Tigacdc200Gd: Operator's Manual
Tigacdc200Gd: Operator's Manual
Download as pdf or txt
You might also like
- TM1553 John Deere 4475, 5575, 6675, 7775 Skid Steer Loaders Technical ManualDocument9 pagesTM1553 John Deere 4475, 5575, 6675, 7775 Skid Steer Loaders Technical Manualtteelsars0% (3)
- Method Statement For Tie inDocument15 pagesMethod Statement For Tie inRachel Flores88% (8)
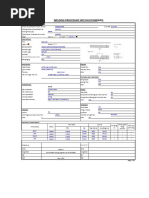
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
- BasicGuitarSetup101-Abridged-May 2015Document16 pagesBasicGuitarSetup101-Abridged-May 2015fadjarsuryanaNo ratings yet
- FS198 WSM C01 - 1Document816 pagesFS198 WSM C01 - 1Case CaseNo ratings yet
- MDM References Exam MDM References Exam: Machine Design & Materials Machine Design & MaterialsDocument39 pagesMDM References Exam MDM References Exam: Machine Design & Materials Machine Design & MaterialsH V100% (2)
- User Manual Iomega SuperSlim (English - 18 Pages)Document3 pagesUser Manual Iomega SuperSlim (English - 18 Pages)Daniel IliescuNo ratings yet
- Container Reach Stacker Safety BookDocument29 pagesContainer Reach Stacker Safety Booksudaryanto100% (3)
- HU0910 Tubemeister 18 Head Servicedocument 1B-1Document32 pagesHU0910 Tubemeister 18 Head Servicedocument 1B-1LittleGaryNo ratings yet
- Iron Sounds Effects Loop Installation GuideDocument7 pagesIron Sounds Effects Loop Installation GuideIronElectronNo ratings yet
- A300 Integrated Amplifier Schematics & Bill of MaterialsDocument14 pagesA300 Integrated Amplifier Schematics & Bill of MaterialsStanislawa PopekNo ratings yet
- 500cc (LT-A500F AM43A 2004-2006) Suzuki ATV Parts ListDocument71 pages500cc (LT-A500F AM43A 2004-2006) Suzuki ATV Parts ListMarkNo ratings yet
- Steinberger R-Trem InstructionsDocument3 pagesSteinberger R-Trem InstructionsMarco Giai LevraNo ratings yet
- AWS - Welding of Cast Iron - Papers PDFDocument365 pagesAWS - Welding of Cast Iron - Papers PDFCarlos Guanipa100% (5)
- (S1) - Project Engineer - Rendra Maha Putra JF - Sriwijaya Univ PDFDocument16 pages(S1) - Project Engineer - Rendra Maha Putra JF - Sriwijaya Univ PDFRendra Maha Putra JfNo ratings yet
- Husqvarna 135Document384 pagesHusqvarna 135zlatoglav46100% (1)
- Service Manual Guitar Amplifier Night Train 15C1 NT15C1: Assembly View: 2 Schematic Diagram: 3 Test Mode: 7 Parts List: 8Document9 pagesService Manual Guitar Amplifier Night Train 15C1 NT15C1: Assembly View: 2 Schematic Diagram: 3 Test Mode: 7 Parts List: 8FouquetNo ratings yet
- BOSS Katana Owner's Manual 2nd EditionDocument13 pagesBOSS Katana Owner's Manual 2nd EditionAlexandru ButurugaNo ratings yet
- Master Tig 200ac 15.07.02Document35 pagesMaster Tig 200ac 15.07.02escop_27No ratings yet
- Firehawk FX Pilot's Guide - English (Rev E)Document16 pagesFirehawk FX Pilot's Guide - English (Rev E)MikkelsNo ratings yet
- MB 500 Owner'S ManualDocument12 pagesMB 500 Owner'S ManualAlessandro GalatiNo ratings yet
- Yellow Jacket Tube Converter Technical InformationDocument9 pagesYellow Jacket Tube Converter Technical InformationAntonioPalloneNo ratings yet
- Distribuidor Mopar 318Document17 pagesDistribuidor Mopar 318Lalo LeloNo ratings yet
- MotorbikesDocument31 pagesMotorbikesjavi_mr100% (1)
- British 18W TMB Manual 20-07-28Document28 pagesBritish 18W TMB Manual 20-07-28Fabio LimaNo ratings yet
- Sgs Cross Reference PDFDocument6 pagesSgs Cross Reference PDFRiccardo LandiNo ratings yet
