Troubleshooting
Troubleshooting
Download as docx, pdf, or txt
You might also like
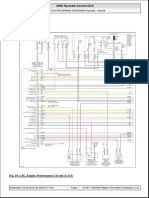
- Hyundai - Accent - 2005 PDFDocument4 pagesHyundai - Accent - 2005 PDFMaxwell Carrasco Santi88% (8)
- Cat D6R Hydr.&.Elec - Diagram PDFDocument11 pagesCat D6R Hydr.&.Elec - Diagram PDFMaxwell Carrasco Santi75% (8)
- Shaft Coupling and AlignmentDocument17 pagesShaft Coupling and AlignmentKiddos GardenerNo ratings yet
- 416B Hyd Test & AdjustingDocument26 pages416B Hyd Test & AdjustingRudolph Prieto M94% (17)
- 3054 Engine Valve Lash - InspectAdjustDocument5 pages3054 Engine Valve Lash - InspectAdjustMaxwell Carrasco Santi100% (6)
- 9780L12 Hydraulic and Pneumatic Systems Maintenance and TroubleshootingDocument29 pages9780L12 Hydraulic and Pneumatic Systems Maintenance and Troubleshootingمعلومة على الماشىNo ratings yet
- TT Hydraulic System Care and MaintenanceDocument2 pagesTT Hydraulic System Care and MaintenanceMariglen KurtiNo ratings yet
- Tex Leugner Hydraulic TroubleshootingDocument29 pagesTex Leugner Hydraulic TroubleshootingMehmet ErbekNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Wirth Piston PumpsDocument10 pagesWirth Piston PumpsMark TiczonNo ratings yet
- Hydrualics Design DataDocument2 pagesHydrualics Design DataKeith AdminNo ratings yet
- The Multiple Roots of Machinery Failures PDFDocument7 pagesThe Multiple Roots of Machinery Failures PDFAbdulrahman AlkhowaiterNo ratings yet
- The Basics of Pneumatic Control ValvesDocument3 pagesThe Basics of Pneumatic Control ValvesAshutosh KhareNo ratings yet
- Hydraulic Troubleshooting GuideDocument9 pagesHydraulic Troubleshooting Guideusamaperwez100% (2)
- LAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKDocument12 pagesLAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKMorgan PalmaNo ratings yet
- Moog Hydraulic Servo Valve Construction Plus Moog PDFDocument13 pagesMoog Hydraulic Servo Valve Construction Plus Moog PDFJean DesingermainNo ratings yet
- Pumps: 1. Name Parts of The Centrifugal Pump?Document35 pagesPumps: 1. Name Parts of The Centrifugal Pump?Shahid_1789100% (1)
- Sample Pump Rebuild Report - 0Document21 pagesSample Pump Rebuild Report - 0Trịnh Đức Hạnh100% (1)
- ch06Document16 pagesch06Mahmmod Al-QawasmehNo ratings yet
- Chapter 8 TroubleshootingDocument10 pagesChapter 8 Troubleshootingabdullatif_asNo ratings yet
- Pump Motor TripDocument4 pagesPump Motor TripKamal Uddin100% (1)
- Types of PumpDocument32 pagesTypes of Pumpkapun kumar nayakNo ratings yet
- Flue Gas Duct Opening Details at Chimney V1 R1Document2 pagesFlue Gas Duct Opening Details at Chimney V1 R1oundhakarNo ratings yet
- Mechanical Seals: The BasicsDocument2 pagesMechanical Seals: The Basicssyed_Pro07No ratings yet
- Multitec RO - 1777.82-10 Instruciones de OperaciónDocument20 pagesMultitec RO - 1777.82-10 Instruciones de OperaciónAlvialvarezNo ratings yet
- Hydraulic System RequirementsDocument9 pagesHydraulic System RequirementsGuille GiraldoNo ratings yet
- PM Optimisation Maintenance Analysis of The FutureDocument36 pagesPM Optimisation Maintenance Analysis of The Futurehetanshu24No ratings yet
- Hydraulic Resevoir Design Criteria PDFDocument10 pagesHydraulic Resevoir Design Criteria PDF2345421No ratings yet
- Basic HydraulicsDocument61 pagesBasic HydraulicsDeepak GiriNo ratings yet
- Interpreting A Pump FailureDocument3 pagesInterpreting A Pump Failurenautilus2046No ratings yet
- 8 - PressurevalvesDocument68 pages8 - PressurevalvesMohamed ZahranNo ratings yet
- UNIT-1 Hydraulic and Pneumatic DrivesDocument56 pagesUNIT-1 Hydraulic and Pneumatic DrivesChetuNo ratings yet
- JHON CRANE 2152037 Barrier FluidsDocument19 pagesJHON CRANE 2152037 Barrier Fluidstotalquality100% (2)
