Protective & Marine Coatings: Acrolon™ 218 Hs
Protective & Marine Coatings: Acrolon™ 218 Hs
Download as pdf or txt
You might also like
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
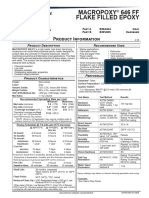
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- DTM Acrlylic CoatingDocument4 pagesDTM Acrlylic CoatingNestorNo ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSUtomoNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDScrisNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSTrịnh Minh KhoaNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
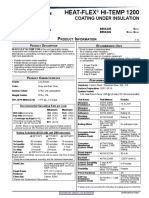
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSbhushanrajput26No ratings yet
- Industrial Enamel HS: Protective & Marine CoatingsDocument4 pagesIndustrial Enamel HS: Protective & Marine CoatingsAna CabreraNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDSAchraf BoudayaNo ratings yet
- Carboguard 635: Selection & Specification DataDocument5 pagesCarboguard 635: Selection & Specification DataPrakashNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- Workshop 2 - Zinc Clad III PDSDocument4 pagesWorkshop 2 - Zinc Clad III PDSbuitems11No ratings yet
- Bel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1Document2 pagesBel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1xxx yyyNo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Carboguard 1207 PDSDocument4 pagesCarboguard 1207 PDSmartinbeyerNo ratings yet
- Pipeclad 5000Document4 pagesPipeclad 5000skychurchNo ratings yet
- Phenoline 187 Finish PDSDocument5 pagesPhenoline 187 Finish PDSQuy RomNo ratings yet
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- Carboguard 60: Selection & Specification DataDocument5 pagesCarboguard 60: Selection & Specification Databalangce1No ratings yet
- 400 UkDocument4 pages400 UkAhmed IbrahimNo ratings yet
- Corcote HCR FFDocument4 pagesCorcote HCR FFRase Valdivia YacilaNo ratings yet
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
- MyPDF 3Document2 pagesMyPDF 3nikenNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- Belzona 1321: Product Specification SheetDocument2 pagesBelzona 1321: Product Specification Sheetmehdi kamaliNo ratings yet
- Targuard Coal Tar EpoxyDocument4 pagesTarguard Coal Tar EpoxyGleen CabigasNo ratings yet
- Carboguard 890 GFDocument4 pagesCarboguard 890 GFDuongthithuydungNo ratings yet
- Offshore Painting Cycle C5M - HDocument13 pagesOffshore Painting Cycle C5M - HhohnzimhlnrftumftrNo ratings yet
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- Belzona 1121: Product Specification SheetDocument2 pagesBelzona 1121: Product Specification SheetQuy RomNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- Spectracron 110 FD Alkyd Enamel PDFDocument2 pagesSpectracron 110 FD Alkyd Enamel PDFSatish Vishnubhotla0% (1)
- Product Specification Sheet Belzona 1111Document2 pagesProduct Specification Sheet Belzona 1111Quy RomNo ratings yet
- Heat-Flex HI-TEMP 1200: Protective & Marine CoatingsDocument4 pagesHeat-Flex HI-TEMP 1200: Protective & Marine CoatingsAna CabreraNo ratings yet
- Industrial Enamel HS: Protective & Marine CoatingsDocument4 pagesIndustrial Enamel HS: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Hi-Solids Alkyd Metal PrimerDocument4 pagesProtective & Marine Coatings: Hi-Solids Alkyd Metal PrimerAna CabreraNo ratings yet
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- Industrial Aluminum Paint: Protective & Marine CoatingsDocument4 pagesIndustrial Aluminum Paint: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Sher-Clear™Document4 pagesProtective & Marine Coatings: Sher-Clear™Ana CabreraNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Wash PrimerDocument4 pagesProtective & Marine Coatings: DTM Wash PrimerAna CabreraNo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- The Six Types of Chemical Reaction PDFDocument3 pagesThe Six Types of Chemical Reaction PDFNation buildersNo ratings yet
