
Wet Comminution in Stirred Media Mills: Review
Wet Comminution in Stirred Media Mills: Review
Uploaded by
Victor Manuel Morales de la FuenteCopyright:
Available Formats
Wet Comminution in Stirred Media Mills: Review
Wet Comminution in Stirred Media Mills: Review
Uploaded by
Victor Manuel Morales de la FuenteOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Wet Comminution in Stirred Media Mills: Review
Wet Comminution in Stirred Media Mills: Review
Uploaded by
Victor Manuel Morales de la FuenteCopyright:
Available Formats
Review Wet Comminution In Stirred Media Mills t
Arno Kwade and Jorg Schwedes
Kwade + Schwedes Zerkleinerungstechnik *
Institute of Mechanical Process Engineering
Technical University of Braunschweig, Germany**
Abstract
The importance of stirred media mills in various industries as well as in research is steadily
increasing because the quality requirements of comminution products, e.g. the product fineness,
rise continuously. This paper gives a survey of different mill designs and of the influence of
various operating parameters on the specific energy consumption. The specific energy necessary
for a certain product fineness depends above all on the stress intensity, which is among other
things a function of the grinding media size and the circumferential stirrer speed. At similar
stress intensities, the influence of the stirrer and grinding chamber geometry is small and
scale-up using the specific energy is usually possible. Moreover residence time behaviour, wear
of grinding media and autogenous comminution are discussed.
1. Introduction 2. History of development and different mill
designs
Stirred media mills are increasingly used for the
fine and ultrafine grinding of minerals, ceramic Originally, tumbling ball mills were often used for
materials, paint pigments, chemical products, wet fine and ultrafine grinding. But since the power
microorganisms and other materials. In these mills consumption of tumbling ball mills is limited by the
which are mainly operated wet, the product parti- number of revolutions at which the grinding media
cles are reduced in size between loose grinding are centrifugated at the chamber wall, the power
media usually made of glass, steel or ceramic density is relatively small. Thus, for the production
materials. Due to a very high number of stress of fine and ultrafine powders, very long comminu-
events per unit time and unit volume and due to an tion times are necessary. To improve the efficiency
appropriate stress intensity in the production of in fine grinding, in 1928 Szegvari (in [1]) proposed
very fine particles, the specific energy consumption a mill with a vertical stationary grinding chamber
of stirred media mills is less than that of tumbling in which spherical grinding media are moved by a
ball mills. The importance of stirred media mills slowly rotating agitator. An advanced design of this
increases steadily because of an increasing demand mill built in 1950 is shown in Figure 1. Such low-
for fine and very fine particles and because of the speed stirred media mills, also called "Attritors",
advantages of stirred media mills compared with with circumferential speeds up to approximately 6
other mills. Therefore, many developments regard- m/s are still built and used, mainly for the fine
ing minimization of specific energy, separation of grinding of minerals and ceramic materials. Parallel
very small grinding media, production of narrow to the further development of this mill (e.g. increase
particle size distributions and wear protection have in length/ diameter ratio of the vertical chamber),
been made in the last few years. Besides this, stirred high-speed stirred media mills were developed,
media mills are increasingly the subject of scientific which were operated with circumferential speeds of
study, so that recently many new results have been 8 to 20 m/s and with smaller grinding media. The
published. Above all this paper covers experimental industrial breakthrough of high-speed stirred media
results, whereas simulation results using the popula- mills occurred in 1948 with the introduction of
tion balance model or other models are not discus- DuPont's "sand mill", which has been primarily
sed. applied as a pigment grinder in the paint industry.
* Consultants, Rebenring 33, 38106 Braunschweig, Germany
The product suspension is pumped through the
**Volkmaroder Str. 4/5, 38104 Braunschweig, Germany vertical grinding chamber of the "sand mill" from
' Received August 1, 1997 the bottom to the open top, where the grinding
KONA No.15 (1997) 91
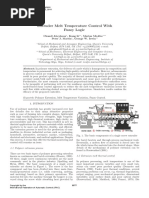
Fig. 2 Design principle of a closed-type stirred media mill
with disc stirrer
scale) up to more than 1 m 3 and with drive powers
of more than 1 MW [2].
A large number of different types of closed stir-
red media mills were developed by industry, espe-
cially in the last 10 years. The various mill designs
differ above all in their chamber and stirrer geome-
try as well as in the separation device, which allows
free discharge of the product but prevents the grind-
ing media leaving the mill. Usually, the grinding
media are held back in the grinding chamber by a
screen (e.g. flat screens, screen cartridges [3],
Fig. 1 Low-speed stirred media mill (Attritor) [1] rotating or stationary cylindrical screens) or by a
rotating gap (see Figure 2). In principle, the width
media are held back by a fixed sieve cage. of the rotating gap or the mesh width of the screen
Since the power input and/ or the volumetric should be at least half the size of the grinding
power density of these open top mills are limited by media. Usually, a rotating gap featuring self-
the formation of spouts and other reasons (e.g. cleaning properties is used for the processing of
emission of solvents, inclusion of air, problems in highly viscous suspensions. But rotating gaps are
processing highly viscous suspensions) , these open limited by the tolerance in the gap width and the
top mills were largely replaced by closed-type mills. relatively high pressure drop due to a very narrow
The grinding chamber of these closed stirred media gap width. Because grinding media with sizes of a
mills can be arranged horizontally or vertically and few hundred microns are increasingly used, screens
is usually equipped with a water-jacket for cooling are being increasingly used instead of rotating gaps.
purposes. Usually 70 to 85% of the free grinding They are usually designed and fixed such that they
chamber volume is filled with a bulk of grinding cause no dead zones in the grinding chamber, are
media. Depending on the feed size and the feed exchangeable without having to empty the grinding
material, different grinding media sizes (usually chamber (screen cartridges), and/or that contact of
between 200 ,urn and 4000 ,urn) and different grind- the grinding media with the screen can be largely
ing media materials (e.g_ glass, steel and ceramic avoided by utilising the centrifugal force inside the
materials) are employed. The grinding media are mill or even by using a special kind of rejector-
moved by a stirrer with circumferential speeds of up wheel classifier [2]. Due to specially designed grind-
to 20 m/s, so that centrifugal acceleration rates of ing chamber geometries, the danger of accumula-
more than fifty times the acceleration due to grav- tion and blocking of grinding media in front of the
ity can be achieved. As a typical example of a separation device can be significantly reduced.
