Design, Construction, and Evaluation of A Fuel Tank/Tool Box Combination
Design, Construction, and Evaluation of A Fuel Tank/Tool Box Combination
Download as pdf or txt
You might also like
- Only War - Expanded VehiclesDocument37 pagesOnly War - Expanded Vehiclesgua_bod0% (1)
- Nh3 Plant FailuresDocument18 pagesNh3 Plant FailuresMurugappan PalaniappanNo ratings yet
- BQ Bowling Details (2) - 1Document1 pageBQ Bowling Details (2) - 1Kamarul MayoNo ratings yet
- FilesDocument64 pagesFilessvs dmrNo ratings yet
- Pipe Flow ExpertDocument67 pagesPipe Flow ExpertDragón Shiryu Shyriu100% (3)
- Variation OrderDocument4 pagesVariation OrderSumber Unduh0% (1)
- Proforma and Commercial Invoice Templates - 2 DestinationsDocument2 pagesProforma and Commercial Invoice Templates - 2 DestinationsRajan KamachiNo ratings yet
- Guy Wire TowerDocument2 pagesGuy Wire TowerPandal RajNo ratings yet
- Pemeliharaan Gedung&Halaman 2020 Reviu FinalDocument52 pagesPemeliharaan Gedung&Halaman 2020 Reviu FinalCallista Canary BFNo ratings yet
- Analisa Harga Episode 3 2019Document175 pagesAnalisa Harga Episode 3 2019Ajk Afandi100% (1)
- Rab Workshop PDFDocument2 pagesRab Workshop PDFBudhi SaputraNo ratings yet
- Tools/Equipment Qty Manpower Qty. O.T Weather:: Project Daily Safety ReportDocument8 pagesTools/Equipment Qty Manpower Qty. O.T Weather:: Project Daily Safety ReportRigor La Pieta VicencioNo ratings yet
- Daftar Harga Bahan Dan UpahDocument13 pagesDaftar Harga Bahan Dan UpahPeho GesuNo ratings yet
- Rab Workshop Omega RevisiDocument26 pagesRab Workshop Omega Revisifatahillah12345633% (3)
- Rencana Anggaran Pelaksanaan (Rap) : Bab I Pekerjaan PersiapanDocument8 pagesRencana Anggaran Pelaksanaan (Rap) : Bab I Pekerjaan PersiapanManassa TorayaNo ratings yet
- Main Sentences - Review Report On Existing Studies - Hasang HPP Project 130225 PDFDocument94 pagesMain Sentences - Review Report On Existing Studies - Hasang HPP Project 130225 PDFMuhammad TrayaNo ratings yet
- 13 Reservoir & Detail PondasiDocument8 pages13 Reservoir & Detail PondasiChua MilanoNo ratings yet
- Penguard Clear SealerDocument4 pagesPenguard Clear SealerInaam Ullah MughalNo ratings yet
- Weekly Report TemplateDocument14 pagesWeekly Report TemplateOmar DhiebNo ratings yet
- Penawaran Harga PekerjaanDocument1 pagePenawaran Harga PekerjaanDrilling RotaryrigNo ratings yet
- JSW - Container Plan & Elevation View Drawings.Document6 pagesJSW - Container Plan & Elevation View Drawings.Akeel javidNo ratings yet
- Boq Kosong MechanicalDocument55 pagesBoq Kosong MechanicalMuhammad FaisalNo ratings yet
- Mapping Progress Pekerjaan Proyek SragenDocument1 pageMapping Progress Pekerjaan Proyek SragenMahtoriNo ratings yet
- KAK Karpet Dan Wallpaper Revisi 03 Okt Final SignedDocument9 pagesKAK Karpet Dan Wallpaper Revisi 03 Okt Final Signedsofie cantikaNo ratings yet
- PL Ykk 2019Document5 pagesPL Ykk 2019ardinataNo ratings yet
- AhsDocument508 pagesAhsRudy HutajuluNo ratings yet
- Contoh Rab SBNPDocument6 pagesContoh Rab SBNPDeni MaulanaNo ratings yet
- Urutan Berat Profil BajaDocument1 pageUrutan Berat Profil BajaMadePNo ratings yet
- Palet Kayu Drawing SolidworksDocument1 pagePalet Kayu Drawing Solidworksanto suliNo ratings yet
- Tampak Atas Section 1: Capping Beam CCSP w325 P 14m Capping Beam CCSP w325 P 14m Daratan Sling AnkerDocument4 pagesTampak Atas Section 1: Capping Beam CCSP w325 P 14m Capping Beam CCSP w325 P 14m Daratan Sling AnkerRizal TrianNo ratings yet
- E-Booklet Tacompact Board 2021Document6 pagesE-Booklet Tacompact Board 2021embenNo ratings yet