- Tao Motor Bull 150 Owner S Manual 8-2-19Document80 pagesTao Motor Bull 150 Owner S Manual 8-2-19Jesus Abel LopezNo ratings yet
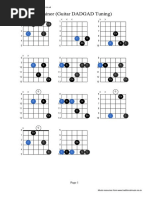
- Guitar (Dadgad) Chords C MinorDocument1 pageGuitar (Dadgad) Chords C MinorAndre Oliveira MendonçaNo ratings yet
- Dimebag Wah ManualDocument9 pagesDimebag Wah ManualCharles MichaelNo ratings yet
- Stairville LED Bar 252 ManualDocument12 pagesStairville LED Bar 252 ManualBlaize110No ratings yet
- CPR1115 30Document12 pagesCPR1115 30Jamie MiddletonNo ratings yet
- Tool Holder DrawingDocument1 pageTool Holder DrawingAndy L100% (1)
- Micro Tower Maps 150909Document12 pagesMicro Tower Maps 150909Luis TorcidaNo ratings yet
- SMX Range: Operating InstructionsDocument28 pagesSMX Range: Operating InstructionsFerran Ros SendraNo ratings yet
- Gallien-Krueger 700rb-Ii SCHDocument48 pagesGallien-Krueger 700rb-Ii SCHBambang KaryantoNo ratings yet
- Di Marzio AccessoriesDocument3 pagesDi Marzio AccessoriesYeissonSanabriaNo ratings yet
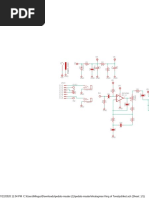
- Electric Guitar PreamplifierDocument1 pageElectric Guitar PreamplifierShrivlsi RamNo ratings yet
- Kot King of Tone Schematic BoardDocument2 pagesKot King of Tone Schematic BoardTia WilliamsNo ratings yet
- f2t29p70n2 PDFDocument484 pagesf2t29p70n2 PDFOmmachine100% (2)
- 013-6000B SisdDocument4 pages013-6000B SisdFrank VenisonNo ratings yet
- Theremin FuzzDocument8 pagesTheremin FuzzAdrianoEngelNo ratings yet
- MG 100 MG 100: Owners ManualDocument6 pagesMG 100 MG 100: Owners ManualGonzalo LarricartNo ratings yet
- Guitar Rig Matt BellamyDocument11 pagesGuitar Rig Matt BellamyChalo CantorNo ratings yet
- PC PCX125Document56 pagesPC PCX125fqdsk100% (1)
- Trainwreck Pacific Transformer DocumentsDocument22 pagesTrainwreck Pacific Transformer DocumentsrythmaccountNo ratings yet
- U Boot V15Document4 pagesU Boot V15Mattia Terri TerrandoNo ratings yet
- Rickenbacker ManualDocument8 pagesRickenbacker ManualLuluNo ratings yet
- Amp Cambridge Azur 551R User Manual EnglishDocument32 pagesAmp Cambridge Azur 551R User Manual EnglishLefḥel AdVitamNo ratings yet
- Lowden Prices 2016Document4 pagesLowden Prices 2016Dennis MurrayNo ratings yet
- 1 Humbucker - 1 Volume 3 Way Mini-Toggle: Series/Split/Parallel SwitchDocument1 page1 Humbucker - 1 Volume 3 Way Mini-Toggle: Series/Split/Parallel SwitchGülbahar100% (1)
- The VW Carburettor: Home Search Disclaimer About Us Contact Us Bookmark UsDocument39 pagesThe VW Carburettor: Home Search Disclaimer About Us Contact Us Bookmark UsGopi RamanNo ratings yet
- Fender SerialsDocument30 pagesFender SerialsrcrathNo ratings yet
- Sangean ATS803A ModDocument43 pagesSangean ATS803A ModAntonius HaryantoNo ratings yet
- Fender Stratocaster 1960sDocument1 pageFender Stratocaster 1960sFikri ma'rufNo ratings yet
- Zoom 1010:: Bluesy TubescreamerDocument10 pagesZoom 1010:: Bluesy TubescreamerFrancisco0% (1)
- CV Carb Tuning: From The Mikuni ManualDocument2 pagesCV Carb Tuning: From The Mikuni ManualAmitabhSaxena100% (1)
- Uts6, Uts6Bi & Uts10Bi Auto Start Instructions - Honda: CautionDocument2 pagesUts6, Uts6Bi & Uts10Bi Auto Start Instructions - Honda: CautionLawrence KellyNo ratings yet
- Acoustic Letter Demos Big Sandy River PDFDocument1 pageAcoustic Letter Demos Big Sandy River PDFgiampieroNo ratings yet
