Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Uploaded by
Hamza YousafCopyright:
Available Formats
Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Uploaded by
Hamza YousafOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Sapphire Finishing Mills Water Treatment of Textiles by Hamza Yousaf
Uploaded by
Hamza YousafCopyright:
Available Formats
Sapphire Finishing Mills
9/18/2021
Sapphire Finishing Mills
Internship Report
Submitted By Hamza Yousaf
Roll No SSP-18-CE-09
Field BS CHEMICAL ENGINEERING
Department ICET Punjab university Lahore
Semester 7th
Session 2018-2022
Report Area RO Plant, ETP & Utilities of SFML
hamza yousaf
INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
ACKNOWLEDGMENT
None, however great can lay claim to absolute originality in any branch of knowledge. No one can
deny it. Everyone is indebted to their precursors in the particular field in which they are working.
I am indebted to many individuals within my branch of knowledge and outside it. At first, I am
grateful to Almighty ALLAH, The most Beneficent and Merciful, Who gave us mind to think and
all physical abilities to work out problems and obstacles faced in life, and for giving us enough
courage and commitment to complete this internship successfully. At Sapphire, we found people
very cooperative. During my internship in Sapphire I learnt a lot and found it as an excellent
learning place. I am very thankful to Mr. Engr Umair Khalid who allowed me to work under his
supervision. At this place I would also like to thank the following persons for their guidance and
warm support throughout the internship period for helping me through thick and thin and guiding
me in best possible way.
• Mr. Engr Umair Khalid (deputy manager)
• Engr Ahmed (RO)
• Engr Bilawal (RO LAB)
• Engr Rehman (ETP)
• Engr Zain (ETP)
• Engr Ubaid (ETP LAB)
• Mr.Awais, Mr.Azhar, Mr. usama and Mr.Awais (RO lab)
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Brief History of Sapphire Group
Sapphire Group started its operations from Kalkutta (Present Day India) before moving to
Pakistan, setting up the first spinning unit and beginning its pioneering leadership in the
industry. During, the past four decades, Sapphire has grown in the textile sector by continuously
expanding and broadening its penetration into the industry. Today it's a vertically integrated
premier textile group, manufacturing cotton yarn, fabric and garments.
The Group has the most modern and organized textile production setup with products exported
to over 35 destinations around the globe. The Group employs more than 16,000 and has a well
established infrastructure of textile management. Sapphire Group has an annual turnover of
over US $800 million with an asset base of over US $500 million. The Group has also diversified
into the power generation and dairy sectors. Sapphire Electric Company is a 234 MW combined
cycle plant in Muridke. Sapphire Dairies Private Limited operates a large mechanized dairy farm
based on 100 acres near Manga, Lahore with a herd size of 3000 and a target of 10,000 milking
cows (300,000 liters per day) by 2020.
Sapphire Group is actively involved in community welfare programs and has two primary and
secondary schools -- one run by Sapphire and other by The Citizen’s Foundation -- providing
subsidized education to the underprivileged. Every spring, Sapphire holds an eye camp for the
rural community to treat patients with cataract disease. Regular donations are given to various
health and education institutions. The Chairman of the Group, Mian Abdullah, has been
awarded the Sitara-e-Imtiaz (Star of Excellence) award by the Government of Pakistan for
contributions towards the development of the country.
SAPPHIRE FINISHING MILLS
Sapphire Finishing Mills is a woven dyeing and finishing plant of Sapphire group. It started
production in 2003. The machinery here is most modern and updated made by leading textile
machinery manufacturers. The combination of machinery and strong professional experience has
enabled Sapphire make state of the art finished fabric. Sapphire has currently geared up to
produce 2.73 million meters of quality dyed and finished apparel fabric per month. It is also
catering to the ever-growing demand of bottom weight fabric in narrow width upto 70%. The area
of Sapphire Finishing Mills is about 67 Acres.