- Form Marshall TestDocument5 pagesForm Marshall TestEka AditioNo ratings yet
- Compro Makepaint PTTSWDocument32 pagesCompro Makepaint PTTSWbibahNo ratings yet
- Fencing Spec...Document3 pagesFencing Spec...jurieskNo ratings yet
- KURVA SadadadadadDocument1 pageKURVA Sadadadadadichsanadhip.itsNo ratings yet
- Grafik CuacaDocument81 pagesGrafik Cuacafadli.lpgNo ratings yet
- Rab GTDocument100 pagesRab GTPatriciaRistiSimorangkir100% (1)
- Back Up Data Tambatan Perahu PatulanaDocument107 pagesBack Up Data Tambatan Perahu PatulanaArham Gazerock LoverzNo ratings yet
- Jsa For Modification of HoppersDocument5 pagesJsa For Modification of HoppersEdmy RiveraNo ratings yet
- Quality Products: Here Are The Products FeaturedDocument3 pagesQuality Products: Here Are The Products FeaturedMoh YadhiNo ratings yet
- Oline FRP Grating PT Orindo Eratec 2021Document7 pagesOline FRP Grating PT Orindo Eratec 2021igorNo ratings yet
- EnviroMix PB3Document2 pagesEnviroMix PB3Michael Tiu TorresNo ratings yet
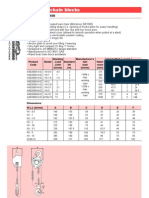
- Elephant Manual Chain BlocksDocument1 pageElephant Manual Chain BlocksFeroz HameedNo ratings yet
- PDF Hitung Menara Air - CompressDocument104 pagesPDF Hitung Menara Air - CompressReynaldo PilarNo ratings yet
- Fan Merk Kruger Model APMDocument4 pagesFan Merk Kruger Model APMKarin Aca OviNo ratings yet
- Pt. Magdatama - Wabo Stripseal JointDocument5 pagesPt. Magdatama - Wabo Stripseal JointMangisi Haryanto ParapatNo ratings yet
- 3500-00 Simathane Gloss (Finish Coat)Document3 pages3500-00 Simathane Gloss (Finish Coat)Hendri Dwi cahyonoNo ratings yet
- Str.10-Design Bored Pile Reinforcement of m2Document1 pageStr.10-Design Bored Pile Reinforcement of m2Khoi DuongNo ratings yet
- Okoc AnisDocument168 pagesOkoc AnismoritzNo ratings yet
- RAB Dan Cash Flow Spun Pile Tidak Termasuk SipilDocument9 pagesRAB Dan Cash Flow Spun Pile Tidak Termasuk SipilAbd Chalik Faja Dawani SiraitNo ratings yet
- Honor TukangDocument13 pagesHonor TukangimasNo ratings yet
- Rab Gudang Pt. Emas Mineral MurniDocument78 pagesRab Gudang Pt. Emas Mineral MurniFin AryNo ratings yet
- PARATEX TH Waterproofing: Two-Components, Cement-Based, Polymer-Modified Waterproof CoatingDocument5 pagesPARATEX TH Waterproofing: Two-Components, Cement-Based, Polymer-Modified Waterproof CoatingBong CasirNo ratings yet
- Besi Beton (P 12 M) Besi Siku: Ukuran Jenis BERAT/m' Ukuran Diameter KGDocument6 pagesBesi Beton (P 12 M) Besi Siku: Ukuran Jenis BERAT/m' Ukuran Diameter KGChandra BalboaNo ratings yet
- RAB GazeboDocument3 pagesRAB GazeboflorentinatyasNo ratings yet
- BOQ Install Prefab & ElectricalDocument5 pagesBOQ Install Prefab & ElectricalLiondo PurbaNo ratings yet
- Drawing Menara API Gambut-Final StepladderDocument5 pagesDrawing Menara API Gambut-Final StepladderZulkifli TanjungNo ratings yet
- Katalog Kabel Tray-DikonversiDocument66 pagesKatalog Kabel Tray-Dikonversimahriana ppmNo ratings yet
- TB RabDocument35 pagesTB RabKhoirul MahmudNo ratings yet
- Greenhouse 500K (Ded)Document4 pagesGreenhouse 500K (Ded)DA 3No ratings yet
- SCHEDULE PP Presisi Per TGL 9 MaretDocument58 pagesSCHEDULE PP Presisi Per TGL 9 MaretBj Rizki Fajar HarismawanNo ratings yet
- Design and Fabrication of An Electric Aircraft DollyDocument92 pagesDesign and Fabrication of An Electric Aircraft DollyEduardo Mario NuñezNo ratings yet
- WLO Burner-Final Year ProjectDocument37 pagesWLO Burner-Final Year ProjectsscribNo ratings yet
- I20 FlyerDocument7 pagesI20 FlyerEng Ȝḿr ȜḿấdNo ratings yet
- Safety BanksmanDocument27 pagesSafety BanksmanEng Ȝḿr ȜḿấdNo ratings yet
- Nn-Accident Report XDocument2 pagesNn-Accident Report XEng Ȝḿr ȜḿấdNo ratings yet
