Quick Check On Piping Flexibility
Quick Check On Piping Flexibility
Download as pdf or txt
You might also like
- Parte 3.-Piping Design Carrier HandBookDocument122 pagesParte 3.-Piping Design Carrier HandBookNestor Sanchez Villasmil100% (8)
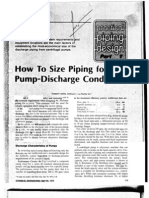
- How To Size Piping For Pump-Discharge ConditionsDocument8 pagesHow To Size Piping For Pump-Discharge Conditionssateesh chand100% (6)
- How To Size Piping For Pump-Discharge ConditionsDocument8 pagesHow To Size Piping For Pump-Discharge Conditionssateesh chand100% (6)
- Stress Analysis Methods For Underground Pipe Lines Part 2 - Soil-Pipe InteractionDocument5 pagesStress Analysis Methods For Underground Pipe Lines Part 2 - Soil-Pipe Interactionsateesh chand100% (1)
- Pipe Stress Analysis SEMINAR COADEDocument463 pagesPipe Stress Analysis SEMINAR COADEmmahadary100% (2)
- How To Weld 254 SMODocument12 pagesHow To Weld 254 SMOsateesh chand100% (7)
- Piping Flexibility - Thermal Expansion in PipingDocument6 pagesPiping Flexibility - Thermal Expansion in PipingMohamed Al-Odat100% (1)
- Piping Flexibility CheckingDocument5 pagesPiping Flexibility Checkingeko123No ratings yet
- Pipe Expansion and Support - DeterminationDocument23 pagesPipe Expansion and Support - DeterminationGodwinNo ratings yet
- Piping Flexiblility CalculationDocument8 pagesPiping Flexiblility CalculationAntoshalNo ratings yet
- Expansion Loop Calculation 1665103990Document6 pagesExpansion Loop Calculation 1665103990Ponnaiah SathiyaprabhuNo ratings yet
- 436 Piping Course DescriptionDocument2 pages436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- SteelWise Specifying MaterialsDocument6 pagesSteelWise Specifying Materialsv100% (1)
- Accommodating Expansion in Piping SystemsDocument52 pagesAccommodating Expansion in Piping SystemsBeomHee LeeNo ratings yet
- Piping DesignDocument65 pagesPiping DesignShrey PatelNo ratings yet
- Expansion Joints How To Select and Maintain ThemDocument6 pagesExpansion Joints How To Select and Maintain ThemSeungmin PaekNo ratings yet
- Pipe SleeveDocument2 pagesPipe Sleevepaansaeng_hotmailNo ratings yet
- Pipe L Bend NomogramDocument4 pagesPipe L Bend NomogramPralesh12No ratings yet
- The in Uence of The Bourdon Effect On Pipe Elbow: September 2016Document11 pagesThe in Uence of The Bourdon Effect On Pipe Elbow: September 2016araz_1985No ratings yet
- Vessel Clips For Pipe Supports: - Vessel Clips Are Structural Attachments Welded To EquipmentDocument10 pagesVessel Clips For Pipe Supports: - Vessel Clips Are Structural Attachments Welded To EquipmentshaliniNo ratings yet
- Expansion Loops Antetsiz v2Document13 pagesExpansion Loops Antetsiz v2Aan DamaiNo ratings yet
- CSI Bolt-On Heating SystemsDocument12 pagesCSI Bolt-On Heating Systemspeubrandao100% (1)
- Thermal - Expansion and Expansion Loops, Z, and LsDocument99 pagesThermal - Expansion and Expansion Loops, Z, and LstylerstearnsNo ratings yet
- CAESAR II Software BasicsDocument28 pagesCAESAR II Software Basicsanishsr100% (1)
- Spring 1Document1 pageSpring 1tibor121774_66173108No ratings yet
- Expansion Loop Sizes For Steel PipeDocument1 pageExpansion Loop Sizes For Steel PipeArif FaturohmanNo ratings yet
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSS100% (1)
- What Is A Wear Pad Functions of Pipe Wear PadsDocument3 pagesWhat Is A Wear Pad Functions of Pipe Wear PadsPrabhakar KumarNo ratings yet
- Definitions - Piping NotesDocument4 pagesDefinitions - Piping NotesMridul Das100% (1)
- DN24007E Rev. B - Flushing SpecificationDocument4 pagesDN24007E Rev. B - Flushing Specificationphankhoa83-1No ratings yet
