ASTM A510 - 02 Steel Wire
ASTM A510 - 02 Steel Wire
Download as pdf or txt
At a glance
Powered by AI
This specification covers general requirements for carbon steel wire rods and uncoated coarse round wire. It defines terms, lists referenced standards, and specifies requirements for testing, certification, packaging, and marking.
This specification covers carbon steel wire rods and uncoated coarse round wire in coils or straightened and cut lengths. It specifies requirements that prevail in case of conflicts between specifications.
Coarse round wires are cold-worked wires between 0.035 and 0.999 inches in diameter produced from hot-rolled wire rods or bars for obtaining a desired size and properties.
You might also like
- Astm A510-20Document7 pagesAstm A510-20Ryan Zhang100% (2)
- Astm B187Document9 pagesAstm B187Plata Elpidio100% (3)
- ASTM A792-10 Specification GalvalumeDocument6 pagesASTM A792-10 Specification GalvalumeSaurabh Gupta0% (2)
- Astm B695 - 2021Document6 pagesAstm B695 - 2021Danny Triwibowo100% (1)
- Astm G101-04 (2020)Document9 pagesAstm G101-04 (2020)AnrStuk50% (2)
- ASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1Document5 pagesASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1David VegaNo ratings yet
- Astm B557Document16 pagesAstm B557unknown171150% (2)
- ASHRAE 2012 Practical Guide To Seismic Restraint Second EditionDocument254 pagesASHRAE 2012 Practical Guide To Seismic Restraint Second EditionGabriel Cifuentes Rosenkranz100% (1)
- Measuring Flatness Characteristics of Steel Sheet Products: Standard Practice ForDocument9 pagesMeasuring Flatness Characteristics of Steel Sheet Products: Standard Practice Forguillermo aponte100% (1)
- Measurement of Hydrogen Embrittlement Threshold in Steel by The Incremental Step Loading TechniqueDocument12 pagesMeasurement of Hydrogen Embrittlement Threshold in Steel by The Incremental Step Loading TechniqueLeo Costa100% (2)
- Astm B308 - B308M 10Document6 pagesAstm B308 - B308M 10Harold NaiborhuNo ratings yet
- Astm F606 PDFDocument16 pagesAstm F606 PDFEnrike Garcia100% (1)
- Astm A90Document5 pagesAstm A90Luis Jaramillo100% (2)
- AISI 1018 Carbon Steel (UNS G10180) : Topics CoveredDocument4 pagesAISI 1018 Carbon Steel (UNS G10180) : Topics CoveredPablo MenendezNo ratings yet
- Tolentino Chapter 1Document12 pagesTolentino Chapter 1Brian Balio100% (2)
- SAP Course For Beginners PDFDocument133 pagesSAP Course For Beginners PDFMuhammad Majid Khan100% (1)
- FRP+Technology Book PDFDocument478 pagesFRP+Technology Book PDFgiridharvzm100% (1)
- ASTM A633 GR E Data Sheet 2012 04 01Document2 pagesASTM A633 GR E Data Sheet 2012 04 01FrancescoGuglielmo100% (1)
- A1030a1030m 11 PDFDocument9 pagesA1030a1030m 11 PDFGonzalo100% (1)
- Astm A751Document5 pagesAstm A751Cristian OtivoNo ratings yet
- Astm B209 B209M (2001)Document26 pagesAstm B209 B209M (2001)Asif ChougleNo ratings yet
- Astm F436M.-11Document5 pagesAstm F436M.-11abhishek yadav100% (1)
- Astm - E1382 PDFDocument24 pagesAstm - E1382 PDFGowtham Vishvakarma100% (1)
- Astm F436M PDFDocument5 pagesAstm F436M PDFEnrique AntonioNo ratings yet
- Astm E415-2008Document9 pagesAstm E415-2008Syamsul AbdullahNo ratings yet
- Astm A245 2020Document5 pagesAstm A245 2020CK Ckkou0% (1)
- Astm A394 PDFDocument6 pagesAstm A394 PDFedue slip100% (1)
- Astm A568 A568m 09Document10 pagesAstm A568 A568m 09Shailendra SharmaNo ratings yet
