Clause 6. Inspection AWS D1.1/D1.1M:2015: Part F
Clause 6. Inspection AWS D1.1/D1.1M:2015: Part F
Download as pdf or txt
You might also like
- A Short Mass For The People - V2Document16 pagesA Short Mass For The People - V2silveriano100% (1)
- Ultrasonic Test ProcedureDocument8 pagesUltrasonic Test ProcedureShailendra GhaisasNo ratings yet
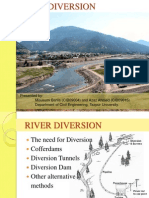
- River DiversionDocument57 pagesRiver DiversionAzaz Ahmed100% (4)
- CR QS 3.5 - Service Manual For Download 2009-11-16Document605 pagesCR QS 3.5 - Service Manual For Download 2009-11-16Fernando Chavarría MarínNo ratings yet
- Sop UtDocument6 pagesSop UtEddy Dwi CahyonoNo ratings yet
- Asme Sec Viii D1 Ma App 6Document2 pagesAsme Sec Viii D1 Ma App 6ADRIANNo ratings yet
- Asme Section II A Sa-435 Sa-435mDocument4 pagesAsme Section II A Sa-435 Sa-435mAnonymous GhPzn1xNo ratings yet
- Restaurant SopDocument55 pagesRestaurant SopBerrier CandraNo ratings yet
- Student Exploration Building DNADocument5 pagesStudent Exploration Building DNASidemen For Life0% (1)
- 003 PR End Ut Aws Rev1. .INGLESDocument15 pages003 PR End Ut Aws Rev1. .INGLESLuis Enrique Aguilar MontoyaNo ratings yet
- Property of "Oil & Gas Inspection Services"Document1 pageProperty of "Oil & Gas Inspection Services"Mahmoud AlwasifNo ratings yet
- Sa 578 UltrasonidoDocument6 pagesSa 578 UltrasonidoDavid EstradaNo ratings yet
- Ultrasonic Testing Procedure: 1. ScopeDocument10 pagesUltrasonic Testing Procedure: 1. ScopePrashant Puri100% (1)
- Ut 2Document7 pagesUt 2Akhilesh KumarNo ratings yet
- ScopeDocument9 pagesScoperaghbirNo ratings yet
- Ultrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointDocument9 pagesUltrasonic Inspection Procedure For Complete Joint Penetration (CJP) Welds in A T-JointPierpaolo AparoNo ratings yet
- Application Note Using Veo For AWS Inspection PDFDocument10 pagesApplication Note Using Veo For AWS Inspection PDFwiNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Standard Specification For Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates For Special ApplicationsDocument6 pagesStandard Specification For Straight-Beam Ultrasonic Examination of Plain and Clad Steel Plates For Special ApplicationsRupam BaruahNo ratings yet
- AWS Procedure - Rev 2Document40 pagesAWS Procedure - Rev 2Mario Perez100% (1)
- Property of "Oil & Gas Inspection Services"Document1 pageProperty of "Oil & Gas Inspection Services"Mahmoud AlwasifNo ratings yet
- Sa 435 (Ed 2013)Document4 pagesSa 435 (Ed 2013)Mohd Idris MohiuddinNo ratings yet
- Art 6 - MTDocument2 pagesArt 6 - MTcosme fulanitoNo ratings yet
- UT ProcedureDocument19 pagesUT ProcedureMD SHAMSHUL ALAM100% (1)
- UT - ProcedureDocument12 pagesUT - ProcedureVaibhav100% (1)
- 2013 Asme VIII Acceptance CriteriaDocument8 pages2013 Asme VIII Acceptance CriteriaSiggy LaiNo ratings yet
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForDocument3 pagesUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForSama UmateNo ratings yet
- B Sa-435Document2 pagesB Sa-435Antonio GutierrezNo ratings yet
- Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesDocument2 pagesStandard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesHarshkulNo ratings yet
- Ut Procedure Selon AsmeDocument9 pagesUt Procedure Selon AsmeMajdi JerbiNo ratings yet
- Ultrasonic Examination ProcedureDocument5 pagesUltrasonic Examination ProcedureZubair Ahmed KhaskheliNo ratings yet
- Astm A578 A578m 07Document2 pagesAstm A578 A578m 07GHANESH MAHANTANo ratings yet
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForDocument3 pagesUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForJACKELINENo ratings yet
- GDTDocument18 pagesGDTpjpatel5999No ratings yet
- Sizing Method Advantage:: Fig.1 DGS DiagramDocument3 pagesSizing Method Advantage:: Fig.1 DGS Diagrammangalraj900No ratings yet
- Ut - Gen Proce-API RP 2xDocument6 pagesUt - Gen Proce-API RP 2xmadhunikhil100% (1)
- Ultrasonic Testing ProcedureDocument4 pagesUltrasonic Testing ProcedureAradea Permana100% (1)