- Manual Fret Slotting System: Part#: SPFSNINDocument4 pagesManual Fret Slotting System: Part#: SPFSNINAndrés Silva TorresNo ratings yet
- 爱途牌MT05I电喷诊断系统服务手册Document13 pages爱途牌MT05I电喷诊断系统服务手册张连杉No ratings yet
- User Manual: MIG 200GW /250GW /300GW Welding MachineDocument44 pagesUser Manual: MIG 200GW /250GW /300GW Welding MachinemmNo ratings yet
- Arc 315gts User ManualDocument18 pagesArc 315gts User Manualcong nguyenNo ratings yet
- Welding User ManualDocument44 pagesWelding User Manualtanish.kapoorNo ratings yet
- Solda MIGMAGDocument37 pagesSolda MIGMAGFilipe BastosNo ratings yet
- I Tig200 AcdcDocument20 pagesI Tig200 Acdcjulio okNo ratings yet
- brainMEsh 2019-OralsDocument6 pagesbrainMEsh 2019-OralsJarred TañedoNo ratings yet
- PR VESSEL FABRICATION - Awareness Session - 16.11.19Document50 pagesPR VESSEL FABRICATION - Awareness Session - 16.11.19avik100% (1)
- WRITTEN TEST About SMAWDocument8 pagesWRITTEN TEST About SMAWryam0312001No ratings yet
- UPC-85 ML Instruction Manual Rev.01Document24 pagesUPC-85 ML Instruction Manual Rev.01Chris TeohNo ratings yet
- Pressure Vessel Specification - WoodsideDocument48 pagesPressure Vessel Specification - Woodsidevnedimovic100% (4)
- For Pipeline Spool: Welding Procedure Specification (WPS) Register ListDocument2 pagesFor Pipeline Spool: Welding Procedure Specification (WPS) Register ListTruongLQNo ratings yet
- 06 Ic 580 0000 - PFDDocument2 pages06 Ic 580 0000 - PFDPrabhakaran CHNQualityNo ratings yet
- Seafastening Manual For The Carriage of Anode Cages On Seagoing Vessels Rev. 3Document17 pagesSeafastening Manual For The Carriage of Anode Cages On Seagoing Vessels Rev. 3JackNo ratings yet
- 16 PR Paper158175Document5 pages16 PR Paper158175Jomer J SimpsonNo ratings yet
- 03 HOKLAS310 ScopeDocument3 pages03 HOKLAS310 ScopeSuntech Testing Limited STLNo ratings yet
- Extracted Pages From ASME B31.8-2018 Gas Transmission and Distribution Piping SystemsDocument1 pageExtracted Pages From ASME B31.8-2018 Gas Transmission and Distribution Piping SystemsRudolph RednoseNo ratings yet
- Description Datasheet FieldDocument6 pagesDescription Datasheet FieldAshok SrivatsanNo ratings yet
- Kenzie Resume CurrentDocument4 pagesKenzie Resume Currentmoody.crone.kzNo ratings yet
- Notch Stress Analysis and Fatigue Strength Assessment of Tube Flange Welded Joints Under Torsional LoadingDocument3 pagesNotch Stress Analysis and Fatigue Strength Assessment of Tube Flange Welded Joints Under Torsional LoadingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocument6 pagesDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNo ratings yet
- Syllabus JE RRBDocument4 pagesSyllabus JE RRBaswin asunilNo ratings yet
- Validated TVL Smaw11 q3 M 6Document11 pagesValidated TVL Smaw11 q3 M 6tibo bursio100% (1)
- Suggested Holding & Baking Temperature For Welding Electrodes & FluxesDocument2 pagesSuggested Holding & Baking Temperature For Welding Electrodes & FluxesKoushik NandiNo ratings yet
- Welding Process Description PDFDocument31 pagesWelding Process Description PDFcentaury2013No ratings yet
- RivclinchDocument28 pagesRivclinchAce Industrial SuppliesNo ratings yet
- PVM Su 4750 GDocument30 pagesPVM Su 4750 GJEEVITHANo ratings yet
- DiscontinuitiesDocument3 pagesDiscontinuitiesTon NattawutNo ratings yet
- Mechanical Indent NewDocument78 pagesMechanical Indent NewvinodsnNo ratings yet