closed-type stirred media mill the design principle Concerning the chamber and stirrer geometry, a
of a mill with a disc stirrer is shown in Figure 2. distinction between three types of stirred media
The mill is equipped with a rotating gap for the mills can be made :
separation of the grinding media. Today, closed- Stirred media mill with disc stirrer
type stirred media mills are built with grinding Stirred media mill with pin-counter-pin stirrer
chamber volumes of less than 1 litre (laboratory Annular gap geometry
92 KONA No.l5 (1997)
Figure 3 shows schematically the three different rers. Some annular gap mills are also equipped with
geometries. The simplest stirrer geometry is the pins so that displacement forces act besides adhe-
disc stirrer. Here, the energy is transferred from the sion forces, permitting an even higher energy den-
stirrer to the grinding media/product mixture main- sity to be obtained. Recently, annular gap mills have
ly by adhesion. The discs can be provided with become very popular and most manufacturers of
holes, slots, slits, etc. and/ or are fixed eccentrically, stirred media mills offer a specially designed annu-
so that as a result of displacement forces, additional lar gap milL Annular gap mills are built with a
energy can be transferred from the stirrer to the single or double conical annular gap, with a single
grinding media/product mixture. The pin-counter- cylindrical or double cylindrical annular gap, or
pin stirrer moves the grinding media/product mix- with a rotor shaped like a flat disc. Especially in
ture mainly by means of displacement forces. Espe- some of the annular gap mills, the danger of accu-
cially if counter-pins (rotor/stator-system) are mulation and blocking of grinding media in front of
used, the power density is larger than that of a disc the separation device is significantly reduced by
stirrer at an identical circumferential speed. The means of an internal circulation of the grinding
highest power density can be obtained in a grinding media.
chamber of an annular gap milL The width of the
annular gap is usually small, i.e. approximately 5 to
3. Motion of the grinding media
20 times the grinding media diameter. Often, these
mills consist of a smooth rotor and a smooth cham- Bosse [ 4] was the first to investigate the motion
ber wall, so that energy is transferred only by of grinding media in a stirred media milL Based on
adhesion forces. In this case, the power density is his work, further experimental and theoretical
very uniform and the residence time distribution is investigations were published [5-7]. Recently,
narrower than that of disc or pin-counter-pin stir- numerical calculations concerning the flow field, the
Outlet distribution of the specific energy and the motion of
single grinding beads in a grinding chamber with
disc stirrer have been carried out by Blecher,
Kwade and Schwedes [8,9]. Although the calcula-
tions are based on the steady-state laminar stirring
of a Newtonian fluid without grinding media, in
principle the results correspond to the published
Water jacket experimental investigations.
a) Disc stirrer
A result of this study is given in Figure 4, in
which a section of the grinding chamber, i.e. the
upper part of a disc with the volumes shown next to
the disc, is shown. On the left side of the disc,
profiles of the tangential fluid velocity are depicted
- for a Reynolds number of 2000. On the right side,
stationary trajectories of single beads in the radial-
axial plane are presented. The profiles of the tan-
gential fluid velocity, i.e. the velocity perpendicular
b) Pin-counter ·pin stirrer
to the plane of representation show that the tan-
gential velocity is nearly constant except in the
vicinity of the discs. Near the discs, high gradients
of the tangential velocity and, therefore, zones of
high power density exist in which the power density
is higher than the mean power density. This zone is
shown on the right side of the disc. Another zone of
high power density is located at the grinding cham-
ber walL Although the volume of these zones is only
about 10% of the net grinding chamber volume, at a
ci Annular gap mill Reynolds number of 2000, approximately 90% of the
Fig. 3 Characteristic chamber and stirrer geometries power is consumed in the zones of high power
KONA No.l5 (1997) 93
this paper will focus on the relationship between the
product fineness and the specific energy input (net
energy input related to the product mass or net
power input related to the product mass flow rate,
respectively). The specific energy is well known to
be an important influencing variable in most com-
minution processes. In the case of high-speed stirred
media mills, Stehr, Weit and Schwedes [10-14]
found on the basis of a large number of continuous
grinding experiments with limestone as the grinding
material that the specific energy input Em is the
main influencing variable on the comminution result
for a wide parameter range. As it can be seen in
Figure 5, in a first approximation, the specific
energy describes the influence of mill size, circum-
ferential speed of the stirrer, v,, solids concentration
of the suspension, cv, density of the grinding media,
PGM, and throughput, Vsusp, on the product fineness
(integral mean size xd. Therefore, control of the
specific energy input is often sufficient to guarantee
a certain product quality in grinding plants [15].
Further investigations published more recently
(Stehr [16], Mankosa eta!. [17], Stadler eta!. [18],
Bunge [19,20], Thiel [21,22], Kwade et a!. [23,24],
] oost [25]), show that besides the specific energy
Fig. 4 Profiles of the tangential fluid velocity and stationary input, the size of the grinding beads greatly affects
trajectories of single grinding beads in the axial-radial the comminution result. For example, the influence
plane [8,9]
of the media size on the relationship between the
density. specific energy and the product fineness (median
Besides in tangential direction, the fluid and size Xsol is shown in Figure 6 for batch comminu-
therefore the grinding beads also rotate in axial and tion of limestone using glass beads. It can be seen
radial direction. The beads move thereby through that the specific energy consumption can be de-
the zones of high energy density. In the zone around creased considerably by adapting the grinding
the stirrer discs, the grinding media are accelerated media size to suit the comminution problem. Using
towards the grinding chamber wall. At the grinding glass beads of a size larger than or equal to 838 ,urn,
chamber wall, the grinding media are turned round smaller beads yield a finer product at fixed specific
and move to the plane of symmetry between two energy inputs. For smaller glass beads (399 ,um-661
discs. The grinding media move along the symmetry ]()() r - - - - - - - - r = = = = = = = = = ; - - - ,
plane from the chamber wall back to the stirrer media separation mill size
6 screen 5.5/25 R/2201
shaft because of the condition of continuity. : : :; rotating gap 5.61
C rotating gap 12.51
]()
4. Effect of geometry and operating parameters ~
on the comminution result
X
Several investigations concerning stirred media Vt-"'6.4 14.4 m/s
. 0.46
mills are occupied with the determination of the - 585 1/h
PG\1=2894 3513 kg/m'
effect of various operating parameters on the rela-
tionship between product fineness and grinding
10 100 1000 5000
time. But as the investigations show, the grinding Specific energy Em [kJ/kg]
time necessary for a certain product fineness cannot
Fig. 5 Relationship between product fineness (integral mean
describe the influence of the several operating size xu) and specific energy for the comminution of
parameters on the comminution result. Therefore, limestone
94 KONA No.l5 (1997)
,urn), the position of the curve depends on the spe- kg. For grinding media sizes larger than the opti-
cific energy input : for low specific energies, larger mum size, the median size of the product increases
glass beads yield a finer product, whereas for high with increasing grinding media diameter and, more-
specific energies, smaller glass beads are advanta- over, with increasing circumferential velocity of the
geous. For very small beads (97 ,urn and 219 ,urn), no discs as well as with increasing media density.
