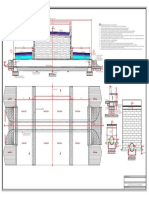
DETAIL-'1': SECTION '6-6' (Showing Reinf.) SECTION '5-5' (Showing Reinf) Typical Detail of Hand Rail at Fob
DETAIL-'1': SECTION '6-6' (Showing Reinf.) SECTION '5-5' (Showing Reinf) Typical Detail of Hand Rail at Fob
Download as pdf or txt
You might also like
- Risk Assessment MicrotunnelingDocument7 pagesRisk Assessment Microtunnelingmohamed ghalyNo ratings yet
- Section of Cable Trench: Y.L Y.LDocument1 pageSection of Cable Trench: Y.L Y.LKunal ChhatlaniNo ratings yet
- P92-4998 Harness Aftertreatment PDFDocument4 pagesP92-4998 Harness Aftertreatment PDFDiego LiraNo ratings yet
- TR121 0R TR221 - 8112W00077Document1 pageTR121 0R TR221 - 8112W00077Dave ChaudhuryNo ratings yet
- Slab Culvert 2m ModelDocument1 pageSlab Culvert 2m ModelMonjit Gogoi100% (1)
- Field Assembly Manual: Dump TruckDocument370 pagesField Assembly Manual: Dump TruckTiago Rodrigues100% (1)
- D8.1M 2007PV PDFDocument5 pagesD8.1M 2007PV PDFkhadtarpNo ratings yet
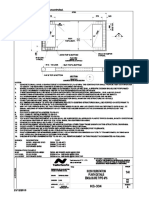
- KS-304 Kiosk Substation Plinth Details Enclosure Type 4-15Document1 pageKS-304 Kiosk Substation Plinth Details Enclosure Type 4-15RickNo ratings yet
- RCC Design & DetailsDocument1 pageRCC Design & DetailsKanhaiya PanwarNo ratings yet
- ART500 HorizontalDocument1 pageART500 HorizontalPuji PawokoNo ratings yet
- Beam PDFDocument1 pageBeam PDFPaschal MazikuNo ratings yet
- BeamDocument1 pageBeamPaschal MazikuNo ratings yet
- Final Structural DWG of Public ToiletDocument5 pagesFinal Structural DWG of Public ToiletSalin ShresthaNo ratings yet
- MR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSDocument1 pageMR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSMr. SinghNo ratings yet
- Mezzanine FloorDocument1 pageMezzanine FloorHarshit KesarwaniNo ratings yet
- 10m-300dan Concrete PoleDocument1 page10m-300dan Concrete Polenigerluv100% (3)
- Section A-A Scale 1: 1: Exterieur PoigneeDocument4 pagesSection A-A Scale 1: 1: Exterieur PoigneezizouhicheNo ratings yet
- Trolley RefugeDocument1 pageTrolley RefugesidhaksinghbhattiNo ratings yet
- Planos LTM 1100Document166 pagesPlanos LTM 1100Milagros Herrera100% (3)
- Mark Up Holding Ss WWTP 2Document1 pageMark Up Holding Ss WWTP 2rhynaka23No ratings yet
- Fence 8 M (2-2)Document1 pageFence 8 M (2-2)s.nanaahNo ratings yet
- Allorde - S1Document1 pageAllorde - S1flor johnNo ratings yet
- GARLOCKSPIRALWOUNDDocument4 pagesGARLOCKSPIRALWOUNDjose manuel perez gomezNo ratings yet
- Ign Rfa Mep CSD 010.3Document1 pageIgn Rfa Mep CSD 010.3Abdul KarimNo ratings yet
- HCL Coil 12 MT Megatherm-ModelDocument1 pageHCL Coil 12 MT Megatherm-ModelSAIKAT KARMAKARNo ratings yet
- Ormo Engneers: India Limited A Manhole With DavitDocument2 pagesOrmo Engneers: India Limited A Manhole With DavitsahilNo ratings yet
- This Site: Going TO Digos City ProperDocument14 pagesThis Site: Going TO Digos City ProperJude Darwin EmanoNo ratings yet
- R0 - All Structural Details - Foundation 15.11.22-A2-ANCHOR BOLT DETAILS (02 OF 02)Document1 pageR0 - All Structural Details - Foundation 15.11.22-A2-ANCHOR BOLT DETAILS (02 OF 02)Farhan DanishNo ratings yet
- Curtain Wall & Crash Barrier DrawingDocument1 pageCurtain Wall & Crash Barrier DrawingSharun ShajiNo ratings yet