- Trouble Shooting Problems in Chemical IndustryDocument64 pagesTrouble Shooting Problems in Chemical IndustrySushant DhirNo ratings yet
- FLENDER Standard CouplingsDocument278 pagesFLENDER Standard Couplingsalfredo_fredo_1No ratings yet
- Model A7 With Mechanical Seal: Installation, Operation, Maintenance and Storage ManualDocument38 pagesModel A7 With Mechanical Seal: Installation, Operation, Maintenance and Storage ManualDan-jones TudziNo ratings yet
- ME080 Section 2 - Types of Hydraulic CircuitsDocument55 pagesME080 Section 2 - Types of Hydraulic CircuitsAhmed Farag100% (1)
- Hydraulic GraphicsDocument26 pagesHydraulic GraphicsMohamed BakheetNo ratings yet
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- Hydraulic Components and SystemsDocument31 pagesHydraulic Components and SystemsPrasad ChamarajanagarNo ratings yet
- Hydraulic Pum Gear Forklift - p01Document1 pageHydraulic Pum Gear Forklift - p01sơn forkliftNo ratings yet
- Mechatronics - Unit-Iii (Iv B.Tech I Sem Mech) : (Hydraulic Systems)Document36 pagesMechatronics - Unit-Iii (Iv B.Tech I Sem Mech) : (Hydraulic Systems)Radha KrishnaNo ratings yet
- 1.1 Fluid Power Defined: 1.2 Hydraulics Versus PneumaticsDocument2 pages1.1 Fluid Power Defined: 1.2 Hydraulics Versus Pneumaticsswami061009No ratings yet
- Maintenance Presentation SlideDocument56 pagesMaintenance Presentation Slidekapun kumar nayakNo ratings yet
- Service Instructions: Oilgear Type "PVV 540" Open Loop PumpsDocument14 pagesService Instructions: Oilgear Type "PVV 540" Open Loop PumpsAxel LetonaNo ratings yet
- ME416 LN 201617 Unit1Document66 pagesME416 LN 201617 Unit1rajkumarNo ratings yet
- Centrifugal Pump OperationDocument24 pagesCentrifugal Pump Operationlanggono_01No ratings yet
- Pump Start Up ChecklistDocument14 pagesPump Start Up ChecklistSharif Mohammad Adwan100% (1)
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- Pump Shaft DeflectionDocument3 pagesPump Shaft DeflectionMine RH100% (1)
- Hydraulic Symbols TutorialDocument5 pagesHydraulic Symbols TutorialdanmertzNo ratings yet
- Why EagleBurgmann 29.03.2011Document15 pagesWhy EagleBurgmann 29.03.2011ybozbasNo ratings yet
- DCVDocument35 pagesDCVTanoj Patro100% (1)
- Machinery Component Maintenance and RepairDocument2 pagesMachinery Component Maintenance and Repairapi-3723333100% (1)
- Mechatronics Lab ManualDocument54 pagesMechatronics Lab ManualAjay Chacko100% (1)
- Hydraulics NotesDocument16 pagesHydraulics NotesMadhusudhan ReddyNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- Pruebas y Ajustes DIRECCION 428BDocument19 pagesPruebas y Ajustes DIRECCION 428BRamiro MillazNo ratings yet
- Testing and Adjusting: D6M Track-Type Tractor Hydraulic SystemDocument27 pagesTesting and Adjusting: D6M Track-Type Tractor Hydraulic SystemJUAN CARLOS PAZNo ratings yet
- CS563Document44 pagesCS563Jose Luis Garcia BlancoNo ratings yet
- Testing and Adjusting: Cerrar SISDocument33 pagesTesting and Adjusting: Cerrar SISJose Luis Garcia Blanco100% (2)
- Slam 1: Presented by Bernnerd Luis Sarmiento Sotta On October 01, 2020Document27 pagesSlam 1: Presented by Bernnerd Luis Sarmiento Sotta On October 01, 2020Maxwell Carrasco SantiNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document7 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Maxwell Carrasco SantiNo ratings yet
- Below Operator Compartment RH Operator Console: 12K, 120K, 120K2, 140K, 140K2 Air System and 160K Motor GraderDocument2 pagesBelow Operator Compartment RH Operator Console: 12K, 120K, 120K2, 140K, 140K2 Air System and 160K Motor GraderMaxwell Carrasco Santi100% (1)
