Bhagyesh Patil Seminar Report
Bhagyesh Patil Seminar Report
Download as pdf or txt
You might also like
- TruDisk Laser Operating Manual PDFDocument286 pagesTruDisk Laser Operating Manual PDFjulio perez0% (2)
- RiboDocument8 pagesRiboNajwa ZulkifliNo ratings yet
- A Simplified Power Conditioner Based On Half-Bridge Converter For High Speed Railway SystemDocument4 pagesA Simplified Power Conditioner Based On Half-Bridge Converter For High Speed Railway SystemSaikumarNo ratings yet
- KSRM Project Title PageDocument4 pagesKSRM Project Title PageprajaNo ratings yet
- Certificates of MitsDocument3 pagesCertificates of MitsAnonymous 22GBLsme1No ratings yet
- Himanshu FinalDocument6 pagesHimanshu Finalsunil kumarNo ratings yet
- Submitted To: Jawaharlal Nehru Technological University, AnantapurDocument3 pagesSubmitted To: Jawaharlal Nehru Technological University, AnantapurSandadi maheswar ReddyNo ratings yet
- Declaration: Synchronization of Multiple Motors in Industries " Is ADocument10 pagesDeclaration: Synchronization of Multiple Motors in Industries " Is Acity cyberNo ratings yet
- Chaitanya Final (1) - PagenumberDocument62 pagesChaitanya Final (1) - Pagenumbergnithin920No ratings yet
- PREM ProjectDocument22 pagesPREM Project9989286974pNo ratings yet
- "Infrared Plastic Solar Cell": Submitted byDocument4 pages"Infrared Plastic Solar Cell": Submitted byBHAGYANo ratings yet
- Chaitanya Final (JAGA)Document88 pagesChaitanya Final (JAGA)Jagadish KumarNo ratings yet
- Sample Format of CPP ReportDocument42 pagesSample Format of CPP ReportYash TayadeNo ratings yet
- Enabling Floating Solar Photovoltaic Development: Jawaharlal Nehru Technological University HyderabadDocument3 pagesEnabling Floating Solar Photovoltaic Development: Jawaharlal Nehru Technological University Hyderabad19tk1ao222 md faisal aliNo ratings yet
- MonikaDocument4 pagesMonikaRakesh Kumar NayakNo ratings yet
- Tanweer Ahmad FrontDocument3 pagesTanweer Ahmad Front21DPEE128 Aman KhanNo ratings yet
- Major Project Report - Orignal - MergedDocument36 pagesMajor Project Report - Orignal - MergedAyush TiwariNo ratings yet
- 20981a0220 Technical SeminarDocument17 pages20981a0220 Technical Seminarmahadevu avinashNo ratings yet
- Solar Panel Tracking System: Electrical & Electronics EngineeringDocument4 pagesSolar Panel Tracking System: Electrical & Electronics EngineeringA Rakesh RakhyNo ratings yet
- Group Project 2Document35 pagesGroup Project 2Sumit KumarNo ratings yet
- Intership Report KTPSDocument29 pagesIntership Report KTPSPranjal singhNo ratings yet
- Major Project Report Format 2021Document7 pagesMajor Project Report Format 2021yadav santNo ratings yet
- Raks20231218-Wa0013. (1) .1Document4 pagesRaks20231218-Wa0013. (1) .1Naveen GuvvalaNo ratings yet
- Blackbook DraftDocument34 pagesBlackbook DraftHiphop OpNo ratings yet
- Seminor Report Front PagesDocument4 pagesSeminor Report Front PagesDiwakar DiwakarNo ratings yet
- Seminor Report Front PagesDocument4 pagesSeminor Report Front PagesDiwakar DiwakarNo ratings yet
- Design and Fabrication of Harmonic Restraint Differential RelayDocument6 pagesDesign and Fabrication of Harmonic Restraint Differential RelayAnkitGargNo ratings yet
- Automatic Street Light System: Component-1)Document7 pagesAutomatic Street Light System: Component-1)Syed AfthabNo ratings yet