- European Catalog Air Preparation Delta Filter 901 G 3 8 g2 Asco en 7003046Document12 pagesEuropean Catalog Air Preparation Delta Filter 901 G 3 8 g2 Asco en 7003046giovanni1912No ratings yet
- 3M Scotchlite Reflective Material Fabrics - TDS April, 2018.Document8 pages3M Scotchlite Reflective Material Fabrics - TDS April, 2018.Ricardo GutiérrezNo ratings yet
- Isolation and Purification of Kava Lactones by High Performance Centrifugal Partition ChromatographyDocument8 pagesIsolation and Purification of Kava Lactones by High Performance Centrifugal Partition ChromatographyMenoddin shaikhNo ratings yet
- Astm F436 F436M 19Document4 pagesAstm F436 F436M 19Kalanithi GKNo ratings yet
- Powerdrive JRDocument3 pagesPowerdrive JRLi ChianNo ratings yet
- Ochure PDFDocument8 pagesOchure PDFSachin DarneNo ratings yet
- Chap-1-2 ExtractionDocument73 pagesChap-1-2 Extractionlishan asefaNo ratings yet
- A MTL Pro 000 38673 CDocument21 pagesA MTL Pro 000 38673 CHussein Adnan FneishNo ratings yet
- Catalogo Sirio Inglese2020Document28 pagesCatalogo Sirio Inglese2020Refka BlelNo ratings yet
- R210(India)_SM (1)Document500 pagesR210(India)_SM (1)julio cesarNo ratings yet
- PT Astm e 1417-12Document11 pagesPT Astm e 1417-12Carlos AcostaNo ratings yet
- TB Fixers E6 - 01-09Document14 pagesTB Fixers E6 - 01-09Jon Be GoodNo ratings yet
- Product Data Sheet Silica Gel WitDocument1 pageProduct Data Sheet Silica Gel WitDan CosacNo ratings yet
- Catalytic Hydrogenation of Fatty OilDocument13 pagesCatalytic Hydrogenation of Fatty OilAina Afiqah RoslanNo ratings yet
- Hydrocarbons: 1-6-2021 Organic 1 - Introducton - Dr. Ahmed M El-Morsy 1Document14 pagesHydrocarbons: 1-6-2021 Organic 1 - Introducton - Dr. Ahmed M El-Morsy 1Hasen umerNo ratings yet
- Checkpoint Past Papers-1-254Document254 pagesCheckpoint Past Papers-1-254nadyarsrg100% (7)
- Mixed Amine Solutions For Gas SweeteningDocument16 pagesMixed Amine Solutions For Gas SweeteningmvhkumarNo ratings yet
- Rhodium Plating: Dr. Ronald J. MorrisseyDocument1 pageRhodium Plating: Dr. Ronald J. Morrisseyامين الدينNo ratings yet
- Chemical Process Technology Laboratory Manual: 5 SemesterDocument7 pagesChemical Process Technology Laboratory Manual: 5 Semesterjoshi madhavNo ratings yet
- Automotive Glass Thick Film Conductor PasteDocument5 pagesAutomotive Glass Thick Film Conductor PastebahramrezaeiNo ratings yet
- STRUCTURESDocument9 pagesSTRUCTURESanikeemmancyNo ratings yet
- API-Vol-4 Pippali APIDocument2 pagesAPI-Vol-4 Pippali APIshanayamittal.29No ratings yet
- CHEMISTRY-15-10-11th (PQRS) Code-A SOLUTIONDocument11 pagesCHEMISTRY-15-10-11th (PQRS) Code-A SOLUTIONRaju SinghNo ratings yet
- Immuno HistochemistryDocument26 pagesImmuno HistochemistrySAMMYNo ratings yet
- Bulletin 4002 O&M Manual For CL-16-26-56 Revised 10-15-2014Document15 pagesBulletin 4002 O&M Manual For CL-16-26-56 Revised 10-15-2014Docente 361 UMECITNo ratings yet
- Microwave-Assisted Extraction of Flavonoids From Chinese Herb Radix Puerariae (Ge Gen)Document5 pagesMicrowave-Assisted Extraction of Flavonoids From Chinese Herb Radix Puerariae (Ge Gen)nabilahNo ratings yet
- Weldfast™ CL-200 or CL-200QS Adhesive Kit: Storage of Adhesive KitsDocument4 pagesWeldfast™ CL-200 or CL-200QS Adhesive Kit: Storage of Adhesive KitsFernando Cesar PérezNo ratings yet
- Acnibio BC7Document3 pagesAcnibio BC7Yousry ElgazarNo ratings yet
- Acid and Bases: Arrhenius HypothesisDocument26 pagesAcid and Bases: Arrhenius HypothesisBackup AccountNo ratings yet