Boiler Treatment Capabilities: SUEZ Water Technologies and Solutions
Boiler Treatment Capabilities: SUEZ Water Technologies and Solutions
Download as pdf or txt
You might also like
- Psych by Ciccarelli Chapter 1Document4 pagesPsych by Ciccarelli Chapter 1Amica Dela CruzNo ratings yet
- Planning Grid Junior Cert 1st Year Wood TechnologyDocument6 pagesPlanning Grid Junior Cert 1st Year Wood Technologyapi-543529812No ratings yet
- Delivering: Optimal PerformanceDocument20 pagesDelivering: Optimal PerformanceNathalia Delgado100% (1)
- Honeywell UOP Gas Processing Brochure v2Document6 pagesHoneywell UOP Gas Processing Brochure v2Satria 'igin' Girindra Nugraha100% (1)
- The Future of Wastewater Treatment Is Here.: Taron RDD FilterDocument1 pageThe Future of Wastewater Treatment Is Here.: Taron RDD FilterSivakumar Selvaraj100% (1)
- Boiler Capabilities ExternalDocument25 pagesBoiler Capabilities ExternalJosef Patrick SouzaNo ratings yet
- D1-170 LEWA Ecosmart en UsDocument20 pagesD1-170 LEWA Ecosmart en Uscandra trisilawatiNo ratings yet
- ESE Tecniche Cumene 130314Document4 pagesESE Tecniche Cumene 130314John DalkiaNo ratings yet
- SERVOTOUGH FluegasExact 2700Document14 pagesSERVOTOUGH FluegasExact 2700akukatalistNo ratings yet
- Endress-Hauser Ecofit CPA640 ENDocument2 pagesEndress-Hauser Ecofit CPA640 ENNirmal KumarNo ratings yet
- Short Path Film Evaporation Distillation SpduDocument25 pagesShort Path Film Evaporation Distillation SpduisepcontrolNo ratings yet
- Solvent Recovery: ISO 9001: 2015 CERTIFIEDDocument13 pagesSolvent Recovery: ISO 9001: 2015 CERTIFIEDBharat Sharma100% (1)
- Degassing Spray Technology Sulfur Recovery - MDRDocument3 pagesDegassing Spray Technology Sulfur Recovery - MDRHafiz AkhtarNo ratings yet
- D6-180 LEWA Odorizing-Systems enDocument28 pagesD6-180 LEWA Odorizing-Systems enVeer GangjiNo ratings yet
- Hydrex 1000 DTSHTDocument1 pageHydrex 1000 DTSHTEskom LinemanNo ratings yet
- Brochure Rapidnexceed en WebDocument12 pagesBrochure Rapidnexceed en WebSutarnoNo ratings yet
- The Dawn of A New Apac Era: Air Conditioning Product RangeDocument11 pagesThe Dawn of A New Apac Era: Air Conditioning Product RangeMI100% (1)
- Aquatech & Wex BrochureDocument6 pagesAquatech & Wex BrochureSagar MehtaNo ratings yet
- Pharmaceutical IndustryDocument8 pagesPharmaceutical IndustryJose J JimenezNo ratings yet
- FF InPro6000 RealTimeOxygenMeasurement en 52206261 Sep14 PDFDocument8 pagesFF InPro6000 RealTimeOxygenMeasurement en 52206261 Sep14 PDFDiego CamachoNo ratings yet
- Incorporating Energy Conservation Strategies Into University Research Lab FacilitiesDocument20 pagesIncorporating Energy Conservation Strategies Into University Research Lab FacilitiesNaved FarooqNo ratings yet
- SSWT106 Condensate-PolisherDocument2 pagesSSWT106 Condensate-PolisherSoumitra BanerjeeNo ratings yet
- Seepex FamiliasDocument14 pagesSeepex FamiliasAndres Felipe Garcia ReinaNo ratings yet
- ITT - Wastewater, Aeration - Brochure PDFDocument5 pagesITT - Wastewater, Aeration - Brochure PDFKhang TrầnNo ratings yet
- SM AirSeT - Shneider ElectricDocument109 pagesSM AirSeT - Shneider ElectricBernat ItayNo ratings yet
- EURAPIPE ABS Product Catalogue PDFDocument20 pagesEURAPIPE ABS Product Catalogue PDFMatthew ButlerNo ratings yet
- System Pumps: For Right RightDocument32 pagesSystem Pumps: For Right RightFLOWMECH PUMPS PRIVATE LIMITEDNo ratings yet
- Steam Tip Sheet #7Document2 pagesSteam Tip Sheet #7Muhammad NaeemNo ratings yet
- P Psa S G E P: Olybed Ystems FOR AS Xtraction and UrificationDocument2 pagesP Psa S G E P: Olybed Ystems FOR AS Xtraction and UrificationVivi OktaviantiNo ratings yet