- Application of Moment Restraining Supports in Process Plant Critical Piping-Full Paper-2019 PDFDocument5 pagesApplication of Moment Restraining Supports in Process Plant Critical Piping-Full Paper-2019 PDFPratip Bhattacharya100% (1)
- Section 230516 - Expansion Fittings and Loops For Hvac PipingDocument5 pagesSection 230516 - Expansion Fittings and Loops For Hvac PipingChase GietterNo ratings yet
- Jacketed Ball Valves LeafletDocument2 pagesJacketed Ball Valves LeafletSherif EltoukhiNo ratings yet
- Piping EnggDocument2 pagesPiping Enggashaikhimran7No ratings yet
- Piping Thickness Calculation With An ExampleDocument10 pagesPiping Thickness Calculation With An ExampleMahendran KuppusamyNo ratings yet
- Thermal Expansion in Piping SystemsDocument55 pagesThermal Expansion in Piping SystemsDivyaSheth100% (1)
- Different Ways To Create and Represent Jacketed Pipe LineDocument12 pagesDifferent Ways To Create and Represent Jacketed Pipe LineN NexusNo ratings yet
- Pipe SupportDocument6 pagesPipe SupportEshant Rane RaneNo ratings yet
- Points Which Should Be Incorporated While Making Flexibility SpecificationDocument2 pagesPoints Which Should Be Incorporated While Making Flexibility SpecificationtiwanasandyNo ratings yet
- Pipierack PlanDocument1 pagePipierack PlanpouyaNo ratings yet
- Asme 16.5Document2 pagesAsme 16.5Norman MoralesNo ratings yet
- PHD Thesis 10 Chapter1Document26 pagesPHD Thesis 10 Chapter1araz_1985No ratings yet
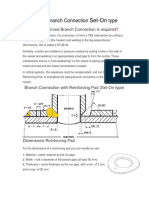
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- Pipe Hangers, Pipe Supports, Variable and Constant Spring HangersDocument2 pagesPipe Hangers, Pipe Supports, Variable and Constant Spring Hangerskaiju85No ratings yet
- Standars Size&Fitting DimensionsDocument19 pagesStandars Size&Fitting DimensionsTran Anh TuanNo ratings yet
- Valve Material TypesDocument3 pagesValve Material TypesimanadbNo ratings yet
- Flanges - Composite Type: See Larger ImageDocument18 pagesFlanges - Composite Type: See Larger Imagemishaqazhar824No ratings yet
- Load Case Definition in CAESAR IIDocument8 pagesLoad Case Definition in CAESAR IINilesh Gohel100% (1)
- Reboiler DiscussionDocument5 pagesReboiler DiscussionlatshareNo ratings yet
- Piping ClassDocument2 pagesPiping ClassDylan RamasamyNo ratings yet
- Ball Valve - FlowtekDocument6 pagesBall Valve - Flowteknnaemeka omekeNo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin Khan100% (1)
- Screenshots of Pipe Stress Analysis in ActionDocument17 pagesScreenshots of Pipe Stress Analysis in ActionCepi Sindang Kamulan100% (3)
- Pipe Stress Training Course - SSUTADocument10 pagesPipe Stress Training Course - SSUTAalizadeh2222No ratings yet
- Aspect-96-155 Lateral Buckling PalmerDocument20 pagesAspect-96-155 Lateral Buckling PalmerJuan Roberto López Betanzos100% (2)
- TH10 - Pipe Loop or Expansion JointsDocument3 pagesTH10 - Pipe Loop or Expansion JointsloukatsNo ratings yet
- Pipe Expansion and SupportDocument11 pagesPipe Expansion and SupportLorenzoNo ratings yet
- Basics of Piping System Thermal Expansion For Process EngDocument12 pagesBasics of Piping System Thermal Expansion For Process EngAttalh Djaafar AttalhNo ratings yet
- WWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Document12 pagesWWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Mashudi FikriNo ratings yet
- (Ej Guide) : Lateral, Angular and Combined Deflection ExamplesDocument4 pages(Ej Guide) : Lateral, Angular and Combined Deflection ExamplesproxywarNo ratings yet