COMPANY PROFILE
Chairman: Mr. Mohammad Abdullah
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Chief Executive: Mr. Muhammad Yousuf Abdullah
General Manager: Mr. Azhar Naseem Pasha
Processing Manager: Mr. Tariq Jamil
Total number employees of Sapphire group: 12500
Total no. of employees in SFM: 800
Total managerial staff: 70
Monthly production Achieved: 3 million meters
Monthly production Target: 4.5 million meters
Normally, cost/ meter for processing: 15-20 rupees
Email: info@sapphire.com.pk
Website: www.sapphire.com.pk Mills
Location: 3.5 km Manga Raiwind Road, Kasur Head Office: 7-A/K, Main Boulevard,
Gulburg ΙΙ, Lahore
MISSION STATEMENT
Our mission at Sapphire Finishing Mills is to grow flexible textile manufacturing capabilities to lead
the industry in meeting evolving global demands.
“THERE ARE NO SHORT-CUTS TO LONG-TERM SUCCESS”
Solid, stable and secure
The Sapphire Group is a leader among the largest integrated textile producers in Pakistan.
keeping a lead position in our business, maintaining our values based on good business ethics,
and at the same time to contribute in the development of the community in which we work and
live in.
Why more Quality at Sapphire?
Quality lab is equipped to conduct all type of tests in accordance with American & European
testing standards. Complete range of testing equipment from James H Heal & Atlas is available
in lab. Some of the properties for which fabric is tested in house are strength, light fastness, pilling,
abrasion, color fastness, crocking, stretch & durability press rating.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
WORKING AREAS DURING INTERNSHIP
➢ RO Plant
✓ What is reverse osmosis and Osmosis
✓ Process Flow Diagram of the RO plant
✓ Brief Details of the Instruments like Different Filters (MMF & Cartridge),
Pumps(Centrifugal Pumps, Water turbine Pumps), Valves and Storage tanks
✓ Calculation of Percentage Recovery of RO Plant
✓ Working of the RO membranes Process
✓ EKOPAK PLANT
✓ EDI Process in full detail with PFD
✓ Why there is a need of EDI process
➢ RO Water Line Tracing and water conservation in Utilities and Production hall
✓ Trace the RO water line of Sapphire Finishing Mills
✓ PFD of RO Water line trace
✓ Details of the each section where RO water is using
✓ Boilers House
✓ Thermal Oil Boilers
✓ Chillers House
✓ Production House (Dyeing, washing, Naoh recovery plant, Chemical formulation
house and printing finishing sections)
➢ ETP (waste water treatment plant)
✓ What is ETP
✓ Why there is a need of ETP
✓ PFD of the ETP with Line tracing of Process
✓ Explanation of ETP processes
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Table of Contents
Overview of the Reverse Osmosis (RO) .................................................................................................... 8
Understanding osmosis and Reverse Osmosis .......................................................................................... 8
Reverse Osmosis ................................................................................................................................... 8
Osmosis.............................................................................................................................................. 8
TASK 1......................................................................................................................................................... 9
RO WATER PLANT OF THE SAPPHIRE FINISHING MILLS LIMITED WITH PFD AND
PROCESS DETAILS.................................................................................................................................. 9
Detail of PFD of RO Plant at Sapphire Finishing Mills.......................................................................... 11
Water Turbine Pump ............................................................................................................................... 11
Pre-Filtration Process and Pre-Treatment process .................................................................................. 12
Backwash of MMF ................................................................................................................................. 13
RO PRE-TREATMENT ......................................................................................................................... 14
RO PROCESS ......................................................................................................................................... 17
1st stage of Pressure Vessels (Membranes) of RO process ..................................................................... 17
2nd stage Pressure vessels membranes of RO process ............................................................................. 18
RECOVERY % ....................................................................................................................................... 19
EKOPAK RO PLANT .............................................................................................................................. 20
Pretreatment ............................................................................................................................................ 21
High Pressure Pump (HP) ....................................................................................................................... 22
RO PROCESS ......................................................................................................................................... 23
1st stage of Pressure Vessels (Membranes) of RO process ..................................................................... 23
2nd stage Pressure vessels membranes of RO process ............................................................................. 23
Electro De-ionization Process EDI .......................................................................................................... 24
Process Explanation ................................................................................................................................ 25
Buffer Tank 2 .......................................................................................................................................... 26
TASK 2....................................................................................................................................................... 26
RO Water Line Tracing & Consumption of the RO Water in the SFML With PFD ........................ 27
RO WATER TANK ................................................................................................................................ 28
Solid Fuel Boilers (Low Pressure Boilers) ............................................................................................. 28
Why RO water is Necessary? ................................................................................................................. 29
Scale buildup........................................................................................................................................... 29