- Medical Oxygen Supply SystemDocument10 pagesMedical Oxygen Supply Systemdj22500No ratings yet
- Brochure BHGEDocument44 pagesBrochure BHGEbederinadmlNo ratings yet
- SludgeTech2017 Programme-Final 190616Document7 pagesSludgeTech2017 Programme-Final 190616Aini ZahraNo ratings yet
- GMM Pfaudler 腐蚀检测Document44 pagesGMM Pfaudler 腐蚀检测孙许凯No ratings yet
- 240617-Siemens-presentationDocument22 pages240617-Siemens-presentationMia LimaNo ratings yet
- General Catalogue - Comfort Product GuideDocument621 pagesGeneral Catalogue - Comfort Product Guide수이광No ratings yet
- Eco Solutions - Saving Resources, Creating ValueDocument17 pagesEco Solutions - Saving Resources, Creating ValueChayon MondalNo ratings yet
- S SBRDocument7 pagesS SBRGwee YongkuanNo ratings yet
- SRT ViiDocument34 pagesSRT Viikeydie RamirezNo ratings yet
- Fluid Solutions - BrochuresDocument4 pagesFluid Solutions - BrochuresRashid Khalifa RehmanNo ratings yet
- Fluorten Peek Technical CatalogueDocument12 pagesFluorten Peek Technical CatalogueMax SalogniNo ratings yet
- Measurement Technology Selection - Upstream Oil and GasDocument74 pagesMeasurement Technology Selection - Upstream Oil and GasaresonNo ratings yet
- Xebec Hydrogen BrochureDocument24 pagesXebec Hydrogen BrochureJoshNo ratings yet
- Service Overview en DataDocument12 pagesService Overview en Datazhigang dingNo ratings yet
- ACME CataloguehghghghdhjjjhhwjhjjhfhjfkfkkfkkfDocument16 pagesACME CataloguehghghghdhjjjhhwjhjjhfhjfkfkkfkkfAravindNo ratings yet
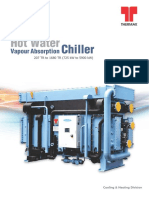
- Thermax Single Effect Hot Water Driven ChillerDocument12 pagesThermax Single Effect Hot Water Driven ChillerKetan ChandravadiyaNo ratings yet
- TDS ASP-coatSLDocument2 pagesTDS ASP-coatSLtatenda mhuruNo ratings yet
- LESER - The Safety Valve (General Brochure)Document20 pagesLESER - The Safety Valve (General Brochure)Hassan AbdallahNo ratings yet
- Meyco Me5 FTDocument8 pagesMeyco Me5 FTCami FC100% (1)
- PR 900 PDFDocument26 pagesPR 900 PDFsanjay ukalkarNo ratings yet
- Irits Euen 1022 Oil Free Rotary CompressorsDocument12 pagesIrits Euen 1022 Oil Free Rotary CompressorsVăn HùngNo ratings yet
- BiomassCatalogue-19 9 2018Document6 pagesBiomassCatalogue-19 9 2018Gabriel WeissNo ratings yet
- Visualmesa Energy Management Optimization BrochureDocument2 pagesVisualmesa Energy Management Optimization BrochureLeonel García VásquezNo ratings yet
- Intecs Compro 2020 HiresDocument21 pagesIntecs Compro 2020 HiresIrwan HamsahNo ratings yet
- Avantech: Ro Retrofit of Ion ExchangeDocument1 pageAvantech: Ro Retrofit of Ion Exchangenermeen ahmedNo ratings yet
- Alas h2 BrochureDocument10 pagesAlas h2 BrochureAnonymous aBsRqKe3LrNo ratings yet
- Ats BrochureDocument28 pagesAts BrochureQuốc Anh Khổng0% (1)
- Absprc 005 enDocument28 pagesAbsprc 005 enabdul wakeelNo ratings yet
- Abs PRC005 en - 08012005 PDFDocument28 pagesAbs PRC005 en - 08012005 PDFErvina LinNo ratings yet
- Dokumen - Tips - Wood Group Sps Surface Pumping SystemsDocument7 pagesDokumen - Tips - Wood Group Sps Surface Pumping SystemsHussein A.No ratings yet
- Monostadio ClassicoDocument28 pagesMonostadio ClassicoMichele MaselliNo ratings yet
- 628 Series: Elemental Analysis by Combustion: Delivering The Right ResultsDocument4 pages628 Series: Elemental Analysis by Combustion: Delivering The Right ResultsAngel Miguel Mejia RodasNo ratings yet