progress in the product fineness can be found. The following explanation can be given as a
Moreover, Kwade eta!. [23,24] and Reinsch eta!. reason for the influence of the different operating
[26] show that as well as by the media size, the parameters on the relationship between product
relationship between the product fineness and the fineness and specific energy [24]: The specific
specific energy is affected by the circumferential energy input can be considered as the product of the
speed of the discs and the grinding media density. number of stress events and the specific energy
This influence is shown in Figure 7, in which the consumed at a single stress event (i.e. the energy
relationship between the median size obtained at a related to the product mass stressed between two
specific energy input of 1000 kJ /kg and the diame- grinding media). A measure for the number of
ter of the grinding media is presented. The six stress events is the so-called stress number and a
curves plotted for different circumferential speeds measure for the specific energy consumed at a
of the discs and different densities of the grinding single stress event is the stress intensity. The stress
media have a characteristic shape. With increasing intensity in stirred media mills is determined above
grinding media size, the median size of the product all by the kinetic energy of the grinding media.
first declines down to a minimum. At this minimum, Therefore, the stress intensity is proportional to the
the corresponding grinding media size is most mass of a grinding medium (bead) and to the square
advantageous for a specific energy input of 1000 kJ/ of the tangential velocity of the grinding media.
1()().,..----------------------, Assuming that the tangential velocity of the grind-
ing media is proportional to the circumferential
speed of the discs, that the elasticity of the feed
§_ material is much less than that of the grinding
10
media, and that only single particles are stressed
~
intensively between the grinding media, the follow-
""'
'(/)
ing expression can be taken as a measure of the
~
'0
Grinding media size dcM
[ 97/Lffi; 219Jlffi
stress intensity:
"'
~ -6--- 399 .urn; 515 ,um
SlcM=d3cM"PGM"Vt 2 (l)
(>- 661 J.lffi. +- 838 pm
- x -- 1090 pm; *- 1500 1m1
The parameter SicM, which is called stress inten-
[X 2000 ttm. + .woo tml
sity of the grinding media, is determined by the
20 100 1000 6000
operating parameters (media size, dcM, media den-
Specific energy Em [kJ/kg]
sity PcM, and circumferential speed of the discs, Vt)
Fig. 6 Effect of grinding media size on the relationship
between product fineness and specific energy
and is constant during a comminution process. If the
elasticity of the feed material is about the same or
60 j[i=====q----------;:============:::;-1 higher than that of the grinding media material (e.
fl<.M [kg/m'] ~ 2894 7550
v, [m/s]~ 6.4 -'1'- g. in grinding of ceramic materials), Young's
v, [m/s]~ 9.6 - ' ' -•-
v, [m/s]~l2.H - 6 - - .. - modulus of the feed, YF, and Young's modulus of the
~
~ 10 grinding media material, YGM, have to be taken into
account. The larger the Young's modulus of the feed
Em~IOOO kJ/kg
~GM=().8 material is compared to that of the media material,
Cm ~0.4
the larger is the deformation of the grinding media
at each stress event and the less energy is transfer-
red from the grinding media to the product particle.
O.:i-t-,--,-----~--~~~~-r-'1---~----.-----i According to Becker and Schwedes [27], this influ-
80 100 1000 5000 ence can be described by the following definition of
Grinding media size dcM [!'m]
the stress intensity, which is a measure for the
Fig. 7 Relationship between product fineness and media size stress intensity acting on the feed or product parti-
for a constant specific energy input, but different cir-
cumferential speeds of the discs and different media cle:
densities
KONA No.l5 (1997) 95
sl?=d 3 cM·PcM·v,z·(l+.J:~r (0)
the product fineness and thus different optimum
values of the stress intensity exist. With increasing
The influence of the stress intensity on the rela- specific energy and therefore increasing product
tionship between the product fineness and the spe- fineness, the optimum stress intensity decreases
cific energy is shown in the following by means of because with decreasing particle size, lower
the comminution of limestone, where the elasticity energies and lower forces of pressure are necessary
of the feed material is much less than that of the to break a product particle. Therefore, the optimum
grinding media material. In Figure 8 the median and most advantageous stress intensity always
sizes, which are already shown in Figure 7, are depends on the demanded product fineness.
related to the stress intensity SicM- It can be seen Besides the specific energy and the stress inten-
that for a constant specific energy input, the stress sity, the filling ratio of the grinding media (bulk
intensity determines the product fineness. The spe- volume of the grinding media related to the grinding
cific energy and the stress intensity are the two chamber volume) also affects the comminution
main influencing variables for the comminution of result: Thiel [21], Joost [25] and Kwade [23] have
limestone in stirred media mills. shown that at a constant specific energy input and
Almost no comminution progress is obtained at at a constant stress intensity of the grinding media,
small stress intensities because the stress intensities the product fineness increases with increasing filling
are too low for breaking the feed particles. There- ratio of the grinding media. Depending on other
fore, multiple stressing and more energy are operating parameters and on the chamber geome-
required. With increasing stress intensity, the prod- try, the optimum filling ratio is in the range of 0.75
uct fineness increases until a minimum is reached. to 0.85. For filling ratios lower than the optimum
At this fineness, the stress intensity has an optimum value, Joost [25] and Kwade [23] found that the
value. If the stress intensity is further increased influence of the filling ratio on the comminution
while the specific energy input is held constant, the result can be described by the product of the specific
product fineness decreases because the number of energy and the filling ratio of the grinding media.