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
System corrosion..................................................................................................................................... 29
Foaming and Priming.............................................................................................................................. 29
Energy Conservation by RO water In Boilers ........................................................................................ 30
Gas and Liquid Fuel Boilers ................................................................................................................... 30
Energy conservation by RO water .......................................................................................................... 31
Thermal Oil Boilers/Heaters ................................................................................................................... 32
Purpose of the RO water and Energy conservation ................................................................................ 32
Chillers Section ....................................................................................................................................... 33
Production Hall ....................................................................................................................................... 36
NAOH Caustic Recovery Plant (CRP) ....................................................................................................... 36
Chemical Formulation House ................................................................................................................. 37
Finishing and Recipes Production section .............................................................................................. 37
Dyeing Lab (Technical Lab) ................................................................................................................... 37
Quiring Machine and Printing Section.................................................................................................... 37
Effluent Treatment Plant (ETP) of SFML ............................................................................................. 38
Effluent Treatment Plants (ETP): ............................................................................................................ 38
What is an ETP?...................................................................................................................................... 39
Need of ETP.......................................................................................................................................... 39
Design of ETP ......................................................................................................................................... 40
Treatment Levels & Mechanisms of ETP ............................................................................................... 40
Preliminary Treatment level.................................................................................................................... 41
Primary Treatment Level ..................................................................................................................... 41
Secondary Treatment Level .................................................................................................................... 42
Methods .................................................................................................................................................. 42
Tertiary / Advanced Treatment ............................................................................................................... 42
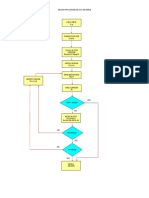
ETP LINE TRACING PFD OF SAPPHIRE FININSHING MILLS ................................................... 43
Process Explanation ................................................................................................................................ 44
Pretreatment (Preliminary Treatment) .................................................................................................. 44
Screening ................................................................................................................................................ 44
Neutralization.......................................................................................................................................... 45
Cooling Towers....................................................................................................................................... 45
Equalization Tank 1 ................................................................................................................................ 46
Primary treatment .................................................................................................................................... 46
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Primary Clarifier ..................................................................................................................................... 46
Secondary Treatment ............................................................................................................................... 47
Aeration tank........................................................................................................................................... 47
Secondary Clarifier ................................................................................................................................. 48
Equalization 2 ......................................................................................................................................... 48
LUCUS 4 Activated Sludge Process ....................................................................................................... 48
Advance Treatment method (Chemical method) ................................................................................... 49
Coagulation and Flocculation Tank ........................................................................................................ 49
Dissolved Air Floatation (DAF) ............................................................................................................. 49
Chlorination Tank ................................................................................................................................... 50
Sludge thickening tank & Centrifuges .................................................................................................... 50
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Let’s start
Being a chemical Engineer Internee I performed my internship at WTP (water treatment plant).
WTP has two departments
• RO Water Plant (Pre-treatment of water)
• ETP Effluent treatment plant (Waste water treatment)
Brief Details of these two pants are in this List. Different PFDS are designed with Line Tracing of
the plants and processes for comprehensive understanding.