- Drrdock Repair Jobs (Excluding DD Routines) No 1Document15 pagesDrrdock Repair Jobs (Excluding DD Routines) No 1Amit Raj AnandNo ratings yet
- ClariflocculatorDocument1 pageClariflocculatorPabitra Kumar PuhanNo ratings yet
- Les PDFDocument196 pagesLes PDFNeeraj Singh0% (1)
- HYD007-URC-A1-TF-SD-S-0006 - Rev 01Document1 pageHYD007-URC-A1-TF-SD-S-0006 - Rev 01Nithya priyaNo ratings yet
- RB 624590 007Document1 pageRB 624590 007Er Md AamirNo ratings yet
- Mir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickDocument1 pageMir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickanilNo ratings yet
- Slab 3 BDocument1 pageSlab 3 BPrakash GunasekaranNo ratings yet
- Structural Detailing of (G+2) Residential Apartment: Notes and SpecificationDocument1 pageStructural Detailing of (G+2) Residential Apartment: Notes and SpecificationSUBHADIP KARANNo ratings yet
- Brace DetailDocument1 pageBrace DetailAnonymous YW5mvpNo ratings yet
- 12M-LP-DESIGN-STRL+FDN RevDocument9 pages12M-LP-DESIGN-STRL+FDN RevSANJeEVNo ratings yet
- 1 ST - Generral NotesDocument1 page1 ST - Generral Notesmandeep gautamNo ratings yet
- A B C 4850 4850 9700 A1: Revision No. byDocument1 pageA B C 4850 4850 9700 A1: Revision No. byPaschal MazikuNo ratings yet
- Quantity L15A L15B: Saudi Basic Industries CorporationDocument1 pageQuantity L15A L15B: Saudi Basic Industries CorporationDessouki SamakNo ratings yet
- Quantity L15A L15B: Saudi Basic Industries CorporationDocument1 pageQuantity L15A L15B: Saudi Basic Industries CorporationDessouki SamakNo ratings yet
- Soil Machine Dynamics LTD: SCALE: 1: 15Document1 pageSoil Machine Dynamics LTD: SCALE: 1: 15jsNo ratings yet
- Detail - A Typical Plan For Module Mounting Structure: Section 1-1Document1 pageDetail - A Typical Plan For Module Mounting Structure: Section 1-1Spandan MurthyNo ratings yet
- Working Drawings Riprap-A2Document1 pageWorking Drawings Riprap-A2minchin talanganNo ratings yet
- B1 PDFDocument1 pageB1 PDFSuman RoyNo ratings yet
- Capacidad de 300 KG A 2000 KG: Células de CargaDocument2 pagesCapacidad de 300 KG A 2000 KG: Células de CargaMetano TanoNo ratings yet
- 2124 V5014 DRG 004 - 0 - CFDocument1 page2124 V5014 DRG 004 - 0 - CFSilver PhiriNo ratings yet
- GA Stang Fire MonitorDocument1 pageGA Stang Fire MonitorDAN DANINo ratings yet
- Zahroof Valves Inc 8535-N Jackrabbit Road, Houston 77095, TX, USADocument2 pagesZahroof Valves Inc 8535-N Jackrabbit Road, Houston 77095, TX, USAMohamed Ashraf SolimanNo ratings yet
- Foundation Plan Column Footing DetailDocument1 pageFoundation Plan Column Footing Detailparkrocky0No ratings yet
- Propshafts & Couplings: B E A R M A C HDocument31 pagesPropshafts & Couplings: B E A R M A C HJoao Espada100% (3)
- ORISSA SCHOOL (STR-ARCH) - Model - pdf73Document1 pageORISSA SCHOOL (STR-ARCH) - Model - pdf73NISHIKANTA MONDALNo ratings yet
- 8M LP Design STRL+FDNDocument9 pages8M LP Design STRL+FDNSANJeEVNo ratings yet
- Section B-B: Foundation Details For Gas Driven Engine CompressorDocument1 pageSection B-B: Foundation Details For Gas Driven Engine CompressorChandrakant GiddeNo ratings yet
- General NotesDocument1 pageGeneral NotesKishor GavaliNo ratings yet