- Astm A1011-A1011mDocument8 pagesAstm A1011-A1011mCeliaNo ratings yet
- Astm A827-14Document3 pagesAstm A827-14Артем Титов100% (1)
- Aerospace CustomersDocument3 pagesAerospace CustomersSinan YıldızNo ratings yet
- High Tensile FastenersDocument1 pageHigh Tensile FastenersSandeep Kumar0% (1)
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- Astm A 240 2019Document12 pagesAstm A 240 2019geraldo leoncio100% (1)
- Astm G101-04 PDFDocument8 pagesAstm G101-04 PDFJoel Angel100% (1)
- Astm B 221 - 05Document12 pagesAstm B 221 - 05Anonymous rmbxeKnS100% (1)
- Astm A101 PDFDocument8 pagesAstm A101 PDFtrjithinrajNo ratings yet
- Astm b232 AcsrcarreteDocument17 pagesAstm b232 AcsrcarreteJorge Silva VelezNo ratings yet
- A 247 - 17 PDFDocument13 pagesA 247 - 17 PDFأسامة وحيد الدين رمضان100% (1)
- Iso 6157-1 1988Document12 pagesIso 6157-1 1988Ricardo VitorianoNo ratings yet
- Astm E155Document4 pagesAstm E155王玮No ratings yet
- Astm A239Document3 pagesAstm A239christophe_guntzNo ratings yet
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- Astm F1554 20Document5 pagesAstm F1554 20dguerrero83cuentasNo ratings yet
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- Astm F1470-19Document6 pagesAstm F1470-19Gary CabelloNo ratings yet
- Astm F606.F606M-2021Document19 pagesAstm F606.F606M-2021singaravelan narayanasamyNo ratings yet
- Astm B 498Document5 pagesAstm B 498Nirmal WiresNo ratings yet
- Astm A512Document7 pagesAstm A512Rathi TwNo ratings yet
- Astm E353Document33 pagesAstm E353Naufal Ghifari Rahmat88% (8)
- E381 17Document5 pagesE381 17nishanth100% (1)
- Sno Product Indian British German American Japanese RussianDocument6 pagesSno Product Indian British German American Japanese Russianyoge1130No ratings yet
- Astm A772 PDFDocument4 pagesAstm A772 PDFCristian OtivoNo ratings yet
- Comaparação A572 G50-A992Document4 pagesComaparação A572 G50-A992Tiago CastelaniNo ratings yet
- Astm-A153 PDFDocument1 pageAstm-A153 PDFTarkeshwar MallNo ratings yet
- ASTM E8 E8M 2021 Tension Testing of Metallic MaterialsDocument30 pagesASTM E8 E8M 2021 Tension Testing of Metallic MaterialsSuvro ChakrabortyNo ratings yet
- ASTM A588 A588M-97a PDFDocument2 pagesASTM A588 A588M-97a PDFEdisson Cordova100% (1)
- Astm B124-1996Document10 pagesAstm B124-1996Thongchai AtinaruemitNo ratings yet
- Astm A307-14Document6 pagesAstm A307-14Xamir Suarez Alejandro100% (2)
- ASTM D 3359 - 97 Standard Test Methods For Measuring Adhesion by Tape Test PDFDocument7 pagesASTM D 3359 - 97 Standard Test Methods For Measuring Adhesion by Tape Test PDFAlfredoNo ratings yet
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocument5 pagesASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- A641 PDFDocument5 pagesA641 PDFandresNo ratings yet
- A240m 14Document14 pagesA240m 14AFQBAVQ2EFCQF31FNo ratings yet
- A510MDocument7 pagesA510MIlka RaffaelliNo ratings yet
- ASTM A510 - 13 Steel WireDocument6 pagesASTM A510 - 13 Steel WireRamirez IndelebleNo ratings yet
- Hydraulic FluidsDocument20 pagesHydraulic FluidsRamirez Indeleble100% (1)
- SAE USCAR-5 Dated 11-1997 Hydrogen Embrittlement PDFDocument3 pagesSAE USCAR-5 Dated 11-1997 Hydrogen Embrittlement PDFRamirez IndelebleNo ratings yet
- SAE USCAR-5 Dated 11-1997 Hydrogen Embrittlement PDFDocument3 pagesSAE USCAR-5 Dated 11-1997 Hydrogen Embrittlement PDFRamirez IndelebleNo ratings yet