So, starting with the RO plant
Overview of the Reverse Osmosis (RO)
Understanding osmosis and Reverse Osmosis
Reverse Osmosis, commonly referred to as RO, is a process where you demineralize or
deionize water by pushing it under pressure through a semi-permeable Reverse Osmosis
Membrane.
Osmosis
To understand the purpose and process of Reverse Osmosis you must first understand the
naturally occurring process of Osmosis.
Osmosis is a naturally occurring phenomenon
and one of the most important processes in
nature. It is a process where a weaker saline
solution will tend to migrate to a strong saline
solution. Examples of osmosis are when plant
roots absorb water from the soil and our kidneys
absorb water from our blood.
Below is a diagram which shows how osmosis
works. A solution that is less concentrated will
have a natural tendency to migrate to a solution
with a higher concentration. For example, if you
had a container full of water with a low salt concentration and another container full of water
with a high salt concentration and they were separated by a semi-permeable membrane,
then the water with the lower salt concentration would begin to migrate towards the water
container with the higher salt concentration.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Reverse Osmosis is the process of Osmosis in reverse.
Whereas Osmosis occurs naturally without energy
required, to reverse the process of osmosis you need to
apply energy to the more saline solution. A reverse osmosis
membrane is a semi-permeable membrane that allows the
passage of water molecules but not the majority of
dissolved salts, organics, bacteria and pyrogens. However,
you need to 'push' the water through the reverse osmosis
membrane by applying pressure that is greater than the naturally occurring osmotic
pressure in order to desalinate (demineralize or deionize) water in the process, allowing
pure water through while holding back a majority of contaminants. The water that makes
it through the RO membrane is called permeate or product water and usually has
around 95% to 99% of the dissolved salts removed from it.
TASK 1
RO WATER PLANT OF THE SAPPHIRE FINISHING MILLS
LIMITED WITH PFD AND PROCESS DETAILS
RO water is the basic need of every industry. As, day by day underground water conditions
is going to be worsen. The TDS and TSS level of the water is so high that water can’t be
use direct into the equipment for any process. Water containing different impurities like
organic and inorganic salts, TDS and TSS. Different tests are performed to check the
quantity of the impurities like
• Chloride test
• Total Hardness test
• PH test
• Conductivity test
• Alkalinity test
• P Alkalinity Test
• M alkalinity
• Silica test
• Iron test
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• Calcium test
• Magnesium test
• Phosphorus test
These tests help us to check the water condition before using in any process. Without water
any process is not possible. So, there is a need of Process of the Water treatment. For
water treatment there are many methods like
• RO Process
• Ion exchange Method
• Softening method
• EDI Method
These methods are use to demineralize the water before using in any process to avoid the
following problems
• Scaling
• Fouling
• Pitting
• Corrosion
• Erosion
• PH control
These problems reduce the efficiency of any equipment and its life also. High maintenance
and operational cost are the result of these problems. Sapphire finishing mills has designed
the RO water treatment Plant according to their requirement of 108m 3/hr capacity. For
different equipment and processes different water quality is required like for cogeneration
plant conductivity should be 0.07 µs/cm so that’s why EKOPAK plant is here to reach this
conductivity. Details of this plant are explained comprehensively with process flow diagram
that is generated by the RO Water plant line tracing. Each and every equipment
specifications working and processing details are also given in details below.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Detail of PFD of RO Plant at Sapphire Finishing Mills
Here is a complete detail of the Process flow diagram of the RO water plant of SFML.
Water Turbine Pump
There are four turbines working to lift underground water to the Raw water tank. These turbine
pumps are of different capacities and are named as Turbine no 1,2,3 and 4 in plant. The Purpose
of these water turbine Pumps is to suck the Underground water which is about 80 feet down the
earth to the Raw Water Storage tank of the Plant.