- DIY Pex Pipe Plumbing: Step-By-Step Residential Pex Plumbing, Fittings and Tools Guide Book: Homeowner Plumbing Help, #7From EverandDIY Pex Pipe Plumbing: Step-By-Step Residential Pex Plumbing, Fittings and Tools Guide Book: Homeowner Plumbing Help, #7No ratings yet
- COD & TOC AnalyserDocument24 pagesCOD & TOC AnalyserSivakumar SelvarajNo ratings yet
- Wartsila OEM Engine Manufacturer ApprovalsDocument8 pagesWartsila OEM Engine Manufacturer ApprovalsSivakumar SelvarajNo ratings yet
- Indian Dairy Dairy Products Industry - June 2020Document13 pagesIndian Dairy Dairy Products Industry - June 2020Sivakumar SelvarajNo ratings yet
- Ammonia FDA 173.184Document2 pagesAmmonia FDA 173.184Sivakumar SelvarajNo ratings yet
- Water Soluble Polymers PDFDocument57 pagesWater Soluble Polymers PDFarchanaNo ratings yet
- BOYDEL Case Study BlueTech Forum 2020 Innovation Showcase - Olga FINALDocument1 pageBOYDEL Case Study BlueTech Forum 2020 Innovation Showcase - Olga FINALSivakumar SelvarajNo ratings yet
- E&H Analyser ComparsionDocument1 pageE&H Analyser ComparsionSivakumar SelvarajNo ratings yet
- Boiler Trouble Shooting Guide - K.K.ParthibanDocument287 pagesBoiler Trouble Shooting Guide - K.K.ParthibanSivakumar SelvarajNo ratings yet
- W Watert T Alk: Amine RegulationsDocument4 pagesW Watert T Alk: Amine RegulationsSivakumar SelvarajNo ratings yet
- Lee R. Madsen II, Research Associate /doctoral StudentDocument19 pagesLee R. Madsen II, Research Associate /doctoral StudentSivakumar SelvarajNo ratings yet
- Drimax 1234 MSDSDocument8 pagesDrimax 1234 MSDSSivakumar SelvarajNo ratings yet
- Boc Case Studies Cooling Towers 2019 Aquatech IndustrialDocument16 pagesBoc Case Studies Cooling Towers 2019 Aquatech IndustrialSivakumar SelvarajNo ratings yet
- BromineChlorine by DPDDocument3 pagesBromineChlorine by DPDSivakumar SelvarajNo ratings yet
- Daily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDDocument2 pagesDaily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDSivakumar SelvarajNo ratings yet
- BASF Brochure For SugarDocument11 pagesBASF Brochure For SugarSivakumar Selvaraj50% (2)
- M/S. Ponni Sugars (Erode) Limtied (Distillery Plant)Document21 pagesM/S. Ponni Sugars (Erode) Limtied (Distillery Plant)Sivakumar SelvarajNo ratings yet
- Distillery Sector1Document32 pagesDistillery Sector1Sivakumar SelvarajNo ratings yet
- Distillery SectorDocument36 pagesDistillery SectorSivakumar SelvarajNo ratings yet
- Radico Khaitan MR K P SinghDocument67 pagesRadico Khaitan MR K P SinghSivakumar Selvaraj100% (1)
- Biological Drain Maintenance Systems: ChemsearchDocument4 pagesBiological Drain Maintenance Systems: ChemsearchSivakumar SelvarajNo ratings yet
- Avant-Garde Mr. K Mohan KumarDocument46 pagesAvant-Garde Mr. K Mohan KumarSivakumar SelvarajNo ratings yet
- ACUMER™ 2000 Phosphate and Zinc Stabilizer: DescriptionDocument14 pagesACUMER™ 2000 Phosphate and Zinc Stabilizer: DescriptionSivakumar Selvaraj100% (1)
- Ugar Sugar DR Pattan ShettyDocument23 pagesUgar Sugar DR Pattan ShettySivakumar SelvarajNo ratings yet
- Bectel ASME Process Cal R2Document21 pagesBectel ASME Process Cal R2Sivakumar SelvarajNo ratings yet
- EBPR ProcessDocument11 pagesEBPR ProcessSivakumar SelvarajNo ratings yet
- Case Presentatio Insomnia 1Document49 pagesCase Presentatio Insomnia 1kiran mahal100% (1)
- Montague Street Cable Car, Wall Street FerryDocument23 pagesMontague Street Cable Car, Wall Street FerryBob DiamondNo ratings yet
- Che On My Mind by Margaret RandallDocument20 pagesChe On My Mind by Margaret RandallDuke University PressNo ratings yet
- 7 Referencias BibliogaficasDocument26 pages7 Referencias BibliogaficasLenise CostaNo ratings yet