- SAE MS1006 Dated 7-2001 Spindle Bearing LubricantDocument11 pagesSAE MS1006 Dated 7-2001 Spindle Bearing LubricantRamirez IndelebleNo ratings yet
- P6100HEDocument1 pageP6100HERamirez Indeleble0% (1)
- Kepware Plus Installation GuideDocument13 pagesKepware Plus Installation GuideElbari OmarNo ratings yet
- Financial Forecasts and Determination of Financial Feasibility BTLED STUDDocument23 pagesFinancial Forecasts and Determination of Financial Feasibility BTLED STUDjared catanguiNo ratings yet
- BS5400!5!1979-Code of Practice For Design of Composite BridgesDocument40 pagesBS5400!5!1979-Code of Practice For Design of Composite BridgesUKPENWU OLOCHENo ratings yet
- BSRIA - Blue Book (2009 Data Sets)Document109 pagesBSRIA - Blue Book (2009 Data Sets)Rui100% (1)
- PC Poles: DescriptionDocument2 pagesPC Poles: DescriptionSantoso SantNo ratings yet
- S-Final Swara Black Book Project New-1Document97 pagesS-Final Swara Black Book Project New-1Swara MaliNo ratings yet
- Reece, Haley PDFDocument5 pagesReece, Haley PDFHaley ReeceNo ratings yet
- Syndicate ConceptDocument2 pagesSyndicate ConceptCsapó ÁlmosNo ratings yet
- Sample Document Style GuideDocument8 pagesSample Document Style Guidesubagja100% (1)
- (Your Name, Address) (Developer's Name & Address) (Date) : ImportantDocument1 page(Your Name, Address) (Developer's Name & Address) (Date) : ImportantJose JoseNo ratings yet
- SPE-180376-MS Optimization of CO - EOR Process in Partially Depleted Oil ReservoirsDocument17 pagesSPE-180376-MS Optimization of CO - EOR Process in Partially Depleted Oil Reservoirsoppai.gaijinNo ratings yet
- AMAZON WEB SERVICES, INC., v. UNITED STATES OF AMERICA 112219 Document 10Document3 pagesAMAZON WEB SERVICES, INC., v. UNITED STATES OF AMERICA 112219 Document 10Jordan NovetNo ratings yet
- Product Maintenance IRDocument80 pagesProduct Maintenance IRcarlos ceNo ratings yet
- How To - Configure SSL VPN in CyberoamDocument9 pagesHow To - Configure SSL VPN in CyberoamPeter Mugogo KaranjaNo ratings yet
- Citations For Images & QuotesDocument17 pagesCitations For Images & Quotesejidsf55No ratings yet
- 99 AcresDocument24 pages99 AcresManish Punjabi100% (1)
- Bakytkerey MadiDocument5 pagesBakytkerey Madibakytkerey.mNo ratings yet
- Sewer Networks and Pump Stations: Published By: Suruhanjaya Perkhidmatan Air Negara (SPAN)Document165 pagesSewer Networks and Pump Stations: Published By: Suruhanjaya Perkhidmatan Air Negara (SPAN)Mohd Musa Hashim83% (6)
- An Organization Study at Strides Pharma Limited 2Document59 pagesAn Organization Study at Strides Pharma Limited 2Harshith KNo ratings yet
- Brochure Model 86Document2 pagesBrochure Model 86Smartjet AmericaNo ratings yet
- Abstract Fly Ash MLPDocument2 pagesAbstract Fly Ash MLPGaya Jaya Coating IndonesiaNo ratings yet
- Trinity Laban Programme SpecificationDocument17 pagesTrinity Laban Programme SpecificationAislingNo ratings yet
- SinoColor DX 8 Printer Machine User ManualDocument24 pagesSinoColor DX 8 Printer Machine User ManualJosé Ramón TorresNo ratings yet
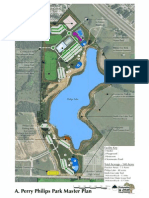
- Perry Philips Park Master PlanDocument1 pagePerry Philips Park Master PlanColumbia Daily TribuneNo ratings yet
- Principles For Controlling HarmonicsDocument7 pagesPrinciples For Controlling HarmonicsEyad A. FeilatNo ratings yet
- Ders Saati̇Document16 pagesDers Saati̇bilgetercihNo ratings yet