• Operating at 900
• Capacity of Turbine no 1, 2 and 4 is per 150 m3/hr
• Capacity of turbine no 3 is 100 m3/hr
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• Conductivity of Turbines water in Storage Tank is 2000-
2200 µs/cm.
• PH range is 8 – 9
Water of these turbines 1st come into the Raw water common
header. Then header distribute the water into Raw water storage
tank. Water of turbine no 1 is also distributing to the Colony and
mini filter plant. Remaining water of other Turbines and Turbine
no 1 is supplying to the Raw Water Storage tank.
Pre-Filtration Process and Pre-Treatment
process
In RO plant 1st stage is pre-filtration of raw water. As, Raw is stored in the Raw water storage
Tank. Here a centrifugal pump is used to lift the water from Raw water Storage tank to the Pre
filtration process. Pre-filtration process is used to remove the suspended contaminant from Raw
water and to remove the fouling causing agents in the water. Pre-Filtration Process comprises of
following stages.
1. Multi-media filter (MMF)
2. 5 Microns Cartridge Filter
3. 1 Microns Cartridge Filter
Here is the complete detail of Pre-Filtration process
I. Multi-Media Filter (MMF) /sand Filter - B
Centrifugal pump is lifting the Raw water from the raw water storage tank into MMF. Before the
MMF a butterfly Valve is installed to Regulate the Flow of Raw water into MMF. Then pressure
transmitter is also present in the feed line. Inlet pressure of the MMF Is 1.9 Bar.
Purpose
A Multi-Media Filter is used to help prevent fouling of an RO system. Fouling occurs when
contaminants accumulate on the membrane surface effectively plugging the membrane.
There are many contaminants in municipal feed water that are naked to the human eye and
harmless for human consumption, but large enough to quickly foul (or plug) an RO system.
Fouling typically occurs in the front end of an RO system and results in a higher pressure
drop across the RO system and a lower permeate flow.
Fouling can be caused by the following:
1. Particulate or colloidal mater (dirt, silt, clay, etc.)
2. Microorganisms (bacteria, viruses etc). Bacteria present one of the most common fouling
problems since RO membranes in use today cannot tolerate a disinfectant such as
chlorine
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Working
At this inlet pressure water is showering from the top of the MMF with the help of nozzles. By this
water is equally distributed in the MMF tank. In MMF
multi stages (layers) are used to filter the raw water.
Multi layers are of Anthracite(charcoal), Sand, Garnet
and filtration Gravels. At the bottom of the MMF
strainer nozzles are using to provide the support to the
filtration layers of different materials in MMF. On the
supporting strainer the 1st layer is of the material which
have high gravity value. On this layer on upward side
the layer which have low gravity is used and so on in
upward direction. 20 – 25 microns size of TSS are
trapped in the filter media and filtrate passed out the
media layer.
Before entering the feed water in the MMF tank vacuum is removed with the help of vent valve
which is present on the top of the MMF. Then Raw water is shower on the 1st layer of filtration
media passing through different filtration layers and large particles or suspended contaminants
trapped in these layers while clear water is passed through the bottom of MMF. Outlet pressure
of Product water of the MMF is 1.6 Bar.
Specifications
• 20 – 25 Microns Size of particles trapped in this MMF
• Capacity of the Sand Filter-B is 73 m3/hr
• Empty weight 4500kg
• Design Pressure 6 Bar
• ∆p Limit is 0.5 Bar
Backwash of MMF
A backwash is performed by reversing the flow of water through the Multi Media Filter bed to
remove the suspended solids TSS that are trapped in the bed. When pressure difference exceeds
the value of 0.5 bar then backwash is applied. This is very important process for the filtration
media. As pressure difference causes the low filtration rate and Scaling fouling problems in MMF.
So, Backwash is applied to avoid these situations. Hence the TSS which are on the filter are drain
by backwash.