- Stress Analysis Methods For Underground Pipe Lines Part 1 - Basic CalculationsDocument5 pagesStress Analysis Methods For Underground Pipe Lines Part 1 - Basic Calculationskumaran__k100% (4)
- Expansion Loop DesignDocument61 pagesExpansion Loop DesignTauqueerAhmad100% (1)
- Basics of Piping System Thermal Expansion For Process EngineersDocument14 pagesBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiNo ratings yet
- A Short Article OnDocument4 pagesA Short Article Onresamod288No ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- NPSHDocument7 pagesNPSHsateesh chand100% (1)
- Consideration During Pump PipingDocument4 pagesConsideration During Pump Pipingsateesh chand100% (1)
- DOE Fundamentals Handbook, Mechanical Science, Volume 1 of 2Document122 pagesDOE Fundamentals Handbook, Mechanical Science, Volume 1 of 2Bob VinesNo ratings yet
- DOE Mechanical Science Volume 2 of 2 DOE-HDBK-10182-93Document130 pagesDOE Mechanical Science Volume 2 of 2 DOE-HDBK-10182-93Titer100% (1)
- Thermal Insulation and Pipe StressDocument3 pagesThermal Insulation and Pipe StressDevin KendrickNo ratings yet
- Evaluating Dynamic Stresses of A PipelineDocument8 pagesEvaluating Dynamic Stresses of A PipelinejasminNo ratings yet
- Stress AnalysisDocument6 pagesStress Analysisapi-3836286100% (4)
- Richmond Stress NotesDocument110 pagesRichmond Stress Notessateesh chand100% (2)
- Treatment of Support Friction in Pipe Stress AnalysisDocument6 pagesTreatment of Support Friction in Pipe Stress Analysissateesh chandNo ratings yet
- Pressure Elongation in Piping Systems - L PengDocument8 pagesPressure Elongation in Piping Systems - L PengmkstngrNo ratings yet
- Stress Analysis Methods For Underground Pipe Lines Part 1 - Basic CalculationsDocument5 pagesStress Analysis Methods For Underground Pipe Lines Part 1 - Basic Calculationskumaran__k100% (4)
- Rethinking The Allowable Pipe Load On Rotating Equipment NozzlesDocument12 pagesRethinking The Allowable Pipe Load On Rotating Equipment Nozzlessateesh chandNo ratings yet
- Static & Dynamic Analysis of Piping SystemDocument105 pagesStatic & Dynamic Analysis of Piping Systemkarthikeashwar100% (4)
- Cold Spring of Restrained Piping SystemDocument5 pagesCold Spring of Restrained Piping Systemsateesh chandNo ratings yet
- Quick Check On Piping FlexibilityDocument8 pagesQuick Check On Piping Flexibilitysateesh chandNo ratings yet
- Carpenter & Patterson Pipe HangersDocument164 pagesCarpenter & Patterson Pipe HangersRobert JaszekNo ratings yet
- Evaluating Dynamic Stresses of A PipelineDocument8 pagesEvaluating Dynamic Stresses of A PipelinejasminNo ratings yet
- Pipe Under StressDocument14 pagesPipe Under Stressvaldio84100% (1)
- Piping - Introduction To Pipe Stress AnalysisDocument129 pagesPiping - Introduction To Pipe Stress AnalysisNishith94% (18)
- Computer Application To The Piping Analysis Requirements of ASME Section III, Subscribe NB-3600Document12 pagesComputer Application To The Piping Analysis Requirements of ASME Section III, Subscribe NB-3600sateesh chandNo ratings yet
- WRC107 297Document4 pagesWRC107 297enjoygurujiNo ratings yet
- AVESTA POLARIT - Stainless Steels - Their Properties and Their Suitability For WeldingDocument11 pagesAVESTA POLARIT - Stainless Steels - Their Properties and Their Suitability For Weldingmirza_adil99No ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- NIDI - StainlessSteels and Specialty Alloys For Modern Pulp and Paper Mills - 11025Document152 pagesNIDI - StainlessSteels and Specialty Alloys For Modern Pulp and Paper Mills - 11025srtools1980yNo ratings yet
- ASTM A-358 With ClassDocument2 pagesASTM A-358 With Classsateesh chand100% (1)