stress events, and above all, the energy utilization This finding is shown in Figure 9 for the comminu-
(newly created surface related to the energy input) tion of limestone and can be explained as follows:
of each stress event decrease. Because of the In stirred media mills, the energy is transferred
decrease in energy utilization, the decrease in prod- from the stirrer to the grinding media and the
uct fineness due to the decrease in stress number is suspension. The larger the amount of grinding
higher than the increase in product fineness due to media inside the grinding chamber and therefore the
the increase in stress intensity. For example, the larger the filling ratio is, the larger is the part of the
new surface achieved by stressing a particle volume energy which is transferred to the grinding media
only once with a certain stress intensity is smaller and not to the suspension. Thus, the product of the
than the new surface created by stressing this parti- filling ratio of grinding media and the specific
cle volume twice with half stress intensity. energy is a measure for that portion of the specific
For different specific energy inputs, different energy which can be used for comminution.
relationships between the stress intensity SicM and
:;or---:--------;:::::===============;--
6o rn==::v=:::o-----;=======ii 0 ·,
'l!l,t:.
<;:(,\1 =-O.:W
ip(,\1-=0.30
Cff.\1
/f(,~
-0.-.10
-0.60
(JG\t(kg/m_;) 2H94 7J5() <p(,w-=-0.50 o;..:c\1 -O./J
D '
y, [m/s] ~ 6.4 "' / tp(,\,--=0.70 -* 9(,..,,--0.K1
,., [m/s] ~ 9.6 •
'"' [m/s] o~ 12.R -" ~]()
d(, . .,[flm]=-=97 -WOO D '
__.:::: ]()
0
O.:i+-~~......,..~~~,---~~.,..,~~=r~~~,---~--1 ]() ]()() ]()()() ~I)()()
()_()()()] 0.001 0.01 0.1 I ]() :iO <Pr.,•Em [kJ/kg]
Slc:.1 =- (JG"!.l•dcM 3 •vt 2 [HI '0:m]
Fig. 9 Product fineness as a function of the product of the
Fig. 8 Influence of stress intensity on median size for a spe- specific energy and the filling ratio of the grinding
cific energy input of !000 k] /kg media
96 KONA No.15 (1997)
The solids concentration of the suspension is the effect of the mill size on the specific energy
another operating parameter which can be de- necessary to obtain a certain product fineness. Weit
scribed in a first approximation by the specific used seven stirred media mills with disc stirrer and
energy. But at low solids concentrations, more spe- net volumina between 5.5 and 200 litres. Besides the
cific energy is required to achieve the same product mill size, he varied the circumferential speed of the
fineness [23]. A possible reason for this behaviour is discs, Vt, the volume flow rate, Vsusp, and the solids
that at low solids concentrations, it is not at every concentration by volume, cv. The comminution
grinding media contact that a product particle is results shown in Figure 5 prove that the specific
stressed between the grinding media. Besides low energy required for a certain product fineness is
solids concentrations, also high solids concentra- more or less independent of the mill size. The
tions can make larger specific energy consumptions results published by Karbstein et a!. confirm the
necessary for producing a certain product fineness results of Weit for grinding chamber net volumes
because of disadvantageous suspension viscosities down to approximately 1 I. But the comminution
[21,25,28]. To overcome this problem, grinding aids experiments of Karbstein et a!. and Kwade also
or dispersants can be used to reduce the suspension show that by using grinding chambers with net
viscosity. But as experiments of Wang et a!. [28] volumes less than 1 I, the specific energy necessary
show, dispersants have to be used carefully because for a certain product fineness increases. Among
too large an amount of dispersants can lead to other things, the increase of the specific energy
higher specific energy consumptions. requirement using very small grinding chamber
Instead of with the specific energy, the product volumes can be attributed to a change in the stress
fineness can be correlated with the so-called stress intensity : At an unchanged circumferential stirrer
number (sometimes also called stress frequency). speed, the centrifugal acceleration and thus the
The stress number is a measure for the number of stress intensity of the grinding media increase with
stress events in a mill and can describe the influence decreasing mill size. Therefore, as long as the stress
of the grinding time as well as the influence of intensity remains in the range of the optimum stress
several operating parameters on the product fine- intensity, although the mill size has changed (see
ness. Various authors [18-21,23,24] show that by Figure 8), the effect of the mill size on the specific
choosing an appropriate relation for the stress energy consumption is small. But if the stress inten-
number or stress frequency, the effect of several sity is much larger than the optimum stress inten-
operating parameters on the comminution result sity (for example, because of a relatively large
can be described. For the comminution of limestone, grinding media size), the specific energy necessary
Kwade and Schwedes [23,24] show that for a con- for a certain product fineness increases with
stant stress intensity, a certain relationship between decreasing mill size.
the product fineness and the stress number exist. In Since the specific energy consumption is indepen-
contrast to these results, the effect of the stress dent of the mill size for a wide range of mill sizes,
intensity is different for the disintegration of micro- the specific energy required for a certain product
organisms [19,20] and for the desagglomeration of fineness can be determined by means of comminu-
pigments [18]. For the case that the stress intensity tion experiments in a small mill. This specific
is higher than the stress intensity necessary for the energy has to be supplied to the large mill by choos-
disintegration of a microorganism or for the desagg- ing an appropriate flow rate and an appropriate
lomeration of an agglomerate, only one relationship circumferential stirrer speed. The required circum-
between the disintegration rate or the product fine- ferential stirrer speed can be determined by using
ness and the stress number exist. The reason is that the power characteristic diagram, which is well
if a microorganism is disintegrated or an agglomer- known in stirring processes and where the Newton
ate is broken, a higher stress intensity has no addi- number is plotted versus the Reynolds number
tional advantage. [ll-13].