II. Cartridge Filter 5 micron
After MMF next stage of pre filtration process is to pass the filter water form the cartridge filter of
5micron size. The inlet pressure of the cartridge filter is 1.6 Bar.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Purpose
Prefiltration (cartridge filtration) is perhaps the most
important part of a satisfactory performance of RO
unit after the RO membranes themselves. The ability
of depth and cartridge filters to remove suspended
particulates, colloids and larger color causing
organics (NOM) from the feed stream greatly
impacts the performance and longevity of any RO
equipment and specifically the high performance
units.
5micron - Will remove most particles visible to the
naked eye. Cartridge filters can be composed of a number for materials. Some may be made from
wound strands of a material such as polypropylene. Cartridge filters can screen out twice as much
dirt and debris as a sand filter. Its larger filtration area allows the water to progress through
the cartridge removing smaller particles. Maintenance is much easier in that there is no need for
a back-washing step.
Working
Feed water enter from the center of the Cartridge filter at pressure of 1.6 bar. There are 18 filters
in the CF. water at pressure passes through the filters here unwanted TSS trapped. Particles of
size larger than 5 microns trapped here while other remaining water molecules passes through
the filters. Hence filter water of 8 filters then come out of the CF from the bottom. The outlet
pressure is 1.2 Bar. Pressure drops occur due to filtration.
Specifications
• Filter made up of Polypropylene PP
• No of filters are 18
• Size 5 Microns
• No need of backwash
RO PRE-TREATMENT
Proper pretreatment using both mechanical and chemical treatments is critical for an RO
system to prevent fouling, scaling and costly premature RO membrane failure and frequent
cleaning requirements. Below are some pretreatment solutions for RO systems that can
help minimize fouling, scaling and chemical attack. After the cartridge filter of 5 microns the
pressure of water is 1.2 bar here two chemicals are added in the feed water stream before
entering into the cartridge filter of 1 micron. These chemicals are Anti-Scalent and Biocide. There
is a special purpose of adding these chemicals into main feed line.
Anti-Scalent
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
As the name shows that it is against the scaling. This chemical prevents the scales formation in
the membranes of pressure vessels. As certain dissolved (inorganic) compounds become
more concentrated (remember discussion on concentration factor) then scaling can occur
if these compounds exceed their solubility limits and precipitate on the membrane surface
as scale. The results of scaling are a higher pressure drop across the s ystem, higher salt
passage (less salt rejection), low permeate flow and lower permeate water quality. An
example of a common scale that tends to form on an RO membrane is calcium carbonate
(CaCO3) . These started to deposit on the walls of the Pressure vessels and membranes. Hence,
destroy the vessels and membranes. Performance and life of the membranes get low due to
scales formation. For this reason, the Anti-scalent dosing is important continuously in the Feed
water stream.
Working
Anti-scalants and scale inhibitors increase the solubility limits of troublesome inorganic
compounds. By increasing the solubility limits, you are able to concentrate the salts further
than otherwise would be possible and therefore achieve a higher recovery rate and ru n at
a higher concentration factor. Anti-scalants and scale inhibitors work by interfering with
scale formation and crystal growth. The choice of anti-scalant or scale inhibitor to use and
the correct dosage depends on the feed water chemistry and RO syste m design.
Biocide
Biocide is also a chemical which is dosed in the feed water stream. As virus, fungi and Algae are
of small size. Membrane pore size is of 0.0001micronmeter
• Bacteria size range is 0.4 to 1 micron meter
• Virus size range is 0.2 to 1 micron meter
• Colloids size range is 0.001micron meter
• Salt NACL size range 0.0007micron meter
These contaminants can’t pass through the membranes in pressure vessel. Only water molecules
passes through membrane other TSS separate out. To kill these Bacteria and Viruses Biocide is
used. This Biocide controls the growth of Bacteria fungi and viruses in the pipes and vessels.