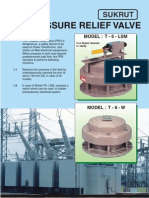
- Pressure Relief Valve-NewDocument4 pagesPressure Relief Valve-Newnikaro1989No ratings yet
- ModelDocument1 pageModelShady RainNo ratings yet
- Cylindrical Pins Is-2393Document2 pagesCylindrical Pins Is-2393Rajasekaran MuruganNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- July-2020 CDRDocument3 pagesJuly-2020 CDRShivam SharmaNo ratings yet
- No. G47A2: Scale 1:50,000Document1 pageNo. G47A2: Scale 1:50,000Shivam SharmaNo ratings yet
- May - 2021.cdrDocument24 pagesMay - 2021.cdrShivam SharmaNo ratings yet
- Toilet Plan MorthDocument1 pageToilet Plan MorthShivam SharmaNo ratings yet
- Amendments 2017 (IRC-6, 22,83 'Spherical and Cylindrical Bearing' &112)Document24 pagesAmendments 2017 (IRC-6, 22,83 'Spherical and Cylindrical Bearing' &112)Shivam SharmaNo ratings yet
- UntitledDocument1 pageUntitledShivam SharmaNo ratings yet
- Reinforcement Detail of SlabDocument1 pageReinforcement Detail of SlabShivam SharmaNo ratings yet
- Pedestrain Guard RailDocument1 pagePedestrain Guard RailShivam SharmaNo ratings yet
- No. G47A5: Scale 1:50,000Document1 pageNo. G47A5: Scale 1:50,000Shivam SharmaNo ratings yet
- 2 Row HPC For BC SoilDocument1 page2 Row HPC For BC SoilShivam SharmaNo ratings yet
- Detail of Abutment and PierDocument1 pageDetail of Abutment and PierShivam SharmaNo ratings yet
- Detail of RCC SlabDocument1 pageDetail of RCC SlabShivam SharmaNo ratings yet
- No. G47A1: Scale 1:50,000Document1 pageNo. G47A1: Scale 1:50,000Shivam SharmaNo ratings yet
- HPC at VUP TransitionDocument1 pageHPC at VUP TransitionShivam SharmaNo ratings yet
- Gad (PCC Sub Structure) 3X10.0Document1 pageGad (PCC Sub Structure) 3X10.0Shivam SharmaNo ratings yet
- 1X12X5.5 Vup PDFDocument55 pages1X12X5.5 Vup PDFShivam SharmaNo ratings yet
- Reinforcement Details of End DiaphragmDocument1 pageReinforcement Details of End DiaphragmShivam SharmaNo ratings yet
- HPC VupDocument1 pageHPC VupShivam SharmaNo ratings yet
- Lower GodavariDocument10 pagesLower GodavariShivam SharmaNo ratings yet
- Compendium On National Highway, CRF EtcDocument427 pagesCompendium On National Highway, CRF EtcShivam SharmaNo ratings yet
- Plan (Showing RCC Pedestal and Elastomeric BearingDocument1 pagePlan (Showing RCC Pedestal and Elastomeric BearingShivam SharmaNo ratings yet
- Introduction To Mellin Transforms Part - 01Document5 pagesIntroduction To Mellin Transforms Part - 01Shivam SharmaNo ratings yet
- (Near Mid Span) (Near Support) X-Section of Precast RCC Girder Detail-1Document1 page(Near Mid Span) (Near Support) X-Section of Precast RCC Girder Detail-1Shivam SharmaNo ratings yet
- Deletion of Provision For IMS - DT 27-01-22Document2 pagesDeletion of Provision For IMS - DT 27-01-22Shivam SharmaNo ratings yet
- Design of Straight Retaining Wall For Height 5.5m FROM G.L & NBC 100 KN/SQMDocument24 pagesDesign of Straight Retaining Wall For Height 5.5m FROM G.L & NBC 100 KN/SQMShivam SharmaNo ratings yet
- Effect of Earthquake in BuildingDocument20 pagesEffect of Earthquake in BuildingShivam SharmaNo ratings yet
- Mvse-101 PdeDocument123 pagesMvse-101 PdeShivam SharmaNo ratings yet
- Calculus of VariationDocument21 pagesCalculus of VariationShivam SharmaNo ratings yet