- "Solar Street Light": Anubose Institute of TechnologyDocument2 pages"Solar Street Light": Anubose Institute of TechnologypraneethNo ratings yet
- Project Report Demo1Document67 pagesProject Report Demo1AnasNo ratings yet
- Aman Khan FrontDocument3 pagesAman Khan Front21DPEE128 Aman KhanNo ratings yet
- Tech Seminar MaazDocument15 pagesTech Seminar Maazitsmaz15 itsmaz15No ratings yet
- Harshith Seminar ReportDocument6 pagesHarshith Seminar ReportAkhilNo ratings yet
- Report ManishDocument31 pagesReport ManishGirraj MeenaNo ratings yet
- PoojithDocument4 pagesPoojithPoojith saiNo ratings yet
- Report PDFDocument5 pagesReport PDFAyon MandalNo ratings yet
- Deen Font PDFDocument4 pagesDeen Font PDFsunil kumarNo ratings yet
- Sai Kiran-20231218-Wa0015.1Document4 pagesSai Kiran-20231218-Wa0015.1Naveen GuvvalaNo ratings yet
- Seminar ReportDocument49 pagesSeminar Reportdhruvi gandhiNo ratings yet
- RF Based Home Automation System: State Board of Technical EducationDocument4 pagesRF Based Home Automation System: State Board of Technical EducationVij AyNo ratings yet
- Edit - Certificate 3 Level Inverter 1Document5 pagesEdit - Certificate 3 Level Inverter 1Srínívas SrínuNo ratings yet
- Deffect of Tube Welding NewDocument32 pagesDeffect of Tube Welding Newrahul sahuNo ratings yet
- Nithin (Tech)Document6 pagesNithin (Tech)abdul12rehamanNo ratings yet
- Mini Project Report: Submitted in Partial Fulfilments of The Requirements For The Award of The Degree ofDocument50 pagesMini Project Report: Submitted in Partial Fulfilments of The Requirements For The Award of The Degree ofMurthy MalisettyNo ratings yet
- Power Supply For Electric Traction Drives: A Seminar Report OnDocument5 pagesPower Supply For Electric Traction Drives: A Seminar Report OnSam RajNo ratings yet
- Report Vipin IntroDocument9 pagesReport Vipin Introjainvipin068No ratings yet
- Micro Power Electrostatic GeneratorDocument20 pagesMicro Power Electrostatic GeneratorBARUN SINGHNo ratings yet
- BarghaviDocument4 pagesBarghaviPoojith saiNo ratings yet
- Wa0031.Document4 pagesWa0031.Vanam SaikumarNo ratings yet
- Technical Seminar REPORT Format 1Document3 pagesTechnical Seminar REPORT Format 1Suresh ThallapelliNo ratings yet
- Cover PDFDocument3 pagesCover PDFsuraj kumarNo ratings yet
- Final Report Technical SeminarDocument26 pagesFinal Report Technical SeminarB BASAVAPRABHUNo ratings yet
- Solar Sail: A Technical Seminar Report OnDocument6 pagesSolar Sail: A Technical Seminar Report OnSai SreenivasNo ratings yet
- Temesgen AbateDocument100 pagesTemesgen AbateKena'isa BoreNo ratings yet
- Maninder Seminar Word1 PDFDocument44 pagesManinder Seminar Word1 PDFsankesh burdakNo ratings yet
- Certificate: Allahabad College of Engineering & ManagementDocument3 pagesCertificate: Allahabad College of Engineering & ManagementSurbhi TiwariNo ratings yet
- Ahkam Khan CoverDocument5 pagesAhkam Khan CoverAhkam KhanNo ratings yet
- Project Starting PapersDocument4 pagesProject Starting Papers20-284 Sai pavan KumarNo ratings yet
- Underground Cable Fault Detection Using Arduino: Electrical and Electronics EngineeringDocument16 pagesUnderground Cable Fault Detection Using Arduino: Electrical and Electronics EngineeringmaheshNo ratings yet
- Yakshraj Report of Mtech 21nov WhiteDocument39 pagesYakshraj Report of Mtech 21nov Whiteravi kumarNo ratings yet
