaHARISH VERMANo ratings yet
- Cannedcycle 180102172200Document27 pagesCannedcycle 180102172200WernerNo ratings yet
- GRS Ce0258-1a PDFDocument12 pagesGRS Ce0258-1a PDFNguyễn Phương NamNo ratings yet
- Insert Plate: Forging Projection Calculations Div.1Document5 pagesInsert Plate: Forging Projection Calculations Div.1Mudasir MughalNo ratings yet
- 5 - Threaded Fasteners PDFDocument60 pages5 - Threaded Fasteners PDFPradyunn HoraNo ratings yet
- Fly Brace DesignDocument3 pagesFly Brace Designtekla gom-lua groupNo ratings yet
- BoltDocument4 pagesBoltMamaru Nibret DesyalewNo ratings yet
- PIle FoundationDocument6 pagesPIle FoundationsaravananNo ratings yet
- Calculation of Additional BeamDocument7 pagesCalculation of Additional BeamYaserNo ratings yet
- Perhitungan Sambungan Baut Profil SikuDocument12 pagesPerhitungan Sambungan Baut Profil Sikuberangketr100% (1)
- Vibration Analysis - Single Pass: Use FEET and INCHES As Measurements OnlyDocument4 pagesVibration Analysis - Single Pass: Use FEET and INCHES As Measurements OnlySIDI ahmedou yahyaNo ratings yet
- WalterGPS Report 2023-12-22Document4 pagesWalterGPS Report 2023-12-22lanhtraitim81No ratings yet
- Engranes NomenclaturaDocument19 pagesEngranes Nomenclaturadavid mesiasNo ratings yet
- Tapers and ScrewDocument7 pagesTapers and Screwstolen mechieducNo ratings yet
- 02tap Chamfer FormsDocument9 pages02tap Chamfer FormsdiaboloboyNo ratings yet
- G76 DetailsDocument1 pageG76 DetailsPeter HodgsonNo ratings yet
- Spot Welding Strength CalculationDocument14 pagesSpot Welding Strength CalculationVenkateswaran venkateswaranNo ratings yet
- Thread G76Document4 pagesThread G76winkymanNo ratings yet
- Fanuc CNC Lathe ProgrammingDocument3 pagesFanuc CNC Lathe Programmingnaborcuellar100% (1)
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- B 106 Series: The NoteDocument2 pagesB 106 Series: The NoteLarge Hadron ColliderNo ratings yet
- Qualification of Personel and ProceduresDocument10 pagesQualification of Personel and ProceduresDaniel Imanuel TangkauNo ratings yet
- Cylindrical Roller Bearing: Schaeffler IDDocument1 pageCylindrical Roller Bearing: Schaeffler IDAbdul MoizNo ratings yet
- Baja BroDocument55 pagesBaja BroAdib FananiNo ratings yet
- Hitachi ProgramDocument47 pagesHitachi ProgramCristi NicaNo ratings yet
- Steel ColumnDocument4 pagesSteel ColumnsansamNo ratings yet
- 3.0 RIVETED JOINTS - Eccentric LoadingDocument9 pages3.0 RIVETED JOINTS - Eccentric Loadingbutukiprop68372No ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Design of Beam (Classical Approach) .1Document24 pagesDesign of Beam (Classical Approach) .1Udhasu NayakNo ratings yet
- P 7.8a, 7.8B 7.8CDocument23 pagesP 7.8a, 7.8B 7.8Csyahmi samirNo ratings yet
- Common G-Codes For CNC MachinesDocument7 pagesCommon G-Codes For CNC Machinesvijay nayakNo ratings yet
- Beam To Beam Bolted Moment End Plate Connection - Sample Calculation (As 4100)Document4 pagesBeam To Beam Bolted Moment End Plate Connection - Sample Calculation (As 4100)Tiam MarapeNo ratings yet
- Envision 3X140 Cutting ChartDocument1 pageEnvision 3X140 Cutting ChartAmit JanaNo ratings yet
- Vdocuments - MX - Manualbolsoserieipdf Fanuc o Opertion Maintenance Manual Hasta PG 135Document65 pagesVdocuments - MX - Manualbolsoserieipdf Fanuc o Opertion Maintenance Manual Hasta PG 135Metalurgica VISILUNo ratings yet
- Manual de Tambores de Gorra Tajima PDFDocument24 pagesManual de Tambores de Gorra Tajima PDFDidier TorresNo ratings yet
- UniPunch SystemDocument52 pagesUniPunch Systemmohammad2k2No ratings yet
- ASM2011LO Captured Screw CatalogDocument294 pagesASM2011LO Captured Screw CatalogArjun PanditNo ratings yet
- pRICE LISTDocument3 pagespRICE LISTJohn ChristopherNo ratings yet
- CASTING Design GuideDocument54 pagesCASTING Design GuideXin Yu75% (4)
- Hand Operated Die PunchDocument4 pagesHand Operated Die PunchRaman GuptaNo ratings yet
- Surface Grinding 440 C StainlessDocument3 pagesSurface Grinding 440 C StainlesstomychalilNo ratings yet
- Djj10033 Chapter 2Document30 pagesDjj10033 Chapter 2YogenNo ratings yet
- SOP Flow ChartDocument3 pagesSOP Flow Chartuniformwork draftingNo ratings yet
- Welding SymbolsDocument21 pagesWelding SymbolsAsaad Mohamed100% (1)
- Casting Methods 2015Document41 pagesCasting Methods 2015Bassel AlshamiNo ratings yet
- 6 - Specifications Ductile Cast UronDocument3 pages6 - Specifications Ductile Cast UronFabFabFabFabNo ratings yet
- MCQ Paper Set 1Document5 pagesMCQ Paper Set 1ViJay SabHaya0% (1)
- IonBond Multi-Purpose CoatingsDocument2 pagesIonBond Multi-Purpose CoatingsMike SuttenbergNo ratings yet
- Report Arc WeldingDocument4 pagesReport Arc WeldingFaris Kadesh50% (2)
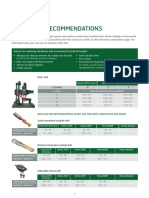
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- Casting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Document7 pagesCasting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Munem ShahriarNo ratings yet
- MACHINE WORKSHOP AssignmentDocument14 pagesMACHINE WORKSHOP Assignmentsaiq kamranNo ratings yet
- AS200 200L SeriesDocument24 pagesAS200 200L Seriescoronaqc100% (1)
- Welding QuizDocument5 pagesWelding QuizHamza NoumanNo ratings yet
- Okuma Multi TareasDocument17 pagesOkuma Multi Tareasrafael bautista MejiaNo ratings yet
- Tolerances and AllowancesDocument11 pagesTolerances and AllowancesjamesmagnaNo ratings yet
- CK 45 (Germany / DIN) : Material PropertiesDocument5 pagesCK 45 (Germany / DIN) : Material PropertiesmiladrahimianNo ratings yet
- 2867 Case HardeningDocument1 page2867 Case HardeningEr Sukhwinder SinghNo ratings yet
- CNC Guide Book PDFDocument256 pagesCNC Guide Book PDFYounes Elhamri100% (1)
- DustpanDocument12 pagesDustpanSachin KhadkaNo ratings yet
- DataSheets2010 - Datasheet CPM 154 CMv12010Document2 pagesDataSheets2010 - Datasheet CPM 154 CMv12010jobseekeramatxNo ratings yet
- Work Instruction For Gasket Rubber Moulding & Special Process QualificationDocument4 pagesWork Instruction For Gasket Rubber Moulding & Special Process Qualificationanant_z12No ratings yet