- Maher, Kristen Hill, and Megan Lafferty - White Migrant Masculinities in ThaiDocument23 pagesMaher, Kristen Hill, and Megan Lafferty - White Migrant Masculinities in ThaiFrançoisDeLaBellevieNo ratings yet
- 2.1 The Inner Structure of A Rule: Court."Document8 pages2.1 The Inner Structure of A Rule: Court."Stella BertilloNo ratings yet
- Constellations ABriefIntroductionDocument8 pagesConstellations ABriefIntroductionmellacrousnofNo ratings yet
- Translation Theory - Chapter 4Document54 pagesTranslation Theory - Chapter 42067012323No ratings yet
- UCAS Co Ordinator Applicant Information PackDocument8 pagesUCAS Co Ordinator Applicant Information PackJames BennettNo ratings yet
- Dance 3 SyllabusDocument12 pagesDance 3 SyllabusSally MistyNo ratings yet
- NewsRecord14 01 22Document12 pagesNewsRecord14 01 22Kristina HicksNo ratings yet
- Bizhub C368 - C308 - C258 (ZeusS) - Service Preparation Guide - Ver. 1.2Document57 pagesBizhub C368 - C308 - C258 (ZeusS) - Service Preparation Guide - Ver. 1.2Hritcu IulianNo ratings yet
- Cambridge University Press, The Classical Association The Classical QuarterlyDocument5 pagesCambridge University Press, The Classical Association The Classical QuarterlySukant MakhijaNo ratings yet
- Best Books For CMAT Preparation 2025: Vipra ShrivastavaDocument9 pagesBest Books For CMAT Preparation 2025: Vipra Shrivastavadiyadey929No ratings yet
- DG Segregation ChartDocument2 pagesDG Segregation ChartMarcelo Di SanzoNo ratings yet
- Instant Ebooks Textbook Critical Care of Children With Heart Disease: Basic Medical and Surgical Concepts Ricardo A. Munoz Download All ChaptersDocument53 pagesInstant Ebooks Textbook Critical Care of Children With Heart Disease: Basic Medical and Surgical Concepts Ricardo A. Munoz Download All ChaptersjohnsoghadrNo ratings yet
- Food Science: Using An Emulsifier To Create Homemade MayonnaiseDocument10 pagesFood Science: Using An Emulsifier To Create Homemade Mayonnaiseapi-350675057No ratings yet
- CCA3002 - FOG-AND-EDGE-COMPUTING - LT - 1.0 - 34 - Fog and Edge ComputingDocument3 pagesCCA3002 - FOG-AND-EDGE-COMPUTING - LT - 1.0 - 34 - Fog and Edge ComputingRevanta ChoudharyNo ratings yet
- SAP Document Compliance PortugalDocument39 pagesSAP Document Compliance PortugalmotoriderNo ratings yet
- Carl Orff?s Carmina Burana - A Conceptual and Ethical Analysis-2Document24 pagesCarl Orff?s Carmina Burana - A Conceptual and Ethical Analysis-2Joshua ChungNo ratings yet
- Ethical View of Music in Ancient GreeceDocument23 pagesEthical View of Music in Ancient GreeceKATPONS100% (1)
- Test 7 Multiple Choice Cloze For Questions 1-12, Read The Text Below and Decide Which Answer A, B, C or D Best Fits Each SpaceDocument5 pagesTest 7 Multiple Choice Cloze For Questions 1-12, Read The Text Below and Decide Which Answer A, B, C or D Best Fits Each SpaceAnonymous ar8kX1Wh9XNo ratings yet
- Chronicle of NovgorodDocument141 pagesChronicle of NovgorodAricNo ratings yet
- Introduction To Development Studies PDFDocument102 pagesIntroduction To Development Studies PDFpop mayaNo ratings yet
- Important Current Affairs Capsule March 2018 in PDF 2Document51 pagesImportant Current Affairs Capsule March 2018 in PDF 2Shivam DwivediNo ratings yet
- ECO403 1st AssignsolutionDocument4 pagesECO403 1st AssignsolutionPower GirlsNo ratings yet
- Layáhar Rozgar Yojana (JRY)Document2 pagesLayáhar Rozgar Yojana (JRY)Ajna FaizNo ratings yet
- Surabhi Khanderia - Undergraduate Architecture PortfolioDocument23 pagesSurabhi Khanderia - Undergraduate Architecture PortfolioSurabhi KhanderiaNo ratings yet