- Y2015 - Tunable Diode Laser Absorption Spectroscopy (TDLAS) in The Process Industries - A ReviewDocument63 pagesY2015 - Tunable Diode Laser Absorption Spectroscopy (TDLAS) in The Process Industries - A ReviewJeong Phill KimNo ratings yet
- Apparent DensityDocument2 pagesApparent DensityMakun SahooNo ratings yet
- MicroJewel DPSS Laser DatasheetDocument2 pagesMicroJewel DPSS Laser DatasheetQuantum Composers, Inc.No ratings yet
- Pioneer Avic-F40bt Avic-Z140bh SMDocument294 pagesPioneer Avic-F40bt Avic-Z140bh SMArnolds ArinsNo ratings yet
- Sony DVD Photodetector DatasheetDocument3 pagesSony DVD Photodetector DatasheetAditya Chowdary KasukurtiNo ratings yet
- Coupled-Cavity Resonant Passive Mode-Locked Nd:yttrium Lithium Fluoride LaserDocument3 pagesCoupled-Cavity Resonant Passive Mode-Locked Nd:yttrium Lithium Fluoride LaserLaura ZahariaNo ratings yet
- Av Receiver: XAV-AX200Document64 pagesAv Receiver: XAV-AX200Carlos InfanteNo ratings yet
- Testo 890-2 Infrared Camera BrochureDocument2 pagesTesto 890-2 Infrared Camera BrochurepierrebellyqdNo ratings yet
- Latest Research Paper On Optical Fiber CommunicationDocument6 pagesLatest Research Paper On Optical Fiber Communicationaflbqtfvh100% (1)
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocument7 pagesSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNo ratings yet
- How To Observe The SunDocument3 pagesHow To Observe The Sunnkvd134No ratings yet
- Appendix 20 Hubs of Tubesheets and Flat Heads Machined From PlateDocument1 pageAppendix 20 Hubs of Tubesheets and Flat Heads Machined From PlateBinay K SrivastawaNo ratings yet
- Plasma Cutting The History of Plasma CuttingDocument11 pagesPlasma Cutting The History of Plasma Cuttingdca abreuNo ratings yet
- Butler Presentation PDFDocument25 pagesButler Presentation PDFMuhammad Mazharul IslamNo ratings yet
- GSM Antenna BasicsDocument13 pagesGSM Antenna Basicsariel_ayala_1No ratings yet
- Electromagnetic Radiation PDFDocument6 pagesElectromagnetic Radiation PDFGhaus100% (1)
- Radiographic Cassettes - NDocument46 pagesRadiographic Cassettes - Nnishandhakal715No ratings yet
- Three Phase Fully Controlled and Half Controlled Bridge RectifierDocument10 pagesThree Phase Fully Controlled and Half Controlled Bridge RectifierGökhan KAYANo ratings yet
- Diy 007 Laser Gun PDFDocument3 pagesDiy 007 Laser Gun PDFDejan OgnjanovicNo ratings yet
- Anatomy Digital ComputerDocument24 pagesAnatomy Digital ComputeranilkumarosmeNo ratings yet
- Alpolic Fabrication & Installation Guides PDFDocument33 pagesAlpolic Fabrication & Installation Guides PDFin678No ratings yet
- Electronics Interview QuestionsDocument8 pagesElectronics Interview QuestionsshyamNo ratings yet
- StereolithographyDocument13 pagesStereolithographyElstonD'cruzNo ratings yet
- Phaser 740 Parts ServiceDocument127 pagesPhaser 740 Parts ServicelftrevNo ratings yet
- Lexmark Supplies GuideDocument22 pagesLexmark Supplies GuideJaime RiosNo ratings yet
- Im-100 Series: Intelligence Measurement StationDocument230 pagesIm-100 Series: Intelligence Measurement StationMahmoud AtaallaNo ratings yet
- Ankit Dwivedi: Career Summary - Total of 1 Year 6 Months ExperienceDocument3 pagesAnkit Dwivedi: Career Summary - Total of 1 Year 6 Months ExperienceAnkit DwivediNo ratings yet
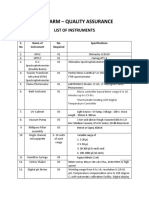
- M. Pharm - Quality Assurance: List of InstrumentsDocument2 pagesM. Pharm - Quality Assurance: List of InstrumentsRavi KantNo ratings yet