- Introduction To Hankel Transforms Part 1Document6 pagesIntroduction To Hankel Transforms Part 1Shivam SharmaNo ratings yet
- Job Hazard Analysis Site InspectionDocument12 pagesJob Hazard Analysis Site InspectionNonsoufo eze100% (1)
- Ad-90.0-E-02057-Pdf Lighting Protection Details 1Document1 pageAd-90.0-E-02057-Pdf Lighting Protection Details 1mcaslamNo ratings yet
- Steel Quiz: Manual (Document2 pagesSteel Quiz: Manual (Seismotec EngineersNo ratings yet
- RR250 - C30 OmmDocument16 pagesRR250 - C30 OmmturboshaftNo ratings yet
- Cold Facts 2011-FallDocument52 pagesCold Facts 2011-Fallchandushar1604No ratings yet
- Index of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoDocument43 pagesIndex of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoMatheus Pires PereiraNo ratings yet
- Spec Sheet - AirForce 500iDocument4 pagesSpec Sheet - AirForce 500iHobart Welding ProductsNo ratings yet
- 1 s2.0 0308016196000117 MainDocument61 pages1 s2.0 0308016196000117 MainHimanshu ChaudhariNo ratings yet
- RQ 10 Rev. 4 (Maio-2011) - InglêsDocument43 pagesRQ 10 Rev. 4 (Maio-2011) - InglêsMoacir Ramos JuniorNo ratings yet
- Weld TechnicsDocument208 pagesWeld TechnicsSiraj Ahamed ShaikNo ratings yet
- Heatcorrection of KilnDocument4 pagesHeatcorrection of KilnMohamed Shehata100% (2)
- RE EstimateDocument56 pagesRE EstimateAssistant EngineerNo ratings yet
- Copper Staves For Blast Furnaces 2016 PDFDocument18 pagesCopper Staves For Blast Furnaces 2016 PDFkalaiNo ratings yet
- BS 1449-1-11 - 1991Document11 pagesBS 1449-1-11 - 1991ماقوريNo ratings yet
- John Deere Dubuque Factory Specifications I: SteelDocument3 pagesJohn Deere Dubuque Factory Specifications I: SteelGANESH GNo ratings yet
- EN 1993-1-12-2007 Eurocode 3  " Design of Steel Structures  " Part 1-12 Additional Rules For The Extension of EN 1993 Up To Steel Grades S 700Document12 pagesEN 1993-1-12-2007 Eurocode 3  " Design of Steel Structures  " Part 1-12 Additional Rules For The Extension of EN 1993 Up To Steel Grades S 700Gökhan Çiçek100% (1)
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- Filipe Giesteira ResumeDocument2 pagesFilipe Giesteira ResumeFilipe GiesteiraNo ratings yet
- Welding Program Summative Assessment: Technical Skill Attainment Assessment SummaryDocument7 pagesWelding Program Summative Assessment: Technical Skill Attainment Assessment Summaryairbuk doeing100% (1)
- Oferaustria25abril WeldersDocument8 pagesOferaustria25abril WeldersTimeaNo ratings yet
- Poster Welding P VoxXa PDFDocument1 pagePoster Welding P VoxXa PDFඅාරච්චි අයියාNo ratings yet
- Lexique Anglais FrançaisDocument222 pagesLexique Anglais FrançaislordofwarNo ratings yet
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (2)
- ELX 321 MODULE 1 Introduction To RoboticsDocument13 pagesELX 321 MODULE 1 Introduction To RoboticsButs ButitoyNo ratings yet
- Fcaw Welding Guide PDFDocument2 pagesFcaw Welding Guide PDFElizabethNo ratings yet
- General Specification Offshore Platforms Offshore Structures ConstructionDocument89 pagesGeneral Specification Offshore Platforms Offshore Structures Constructionhazopman50% (2)
- Y-7 Yoke: AC/DC Electromagnetic YokeDocument2 pagesY-7 Yoke: AC/DC Electromagnetic YokeImmanuel RajNo ratings yet