- Documents - MX Astm A 435Document3 pagesDocuments - MX Astm A 435Waleed HassanNo ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To Informationramnadh803181No ratings yet
- Ultrasonic ProcedureDocument31 pagesUltrasonic ProcedureChristopher Jones100% (1)
- ULTRASONIC EXAMINATION PROCEDUREDocument24 pagesULTRASONIC EXAMINATION PROCEDUREyudhazen.bpp2024No ratings yet
- Asme2a Sa 388Document8 pagesAsme2a Sa 388Dipankar ChakrabortyNo ratings yet
- E435 Steel PlatesDocument4 pagesE435 Steel PlatesLeina Rosa Wilches AtencioNo ratings yet
- Api Ut 1Document6 pagesApi Ut 1Ricardo Andres Santamaria Torres100% (1)
- Ut Procedure AsiplDocument29 pagesUt Procedure Asipltushartech009No ratings yet
- A435 PDFDocument2 pagesA435 PDFWanderson WadjôNo ratings yet
- Ut Proceduregeneral 141118232235 Conversion Gate02Document24 pagesUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasNo ratings yet
- Awsd11 Procedure Ut CompressDocument19 pagesAwsd11 Procedure Ut Compressparag wadekar100% (1)
- Section II A SA-435 - SA-435MDocument3 pagesSection II A SA-435 - SA-435MSocrates MoralesNo ratings yet
- DKD-R - 4-2 Calibration of RoughnessDocument16 pagesDKD-R - 4-2 Calibration of RoughnessRafael GarzónNo ratings yet
- Product Type and Name: AAR Axle Process Document: AAR Axle Ultrasonic Detection Procedure Process Document No. GY (11) TY-024Document13 pagesProduct Type and Name: AAR Axle Process Document: AAR Axle Ultrasonic Detection Procedure Process Document No. GY (11) TY-024gueridiNo ratings yet
- Procedure Pa-DraftDocument20 pagesProcedure Pa-Draftmahmoud naviddoustNo ratings yet
- Is 1828-1 (Iso 7500-1) - 6Document1 pageIs 1828-1 (Iso 7500-1) - 6Svapnesh ParikhNo ratings yet
- Property of "Oil & Gas Inspection Services"Document1 pageProperty of "Oil & Gas Inspection Services"Mahmoud AlwasifNo ratings yet
- Phased Array Ultrasonic Testing of Welds - 161-180Document20 pagesPhased Array Ultrasonic Testing of Welds - 161-180Kevin HuangNo ratings yet
- Astm D523 14Document3 pagesAstm D523 14velascojhoannamarie12No ratings yet
- AGAM-T012-16 Pavement Rutting Repeatability Bias Error-Checks Inertial ProfilometerDocument9 pagesAGAM-T012-16 Pavement Rutting Repeatability Bias Error-Checks Inertial ProfilometerMai Lan NguyenNo ratings yet
- Ndi06 51 00 02 001Document8 pagesNdi06 51 00 02 001Jorge FernandezNo ratings yet
- DGS DiagramDocument3 pagesDGS DiagramDhanasekaran R100% (1)
- A435A435M-90 (2012) Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesDocument2 pagesA435A435M-90 (2012) Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesismaelarchilacastilloNo ratings yet
- Ut Procedure NewDocument10 pagesUt Procedure NewAmit HasanNo ratings yet
- Asme Viii - Mandatoryappendix 6 - MTDocument2 pagesAsme Viii - Mandatoryappendix 6 - MTDjamelNo ratings yet
- Fundamental Statistical Inference: A Computational ApproachFrom EverandFundamental Statistical Inference: A Computational ApproachNo ratings yet
- 02-KSY PWPS Plate (2G)Document5 pages02-KSY PWPS Plate (2G)Md. Sahabul IslamNo ratings yet
- August 23Document3 pagesAugust 23Md. Sahabul IslamNo ratings yet
- Epoxy Zinc Rich PrimerDocument2 pagesEpoxy Zinc Rich PrimerMd. Sahabul IslamNo ratings yet
- Max-Rnpp-Smaw001 - C17Document5 pagesMax-Rnpp-Smaw001 - C17Md. Sahabul IslamNo ratings yet
- Apcomin Anticorrosive Primer-QdDocument2 pagesApcomin Anticorrosive Primer-QdMd. Sahabul IslamNo ratings yet
- ACP Grey Oxide PrimerDocument2 pagesACP Grey Oxide PrimerMd. Sahabul IslamNo ratings yet
- Apcodur Epoxy Zinc Rich PrimerDocument2 pagesApcodur Epoxy Zinc Rich PrimerMd. Sahabul IslamNo ratings yet
- Apcodour Epoxy Primer: Technical Data SheetDocument2 pagesApcodour Epoxy Primer: Technical Data SheetMd. Sahabul IslamNo ratings yet
- WTR-C69-104 - 03 of 10Document1 pageWTR-C69-104 - 03 of 10Md. Sahabul IslamNo ratings yet
- Inspection Report For Angle Bracing, Pipe Bracing, Tube Bracing and Flange BracingDocument2 pagesInspection Report For Angle Bracing, Pipe Bracing, Tube Bracing and Flange BracingMd. Sahabul IslamNo ratings yet
- Surface Preparation and Painting Inspection ReportDocument1 pageSurface Preparation and Painting Inspection ReportMd. Sahabul IslamNo ratings yet