CIP Tank
CIP stands for the Clean in Place is the method to clean the interior of vessels, pipes, equipment’s
and filters Without major disassembly. CIP is commonly use for the piping, Tank and filters For
the Nominal system performance CIP cleaning is necessary.
Basically, this tank is connected to the Main feed line. There is a butterfly valve and NRT valve
(non-return valve) is used in the line. This line is connected to main feed line before the cartridge
filter of 1 micron. The tank is full of RO product water of conductivity 35-40(µs/cm) and Biocide
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
chemical is dose with it when plant is shut down. When pressure difference in the pressure
vessels exceeds the limit then shut down applied and water from CIP tank is taken into the vessels
to avoid the Fungi, Algae growth in the membranes of the pressure vessels. CIP controls the
growth of TSS like Fungi, Algae etc.
III. Cartridge filter of 1 micron
Water enters at 1.2 bar pressure I cartridge filter of 1 micron size the working of this filter is same
as the cartridge filter of 5 micron but the major difference is the filter size. Here the size is 1 micron
meter the unwanted particles TSS and TDS of size larger than 1micron meter trapped here hence
remaining small size molecules passes through this filter. The outlet pressure is 1.1 bar. No of
filters in the CF is 18 and of size of 1microns meter. Basically, this is also used to control the
fouling in membranes.
Specifications
• Size of Filters is 1micron meter
• No of filters 18
• Filters are made up of the PP polypropylene
• No need of backwash
High Pressure Pump (HP)
The high pressure pump is the heart of the desalination process—
every desalination plant must have at least one high pressure pump.
The main purpose of this pump is to overcome the osmotic pressure
for the Reverse osmosis through the membranes of the pressure
vessels. Before the Pump the pressure guage and the pressure
transmitter is installed. The inlet pressure is 1.1 Bar. The Pump is
centrifugal pump it is used because of easier operation, maintenance
and scalability to larger capacities. To deal with high pressure multi-
stage impellers are used in the pump. Water inter into the pump by
suction head Motor is connected by shaft with the impeller water
enters into the impeller hence out at the diffuser head with high kinetic energy this kinetic energy
converts into the high pressure of 1.9 bar. As the pump is operating at 45HZ it can run on
maximum 50Hz. The running of the Pump depends on the overcoming of the Osmotic pressure.
If pressure drops increase more Pressure will be needed so pump will run at high speed.
Pump specifications
• Capacity of pump is 90m3/hr
• Frequency range 50Hz
• Type is vertical type centrifugal pump
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• R.P.M IS 2960
RO PROCESS
Now the RO process starts it basically comprises of double stages for maximum recovery of the
water. RO process ratio is 6:3. Detail of RO process is given below.
1st stage of Pressure Vessels (Membranes) of RO process
Treated Feed Water from the HP Pump at 1.9 bar passes through the Globe valve. Globe valve
is use to regulate the high pressure flow of water. Then water at high pressure enters the 1st stage
of pressure vessels which are 6 in number. These pressure vessels comprise of Membranes.
There are 6 membranes in one pressure vessel. Membranes are made up of poly amide polymer.
Membranes are spiral in shape wounded around the pipe.
When water enters into the vessel then it enters into the membranes TSS and TDS like viruses,
bacteria are trapped here in membrane as concentrate the outlet pathway of the concentrate is
separate. The water molecules that pass through the membrane enters into the central pipe and
come out of the pipe as permeate from other end. Hence the Permeate of the 6 pressure vessels
membranes (1st stage) comes in to the product line. While the reject or concentrate of these
Membranes send to the next stage of pressure vessels which are 3 in number for more
purification.