Joost and Schwedes [25,30], Reinsch et a!. [26]
and Karbstein et a!. [29,31] investigated whether
5. Effect of mill size and mill design on the com-
chamber and stirrer geometry influence the rela-
minution result
tionship between the product fineness and the spe-
Weit and Schwedes [12,13] and recently Karb- cific energy. Joost and Karbstein et a!. used three
stein eta!. [29] as well as Kwade [24] investigated different geometries according to the three different
KONA No.l5 (1997) 97
types shown in Figure 3, whereas Reinsch et a!. ing chamber is divided into several cells. In the case
investigated a mill with a disc stirrer and different of a grinding chamber with a disc stirrer, the num-
types of annular gap mills. All investigations show ber of cells corresponds to the number of discs and
that at a certain specific energy input and at a the cells are bounded by the symmetry planes
comparable stress intensity, similar median sizes of between two discs. The product suspension flows
the product are obtained with the different mill through all cells from the inlet to the outlet. Besides
designs. Differences were found in the widths of the that, a so-called backmixing flow rate connects two
particle size distributions. For example, Figure 10 adjacent cells in both directions because of the
shows particle size distributions obtained at four backmixing behaviour.
specific energy inputs using three different mill Up to now, the applicability of the two different
designs [25,30]. The particle size distributions prove transport models has only been proven for a mill
that the narrowest particle size distribution can be with disc stirrer: Heitzmann [33], Berthiaux eta!.
achieved using the annular gap geometry because of [34] and Kwade [24] have shown that the residence
a narrow residence time distribution and because of time behaviour of a mill with disc stirrer can be
a relatively uniform power density or stress inten- described better by the cell model with backmixing
sity, respectively. The widest particle size distribu- than with the axial dispersion model. This is shown
tions were found for the pin-counter-pin stirrer in Figure 11, in which a residence time distribution
because of intense radial mixing and axial re- measured by Kwade is compared to the distribu-
mixing. The products achieved with the disc stirrer tions calculated with the two models.
have particle size distributions which range between The residence time behaviour of the mill deter-
the others. mines the residence time distribution of the product
particles if the product flows only once through the
grinding chamber. But often more than one pass is
6. Transport behaviour and residence time distri-
necessary to obtain the required product fineness.
bution
This can be done by using a cascade of mills or by
As mentioned before, the width of the particle pendulum operation. Besides the multi-pass mode,
size distribution depends on the residence time the circuit mode is very common, especially for the
distribution of the mill and thus on the axial flow grinding of pigments where small batches are usual.
through the grinding chamber. For the description Here, the suspension is pumped from a storage tank
of the axial transport of the product particles through the mill and then returned to the same tank
through the grinding chamber, two models can be [18,31]. Therefore, the residence time distribution
used: Axial dispersion model [11,24,32,33] and cell in the grinding chamber is superposed by that in the
model with backmixing [24,33,34]. The axial disper- storage tank and consequently the overall residence
sion model bases on the notion that a mixing motion time distribution becomes wider. Especially at small
superposes the convective axial transport over the comminution times, the circuit mode can lead to
entire length of the grinding chamber. On the other relatively wide particle size distributions with a tail
hand, in the cell model with backmixing, the grind- of coarse particles. In contrast, the narrowest resi-
= l.O -rr===;;=st,=rre=r=;;=Spe="c=fic=ene=r"'=;------,-:::;::i!>!!!:t;l!:;tl7;,__.-,
Og ·D.·· Disc 221 kJ/kg .
dence time distribution can be achieved by operat-
1.0-,------------------...,
--;< ·
a 07
0.8
& Pin-counter-pin
-A- Ann~i~gap
2i0kj/kg
li~:~i::~:
l133k)lkg . .
. 0.9
0.8
!': . li69k)/kg
·-f:j 0.6 Disc 1860 kj/kg . 0.7
15 l882kJ/kg
"E 0.5 1849 kj/kg 0.6 dcM=848 JJm
"-;"
rfl 3345 kj/kg (/:iGM=Q,77
:..0 0.4 ~·] ·PiHounter-pin 33I8kJ/kg 0.5 v,=l2 m/s
c.; -•-Pin-counter-pm 3122 kj/kg Ysusp=}QQ 1/h
c.,=0,43
-~ 0.3i'----::_-::,_:.Fe€d:::::..:.A:::.hO::.'- - " ' " '
0.3
~ 0.2+···················· ···············,·o·:lf!'?
·;:;
0.2
-3 01
§ 0.0+--~~~~n+-~~~~~~~-~~~ 0.1
u 01 10 100 o.o~~-,.-~----.--....-=~::::::;~~......,._j
Particle size x [11m] 0 2 3 4 5
Dimensionsless time fJ=t/ t [.]
Fig. 10 Comparison of grinding results at the same specific
energy input; three different grinding chamber geome- Fig. 11 Comparision of measured and calculated residence
tries [25,30] time distributions in a mill with disc stirrer
98 KONA No.l5 (1997)
ing the stirred media mills in multi-pass mode: The
8. Autogenous comminution
more passes are carried out, the smaller the width
of the particle size distribution. But because of high By means of autogenous comminution, a product
investment costs and a high expenditure for control contamination caused by the breakage and abrasion
technology, the multi-pass mode is not very com- of grinding beads can be avoided and grinding
mon. media costs can be largely reduced. Autogenous
comminution in stirred media mills was scientifi-
cally investigated by The and Schubert [35] (silicon
7. Wear of grinding media
carbide), Kanda et al. [36] (limestone) and Kwade
The wear of grinding media was investigated and Schwedes [24,37,38] (limestone, white fused
extensively by Joost, Becker and Schwedes [25,27, alumina). In Figure 13, the cumulative size distribu-
30], who made comminution tests with white fused tion by mass, Q3, is depicted for batch autogenous
alumina and other materials using varius grinding pebble comminution of limestone [24,37]. With the
media materials. The wear of the grinding media exception of the absence of fine feed (i.e. only
was described by the ratio of the mass loss of the coarse particles are in the mill), a fully autogenous
grinding media during the comminution process to comminution process is comparable.