- CS44 CP44 Vibratory Soil Compactor M4S00001-UP (MACHINE) POWERED BY C4-1 PDFDocument20 pagesCS44 CP44 Vibratory Soil Compactor M4S00001-UP (MACHINE) POWERED BY C4-1 PDFMaxwell Carrasco SantiNo ratings yet
- Hydraulics Intro PDFDocument81 pagesHydraulics Intro PDFavinash babuNo ratings yet
- GPSA Engineering Data Book 14th Edition: Revision Date Reason (S) For RevisionDocument9 pagesGPSA Engineering Data Book 14th Edition: Revision Date Reason (S) For Revisionrkm_rkmNo ratings yet
- YUANDA Oxigen GeneratorDocument9 pagesYUANDA Oxigen GeneratorframadhanlanggengNo ratings yet
- The LPG Fuel SystemDocument27 pagesThe LPG Fuel SystemTrần Đức PhiNo ratings yet
- GGS Technical ManualDocument17 pagesGGS Technical ManualMll RaghebNo ratings yet
- General SubjectsDocument343 pagesGeneral SubjectsAnonymous jhWjr4WNo ratings yet
- Inert Gas Systems FDocument66 pagesInert Gas Systems Fkumar100% (3)
- Types of Steam BoilersDocument6 pagesTypes of Steam BoilersAbelNo ratings yet
- Bifd Programme FinalDocument38 pagesBifd Programme FinalDaniel MoraNo ratings yet
- A-Hydraulics 2 7-12-05 (Rev 2-06) .PpsDocument138 pagesA-Hydraulics 2 7-12-05 (Rev 2-06) .Ppscarolina Portocarrero100% (1)
- Ud11t4205 Marpol & Marine Engineering KnowledgeDocument2 pagesUd11t4205 Marpol & Marine Engineering Knowledgeankita upadhayayNo ratings yet
- Chapter 7 - Condensers Problems 7.2 A 1-1/2 Ton R 22 Air Conditioner, Operating at 58°C Condensing and 5°C EvaporatingDocument15 pagesChapter 7 - Condensers Problems 7.2 A 1-1/2 Ton R 22 Air Conditioner, Operating at 58°C Condensing and 5°C EvaporatingEriane GarciaNo ratings yet
- SGT 750 BrochureDocument12 pagesSGT 750 Brochurearthur3No ratings yet
- D6-180 LEWA Odorizing-Systems enDocument28 pagesD6-180 LEWA Odorizing-Systems enVeer GangjiNo ratings yet
- 16E Spray Gun Product ManualDocument72 pages16E Spray Gun Product ManualFandy SugiartoNo ratings yet
- Hallscrew Hs L/M 4200 Series Semi-Hermetic Single Screw CompressorsDocument52 pagesHallscrew Hs L/M 4200 Series Semi-Hermetic Single Screw CompressorsAndrey RomanykNo ratings yet
- Assignment No 1 2020Document2 pagesAssignment No 1 2020ROHIT SHRESTHANo ratings yet
- The Small Torch Instructions and Operation ManualDocument2 pagesThe Small Torch Instructions and Operation ManualdNo ratings yet
- The Fires and Explosion at BP Oil Grangemouth Refinery LTD PDFDocument48 pagesThe Fires and Explosion at BP Oil Grangemouth Refinery LTD PDFBurgosg ValeryNo ratings yet
- 2nd PERIODICAL EXAMINATION 8Document3 pages2nd PERIODICAL EXAMINATION 8Mariz Subong GandulinNo ratings yet
- QuizDocument1 pageQuizRoxette RoseteNo ratings yet
- Process Water Chillers: EDITION 1.21Document17 pagesProcess Water Chillers: EDITION 1.21AmigoNo ratings yet
- Centrifugal Pump With Helicoidal Impeller: I ApplicationDocument2 pagesCentrifugal Pump With Helicoidal Impeller: I ApplicationAbraham Campos ValenciaNo ratings yet
- DIPPR Thermophysical Properties Rev1Document6 pagesDIPPR Thermophysical Properties Rev1Shailesh GhediyaNo ratings yet
- Water Tube BoilerDocument5 pagesWater Tube Boilerhamid0099100% (2)
- Gas Safety: Products For Civil InstallationDocument5 pagesGas Safety: Products For Civil InstallationdickyNo ratings yet
- UntitledDocument93 pagesUntitledSiphelele MalembeNo ratings yet
- Tutorial Problem: Entropy: T T S MC TTDocument1 pageTutorial Problem: Entropy: T T S MC TTAditya TiwariNo ratings yet
- InTech-Convective Heat Transfer Analysis of Solar Chimney Power Plant CollectorsDocument14 pagesInTech-Convective Heat Transfer Analysis of Solar Chimney Power Plant CollectorszangolaNo ratings yet
- History of Cryogenics - A Cryo Central Resource From The CSA PDFDocument7 pagesHistory of Cryogenics - A Cryo Central Resource From The CSA PDFJaque Bauer100% (1)