- Train Station Solutions For Ensuring: Security & Safety From Bosch Security SystemsDocument16 pagesTrain Station Solutions For Ensuring: Security & Safety From Bosch Security SystemsEng Ȝḿr ȜḿấdNo ratings yet
- Personal Passenger Safety in Railway Stations: House of Commons Transport CommitteeDocument130 pagesPersonal Passenger Safety in Railway Stations: House of Commons Transport CommitteeEng Ȝḿr ȜḿấdNo ratings yet
- Drill &emergency Exercise ReportDocument1 pageDrill &emergency Exercise ReportEng Ȝḿr ȜḿấdNo ratings yet
- 1943 Soviet 500 Pts Bolt ActionDocument3 pages1943 Soviet 500 Pts Bolt ActionAnthony N. EmmelNo ratings yet
- Warpath - II Rulebook ProofDocument153 pagesWarpath - II Rulebook Proofcrimsonsun100% (1)
- E-CAT35TR003 TRO 3145 Kurita - Draconis CombineDocument114 pagesE-CAT35TR003 TRO 3145 Kurita - Draconis CombineTaekyongKim80% (5)
- InstallationzcltankDocument36 pagesInstallationzcltankMark LesterNo ratings yet
- Environmental Inspection Model - Updated JanDocument2 pagesEnvironmental Inspection Model - Updated JanShafie ZubierNo ratings yet
- Sudden Strike - Manual - PCDocument21 pagesSudden Strike - Manual - PCDavid Bernardo Guevara ValenzuelaNo ratings yet
- Windsock Datafile Special - Jagdstaffel 5 (Vol.2)Document56 pagesWindsock Datafile Special - Jagdstaffel 5 (Vol.2)Jacques Josselin100% (4)
- Ea TanksDocument12 pagesEa TanksNicole RichardsonNo ratings yet
- Errata For Tank LeaderDocument2 pagesErrata For Tank Leadertelengard_tNo ratings yet
- Weapon & Properties Attack Damage & Ammo: PistolsDocument5 pagesWeapon & Properties Attack Damage & Ammo: PistolsJoão Victor Campos SousaNo ratings yet
- LARS ProtoLARS TutorialDocument19 pagesLARS ProtoLARS TutorialTristan Pogatschnig0% (1)
- 1914-1938 Armored Fighting VehiclesDocument71 pages1914-1938 Armored Fighting VehiclesJl Touzeau100% (4)
- Rommel Battles For TobrukDocument75 pagesRommel Battles For Tobrukremow100% (1)
- 07 Atmospheric Foam Concentrate Storage TanksDocument3 pages07 Atmospheric Foam Concentrate Storage TanksmbloexNo ratings yet
- Blood & Guts - SoldiersDocument8 pagesBlood & Guts - SoldiersGon_1313No ratings yet
- Lifting Handling Instructions For Horizontal TanksDocument4 pagesLifting Handling Instructions For Horizontal TanksJitendra YadavNo ratings yet
- Iron FistDocument2 pagesIron Fistariel prietoNo ratings yet
- FreikorpsList 1.3 2014Document11 pagesFreikorpsList 1.3 2014jp100% (2)
- MOWAS2 GuideDocument14 pagesMOWAS2 GuideRobertoNo ratings yet
- Battlelords of The 23 Engines of War AddendumDocument4 pagesBattlelords of The 23 Engines of War AddendumNaze MaartenNo ratings yet
- Nofo Standard: Issued: Rev 01: March Rev 02: August Rev 03: December Rev 04: AugustDocument18 pagesNofo Standard: Issued: Rev 01: March Rev 02: August Rev 03: December Rev 04: AugustsmithworkNo ratings yet
- 2023 08 09 Greece 1941 Florina ValleyDocument28 pages2023 08 09 Greece 1941 Florina ValleySean BrattNo ratings yet
- Summary and ConclusionsDocument2 pagesSummary and ConclusionsMohamed O ShareifNo ratings yet
- Sinus Tanks en WEBDocument12 pagesSinus Tanks en WEBlenin olazabalNo ratings yet
- Soak Testing of Aviation Fuel Facilities and EquipmentDocument8 pagesSoak Testing of Aviation Fuel Facilities and EquipmentHakan Şahinoğlu100% (6)
- A Fistful of TOWs 3 - Free Introductory Rules (Modern)Document10 pagesA Fistful of TOWs 3 - Free Introductory Rules (Modern)Griggs00100% (1)
- Dual Draw/Dual Return Fuel System TroubleshootingDocument4 pagesDual Draw/Dual Return Fuel System Troubleshootinginformer techNo ratings yet