the mass of the grinding media at the start of the Before starting the comminution process, the
comminution process, LlmGM!mGM- Figure 12 shows hold-up is composed of the grinding media (about
that the influence of the following operating param- 200 to 1600 ,urn) and the fine feed (about 20 to 100
eters on the wear of the grinding media can be ,urn). After starting the comminution process, the
described by the total energy input related to grind- feed particles are quickly reduced in size by the
ing chamber net volume, Ev,Gc: circumferential stir- grinding media and a fine product with particle
rer speed, Vt, mass flow rate, msusp, and solids con- sizes smaller than 10 ,urn results. Besides the feed
centration by mass, Cm, of the product suspension, particles, small grinding media which are stressed
filling ratio, ¢GM, and size, dGM, of the grinding media between large grinding media as well as grinding
as well as grinding chamber geometry. Independent media with internal cracks are reduced in size by
of the chosen operating parameters and independent complete fracture. Moreover, chipping fracture
of the grinding chamber geometry, a certain total (removal of asperities from irregular particles)
energy input related to the grinding chamber net occurs. After a few minutes, almost no particles can
volume leads to the same media wear or to the same be found in the particle size range between the fine
relative mass consumption of grinding media. More- product and the grinding media or the pebbles,
over, the media wear is affected by the properties of respectively, because pebbles are reduced in size
the media material and of the feed material, above mainly by the abrasion of micro grains and because
all by the hardness of the two materials : The media small pebbles are broken by large pebbles before
wear decreases if harder grinding media or/and a they become smaller than 100 ,urn. This particle size
softer feed material are employed. range without particles is very important for the
separation of product and grinding media. Since the
smallest size of the grinding media is larger than
~ O.IJ,=:=:=:=:=:::;--,-------~ l.OlF==~=-.,--;===r;-----,r'i
v Disc stirrer 0.9
6. Pin-counter-pin Stirrer
0 Annular gap mill 0.8
0.7
0.6
"' o.o1
'0
E
~
0.5
g,c a 0.4
'0 0.3
"
'i: "'" ~ 0.6-0.8
v,~ (6);8-!6 m·s·'
""
'-
0
c.~O.l-0.4
0.2
... rhsusp=8.1-42.7 kg· h-i 0.1
"'
~ 0.001 +--~-~~~~~r--..:::::;:=:;:::::::;=:;:::::;::::::;:...-.-j 0.0
100 1000 10000 0.3 10 100 1000 3000
Energy related to the grinding chamder volume Ev,cc [1 ·cm- 3 ] Particle size x [J.tm]
Fig. 12 Effect of different operating parameters on the media Fig. 13 Cumulative size distribution of the hold-up for batch
wear (comminution of white fused alumina) [25,30] autogenous pebble comminution of limestone
KONA No.l5 (1997) 99
100 ,urn and the product is finer than 10 ,urn, a 6) Hashi, Y., Senna, M.: Motion of Grinding Media in
product finer than 10 ,urn can be achieved by sieving Axial Direction and its Effect on Comminution in an
Agitation Bead Mill, KONA, 14 (1996) 176-181
at a particle size of about 100 ,urn. Thus, a separa-
7) Jenczewski, T.J.: The Grinding of Organic Dyestuffs,
tion at a particle size of 10 ,urn is not necessary to
The Canadian Journal of Chemical Engineering, 50
obtain a product finer than 10 ,urn. A comparison (1972) 2, 59-65
with the comminution of limestone using glass 8) Blecher, L., Kwade, A., Schwedes,].: Motion and Stress
beads showed that the specific energy consumption Intensity of Grinding Beads in a Stirred Media Mill. Part
of an autogenous comminution process is compa- 1 : Energy density distribution and motion of single
rable to that using glass beads. Enderle et a!. [2] grinding beads, Powder Technology, 86 (1996), 59-68
give an example of an industrial use of autogenous 9) Blecher, L.: Stromungsvorgange in Ri.ihrwerkmi.ihlen,
Dissertation, TU Braunschweig, 1993
comminution in stirred media mills. They report on
10) Stehr, N., Schwedes,].: Technological Investigations on
the autogenous regrinding of zinc/lead ores in stir-
the Comminution at a Continuously Operated Ball Mill,
red media mills with disc stirrer and a grinding Intern. Symp. on Recent Advances in Particulate Science
chamber volume of about 3000 litres and a drive and Technology, Madras, India, 1982, Part 1, Preprints,
with a power of 1.1 MW. B103-Bl19
11) Stehr, N.: Zerkleinerung und Materialtransport in Ri.i-
hrwerkskugelmi.ihlen, Dissertation, TU Braunschweig,
9. Outlook 1982
12) Weit, H., Schwedes,].: Scale-Up of Power Consumption
The importance of stirred media mills for the
in Agitated Ball Mills, Chern. Eng. Techno!., 10 (1987) 6,
production of very fine particles is likely to increase
398-404
further in the next years. Because of rising product 13) Weit, H.: Betriebsverhalten und Maf3stabsvergroBerung
qualities, further developments of stirred media von Ri.ihrwerkskugelmi.ihlen, Dissertation, TU Brauns·
mills regarding the use of very fine grinding media, chweig, 1987
the production of narrow product particle size dis- 14) Weit, H., Schwedes,]. and Stehr, N.: Comminution and
tributions and wear are expected. The research Transport Behaviour of Agitated Ball Mills, l. World
work should focus above all on the operation of Congress Particle Technology, Ni.irnberg, 1987, Part II,