- Fitting Inspection Report (Built-Up Section) : Project Name: BLDG: Customer Name: PH No: Job No: DateDocument2 pagesFitting Inspection Report (Built-Up Section) : Project Name: BLDG: Customer Name: PH No: Job No: DateMd. Sahabul IslamNo ratings yet
- Surface Preparation and Painting Inspection ReportDocument2 pagesSurface Preparation and Painting Inspection ReportMd. Sahabul IslamNo ratings yet
- Fitting Inspection Report (Built-Up Section) : BLDG: PH No: Date: Project Name: Customer Name: Job NoDocument1 pageFitting Inspection Report (Built-Up Section) : BLDG: PH No: Date: Project Name: Customer Name: Job NoMd. Sahabul IslamNo ratings yet
- Inspection Report For Angle Bracing, Pipe Bracing, Tube Bracing and Flange BracingDocument1 pageInspection Report For Angle Bracing, Pipe Bracing, Tube Bracing and Flange BracingMd. Sahabul IslamNo ratings yet
- 7 Galvanic CellsDocument3 pages7 Galvanic Cellsgiamaj4No ratings yet
- The Psychology of MoneyDocument5 pagesThe Psychology of MoneyPooja Kulkarni NazareNo ratings yet
- RCRA WATCHDOG - NCDEQ Secretary Biser: Wakeup! Part 6Document60 pagesRCRA WATCHDOG - NCDEQ Secretary Biser: Wakeup! Part 6Don GordonNo ratings yet
- L2 Controller ManualDocument16 pagesL2 Controller ManualNeilton JuniorNo ratings yet
- Investing in Infrastructure: Are Insurers Ready To Fill The Funding Gap?Document16 pagesInvesting in Infrastructure: Are Insurers Ready To Fill The Funding Gap?api-228714775No ratings yet
- Megarush ConfigDocument8 pagesMegarush ConfigCrisi ManNo ratings yet
- Messianic Passover Haggadah - Congregation Shema YisraelDocument17 pagesMessianic Passover Haggadah - Congregation Shema YisraelCongregation Shema Yisrael100% (2)
- BF 01780980Document14 pagesBF 01780980sena4kulaks4zNo ratings yet
- Fire Safety Inspection Checklist: Department of The Interior and Local Government Bureau of Fire ProtectionDocument2 pagesFire Safety Inspection Checklist: Department of The Interior and Local Government Bureau of Fire ProtectionKilluaNo ratings yet
- BUY 2.5 BHK: in This Case You ShouldDocument1 pageBUY 2.5 BHK: in This Case You ShouldSudhir ChitlaNo ratings yet
- Fats and Oils Lab ReportDocument16 pagesFats and Oils Lab Reportapi-273153791No ratings yet
- Computer-Based Technologies in Dentistry: Types and ApplicationsDocument8 pagesComputer-Based Technologies in Dentistry: Types and ApplicationsJaime Moncayo PinosNo ratings yet
- IELTS Family VocabularyDocument5 pagesIELTS Family VocabularySabal HtetNo ratings yet
- Customized Mcps For Analytical Instruments: An MCP For Every ApplicationDocument18 pagesCustomized Mcps For Analytical Instruments: An MCP For Every ApplicationDhananjayNo ratings yet
- Oil Seeds and Palm Oil: Presented By: Section: G Group: 11Document20 pagesOil Seeds and Palm Oil: Presented By: Section: G Group: 11Joshika AgarwalNo ratings yet
- DES-098B: Multiple of SensorDocument1 pageDES-098B: Multiple of SensorLuis Alfredo Ramos FernandezNo ratings yet
- BIO 202L Final Exam Review GuideDocument3 pagesBIO 202L Final Exam Review GuideThe Wild SideNo ratings yet
- Class 10 Chapter 11 NotesDocument3 pagesClass 10 Chapter 11 NotesHarshit bhaveNo ratings yet
- Changing Family Structure - EditedDocument5 pagesChanging Family Structure - EditedAlbert KeinoNo ratings yet
- Temi 9 1727299Document4 pagesTemi 9 1727299Dennys Samillan OrtizNo ratings yet
- 02-RLC-Dengue-101-11-04-2022-copyDocument73 pages02-RLC-Dengue-101-11-04-2022-copyRandolph Lampad100% (1)
- Aleem CV Mechanic EXPDocument3 pagesAleem CV Mechanic EXPmohd nadeem ahmedNo ratings yet
- AISI 4130 To API 6A Ed00Document2 pagesAISI 4130 To API 6A Ed00EDWIN M.PNo ratings yet
- Twenty Statistical Errors Even YOU Can Find in Biomedical Research Articles - Tom Lang CMJ 2004Document10 pagesTwenty Statistical Errors Even YOU Can Find in Biomedical Research Articles - Tom Lang CMJ 2004isojukouNo ratings yet
- List of Empanelled Hospitals & Diagnostic Centres DGEHSDocument33 pagesList of Empanelled Hospitals & Diagnostic Centres DGEHSaaryan0% (2)