stirred media mills, e.g. on the blocking of the Preprints, 709· 724
15) Stehr, N., Weyand, C.: Control System for Agitated
grinding media, on the use of grinding aids and on
Media Mills, 7. European Symposium Zerkleinern, Ljubl·
the scale-up. Moreover, progress in the simulation
jana, 1990, 681-695
of the comminution process should be made in a 16) Stehr, N.: Naf3feinstmahlung mit Ri.ihrwerksmi.ihlen in
manner such that a prediction of the comminution der Keramik-Grundlagen und technische Ausfi.ihrungen,
result (product fineness, specific energy consump- Keramische Zeitschrift 42 (1990) 3, 162/167
tion) is possible for a wide range of operating 17) Mankosa, M.]., Adel, G.T., Yoon, R.H. : Effect of Media
parameters. Size in Stirred Ball Milling Grinding of Coal, Powder
Technology 49 (1986), 75-82
18) Stadler, N ., Polke, R., Schwedes, ]., Vock, F. :
References NaBmahlung in Ri.ihrwerksmi.ihlen, Chem.-lng.-Tech. 62
(1990) 11, 907-915
l) John, W.: Von der Trommelmi.ihle zur Ringkammermi.i·
19) Bunge, F.: Mechanischer ZellaufschluB in Ri.ihrwerks-
hie, Farbe und Lack, 79 (1973) 6, 537-542
kugelmi.ihlen, Dissertation, TU Braunschweig, 1992
2) Enderle, U., Woodall, P., Duffy, M. and Johnson, N.W.:
20) Bunge, F., Schwedes, ]. : Mechanical Disintegration of
Stirred Mill Technology for Regrinding McArthur River
Micro-Organisms, 7. Europ. Symposium Comminution,
and Mount !sa Zinc/Lead Ores, XX International Min-
Ljubljana, June 1990, 55-77
eral Processing Congress, 21.-26. 9. 1997, Aachen, Ger-
21) Thiel, J.P. : Energiebedarf und Durchsatzverhalten der
many
KohlenaBzerkleinerung in einer Ri.ihrwerkskugelmi.ihle,
3) Stehr, N.: Recent Developments in Stirred Ball Milling,
Dissertation, TU Braunschweig, 1993
International Journal of Mineral Processing, 22 (1988),
22) Thiel, J.P., Schwedes, ]. : Comminution of Coal in an
431-444
Agitated Ball Mill, Ljubljana, June 1990, 667-680
4) Bosse, D.G.: Development and Use of the Sand Grinder,
23) Kwade, A., Blecher, L., Schwedes,].: i'v1otion and Stress
Official Digest, (1958! 3, 251-276
Intensity of Grinding Beads in a Stirred :\1edia :'v1ill. Part
5) Engels, K.: Die Dispergierverfahren in der Lack· und
2: Stress Intensity and its Effect on Comminution, Pow-
Farbenindustrie unter besonderer Beri.icksichtigung der
der Technology, 86 0996), 69-76
schnellaufenden Ri.ihrwerksmi.ihlen, Farbe und Lack, 71
24) Kwade, A.: Autogenzerkleinerung von Kalkstein in
(1965) 5, 375-385
Ri.ihrwerkmi.ihlen, Dissertation, TU Braunschweig, 1996
100 KONA No.15 (1997)
and Verlag Shaker, Aachen, 1997 Media Mill and their Effect on Comminution, Chern.
25) Joost, B.: Zerkleinerung von Schmelzkorund und Mahl- Eng. Process., 18 (1984), 73-83
korperverschleiB in Ri.ihrwerkskugelmi.ihlen, Disserta- 33) Heitzmann, D.: Characterisation des Operations de
tion, TU Braunschweig, 1995 Dispersion-Broyage, Dissertation, INPL Nancy, 1992
26) Reinsch, E., Bernhardt, C., Husemann, K.: Energy Con- 34) Berthiaux, H., Heitzmann, D., Dodds, ].A. : Validation of
sumption for Wet Grinding in Stirred Mills, Aufber- a model of a stirred bead mill by comparing results
eitungstechnik, 38 (1997) 3, 152-160 obtained in batch and continuous mode grinding, 8.
27) Becker, M., Schwedes, ]. : Comminution of Ceramics in European Symposium on Comminution, Stockholm, 17.-
Stirred Media Mills and Wear of Grinding Beads, in 19. 5. 1994, Preprints, Part II, 723-733
Schwedes, ]. : Feinste Feste Partikeln-Erzeugen, Klas- 35) The, L.X., Schubert, H. : Autogene Mahlung von SiC in
sieren, Abscheiden und Messen, Verlag Shaker, Aachen, Ri.ihrwerksmi.ihlen ohne und mit Mahlhilfsmitteln,
1997 Aufbereitungs-Technik 33 (1992) 10, 541-550 and 33
28) Wang, Y., Forssberg, E.: Dispersants in Stirred Ball Mill (1992) 12, 661-664
Grinding, KON A 13 (1995), 67-77 36) Kanda, Y., Hasegawa, M., Hayashi, Y., Sano, S., Ishik-
29) Karbstein, H., Mi.iller, F., Polke, R.: Scale-up for Grind- awa, T., Nagaoka, H.: Production of Submicron Parti-
ing in Stirred Ball Mills, Aufbereitungstechnik, 37 (1996) cles by Autogenous Grinding with a Stirred Mill, XVIII
10, 469-479 International Mineral Processing Congress, Sydney, 23.-
30) Joost, B., Schwedes, ]. : Comminution of White Fused 28. 5. 1993, 245-249
Alumina and Wear of Grinding Beads in Stirred Media 37) Kwade, A., Schwedes, J.: Autogenous Comminution in
Mills, Ceramic Forum International, 73 (1996) 6 and 73 Stirred Media Mills, 5th World Congress of Chemical
(1996) 7/8 Engineering, San Diego, 14.-18. 7. 1996, Preprints, 214-219
31) Karbstein, H., Mi.iller, F., Polke, R.: Producing Suspen- 38) Joost, B., Kwade, A.: Feinstzerkleinerung in Ri.ihrwerk-
sions with Steep Particle Size Distributions in Fines mi.ihlen, in Reh, H.: Das Jahrbuch der Keramik, Bauver-
Ranges, Aufbereitungstechnik, 36 (1996) 10, 464-473 lag, Walluf, 1995, 23-38
32) Stehr, N.: Residence Time Distributions in a Stirred
KONA No.15 (1997) 101
I Author's short biography I
Dr.-lng. Jorg Schwedes
Born 1938 in Berlin
Study of mechanical and chemical engineering at the Technical Unviersities of
Karlsruhe and Munich. Dipl.-Ing. 1964 at Karlsruhe. Dr.-Ing. 1971 at Karlsruhe (Prof.
Rumpf) with a thesis on the shear properties of slightly compressed cohesive granular
materials.
1971-1976 with Bayer AG at Leverkusen as head of a research group working in the
field of mechanical process engineering.
since 1976 Professor and Director of the Instiute of Mechanical Process Engineering,
Technical University of Braunschweig.
main research activities :
-mechanics of bulk solids (measurement of flow properties, silo design, development
and application of constitutive laws for bulk solids, instationary flow of gases in bulk
solids, flow promoting devices, handing of contaminated soils)
-comminution (wet grinding in agitated ball mills, vibratory milling, grinding of
micro-organisms, particle classification in the ,urn-range)
about 130 publications
1982-1984: Vicepresident of the Technical University of Braunschweig
1989-1991: Dean of the Faculty of Mechnical Engineering
since 1991: consultancy with Dr. Schulze on bulk solids technology
Dr.-lng. Arno Kwade
Born 07. 01. 1965 in Nordhorn, Germany
1986-1992: Study of Mechanical Engineering with consolidation in process and chemi-
cal engineering at the Technical University of Braunschweig, Germany, and
the University of Waterloo, Canada (1989-1990)
1992-1996 : Research assistant at the Institute of Mechanical Process Engineering of
the Technical University of Braunschweig, Germany
1996: Dr.-Ing with a thesis on autogenous comminution of limestone in stirred
media mills
1996: Foundation of the consultant and engineering company Kwade+Schwedes
Zerkleinerungstechnik, Braunschweig, Germany
research activities : fine grinding, especially comminution in stirred media mills, and
bulk solids handing
102 KONA No.15 (1997)
You might also like
- Nano Particles in Pharmaceutical ManufacturingNo ratings yetNano Particles in Pharmaceutical Manufacturing12 pages
- Design & Modification of Homogenizer MachineNo ratings yetDesign & Modification of Homogenizer Machine47 pages
- Hans - de - Waal - IsaMillTM Grinding TechnologyNo ratings yetHans - de - Waal - IsaMillTM Grinding Technology37 pages
- Homogenizer Handbook: Processing of Emulsions and DispersionsNo ratings yetHomogenizer Handbook: Processing of Emulsions and Dispersions24 pages
- Dk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06No ratings yetDk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.0614 pages
- Effects of Temp and Humidity On Drying of Paint PDF100% (1)Effects of Temp and Humidity On Drying of Paint PDF59 pages
- High-Speed Mill System Z Type LMZ: Grinding & Dispersing100% (1)High-Speed Mill System Z Type LMZ: Grinding & Dispersing12 pages
- Shaping-Powder Compaction Process (Slides)No ratings yetShaping-Powder Compaction Process (Slides)22 pages
- Semi-Automatic Painting Machine For Door and Flat SheetsNo ratings yetSemi-Automatic Painting Machine For Door and Flat Sheets11 pages
- Fasson Technical Guide-Adhesive Technologies-2020-WebNo ratings yetFasson Technical Guide-Adhesive Technologies-2020-Web17 pages
- Extruder Melt Temperature Control With F PDF100% (1)Extruder Melt Temperature Control With F PDF6 pages
- Mahesh Gupta, Michigan Technological University Plastic Flow, LLC Houghton, MI 49931 Houghton, MI 49931No ratings yetMahesh Gupta, Michigan Technological University Plastic Flow, LLC Houghton, MI 49931 Houghton, MI 499315 pages
- Grinding Mills Ball Mill Rod Mill Design PartsNo ratings yetGrinding Mills Ball Mill Rod Mill Design Parts53 pages
- Build Your Own Conferencing System With ASP - NET MVC - Part 1No ratings yetBuild Your Own Conferencing System With ASP - NET MVC - Part 16 pages
- Rarefaction Wave Gun Tank Main Armament DemonstratorNo ratings yetRarefaction Wave Gun Tank Main Armament Demonstrator5 pages
- Flexible Pavement Design (Bus Bays and Truck Lay Byes)No ratings yetFlexible Pavement Design (Bus Bays and Truck Lay Byes)3 pages
- Solution of MPPT On Photo-Voltaic Cell Using Different Algorithms100% (1)Solution of MPPT On Photo-Voltaic Cell Using Different Algorithms38 pages
- Study on Temper Em Brittle Ment and HydrogenNo ratings yetStudy on Temper Em Brittle Ment and Hydrogen15 pages
- Huawei CloudEngine S5731-S Series Switches BrochureNo ratings yetHuawei CloudEngine S5731-S Series Switches Brochure14 pages

























































































- Homogenizer Handbook: Processing of Emulsions and DispersionsHomogenizer Handbook: Processing of Emulsions and Dispersions
- Dk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06Dk-1618 PVD Multi Arc Ion Coating Machine en 2021.05.06
- Effects of Temp and Humidity On Drying of Paint PDFEffects of Temp and Humidity On Drying of Paint PDF
- High-Speed Mill System Z Type LMZ: Grinding & DispersingHigh-Speed Mill System Z Type LMZ: Grinding & Dispersing
- Semi-Automatic Painting Machine For Door and Flat SheetsSemi-Automatic Painting Machine For Door and Flat Sheets
- Fasson Technical Guide-Adhesive Technologies-2020-WebFasson Technical Guide-Adhesive Technologies-2020-Web
- Mahesh Gupta, Michigan Technological University Plastic Flow, LLC Houghton, MI 49931 Houghton, MI 49931Mahesh Gupta, Michigan Technological University Plastic Flow, LLC Houghton, MI 49931 Houghton, MI 49931
- Build Your Own Conferencing System With ASP - NET MVC - Part 1Build Your Own Conferencing System With ASP - NET MVC - Part 1
- Rarefaction Wave Gun Tank Main Armament DemonstratorRarefaction Wave Gun Tank Main Armament Demonstrator
- Flexible Pavement Design (Bus Bays and Truck Lay Byes)Flexible Pavement Design (Bus Bays and Truck Lay Byes)
- Solution of MPPT On Photo-Voltaic Cell Using Different AlgorithmsSolution of MPPT On Photo-Voltaic Cell Using Different Algorithms
- Huawei CloudEngine S5731-S Series Switches BrochureHuawei CloudEngine S5731-S Series Switches Brochure