Specifications of RO process
• No of Pressure Vessels of 1st stage 6 and 2nd stage is 3
• No of membranes in each Vessel 6
• Length of 1 membrane is 40 inches
• Diameter of 1 membrane is 8 inches
• Capacity of each vessel is 9m3/hr
• Capacity of 1st stage of RO process is = 9 x 6 = 54m3/hr
• Ratio of membranes is 6:3
• Conductivity 35-40 µs/cm
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
2nd stage Pressure vessels membranes of RO process
The reject or concentrate of the 1st stage membranes comes into the 2nd stage membranes. 2nd
stage RO process contains 3 pressure vessels. In a two-stage system the concentrate (or
reject) from the first stage then becomes the feed water to the second stage. The permeate
water is collected from the first stage is combined with permeate water from the second
stage. Additional stages increase the recovery from the system. The reject of the 2 nd stage
is send to the Raw water tank for again use.
Specifications of 2 nd stage are same as the 1 st stage like membranes number and size.
The only difference is the number of pressure vessels to recover the water as much as
possible. The conductivity of permeate water is 35-40 µs/cm. This conductivity is suitable to
use for the Boilers, Chillers, thermal oil Boilers and other production unit sections.
Working of RO process
Reverse Osmosis works by using a high pressure pump to increase the pressure on the
salt side of the RO and force the water across the semi-permeable RO membrane, leaving
almost all (around 95% to 99%) of dissolved salts behind in the reject stream. The amount
of pressure required depends on the salt concentration of the feed water. The more
concentrated the feed water, the more pressure is required to overcome the osmotic
pressure.
The desalinated water that is demineralized or
deionized, is called permeate (or product)
water. The water stream that carries the
concentrated contaminants that did not pass
through the RO membrane is called the reject
(or concentrate) stream.
As the feed water enters the RO membrane
under pressure (enough pressure to overcome
osmotic pressure) the water molecules pass through the semi-permeable membrane and
the salts and other contaminants are not allowed to pass and are discharged through the
reject stream (also known as the concentrate or brine stream), which goes to drain or can
be fed back into the feed water supply in some circumstances to be recycled through the
RO system to save water. The water that makes it through the RO membrane is called
permeate or product water and usually has around 95% to 99% of the dissolved salts
removed from it.
Specifications
Filter feed water quantity : 146 M3/hour
Product water(permeate quantity): 106 M3/hour
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Blend water quantity : 14 M3/hour
Recovery : 80%
Rejection : 20%
Feed water temp. : 28C
Mode of operation : Automatic
Buffer 1 & RO water Storage Tank
The Buffer 1 is the storage tank of RO water. The water from the RO process send to RO
water storage tank which is under the RO plant. This tank level always on maximum as for
emergency conditions. The Water from the RO water storage tank Lift up by the Centrifugal
pump to the Buffer 1 tank.
•
Capacity of Buffer 1 is 250m 3
•
Capacity of RO storage tank is 1100m 3
When the water level of the underground water tank is full then water after the RO process
directly send to the Buffer 1 by the centrifugal pump. The RO water is filled in tank from the
top side. Then from the bottom there is outlet side. Pump makes the suction of Buffer 1
water and discharge to the other sections of the Industry like Boiler house, Chillers house,
Thermal oil Boilers house and production hall.
RECOVERY %
Percent Recovery is the amount of water that is being 'recovered' as good permeate water.
Another way to think of Percent Recovery is the amount of water that is not sent to drain
as concentrate, but rather collected as permeate or product water. The higher the recovery
% means that you are sending less water to drain as concentrate and saving more
permeate water. However, if the recovery % is too high for the RO design then it can lead
to larger problems due to scaling and fouling. The % Recovery for an RO system is
established with the help of design software taking into consideration numerous factors
such as feed water chemistry and RO pre-treatment before the RO system. Therefore, the
proper % Recovery at which an RO should operate at depends on what it was designed
for. By calculating the % Recovery you can quickly determine if the system is operating
outside of the intended design. The calculation for % Recovery is below:
𝑝𝑒𝑟𝑚𝑒𝑎𝑡𝑒 𝑓𝑙𝑜𝑤
%Recovery = 𝑥 100
𝑓𝑒𝑒𝑑 𝑓𝑙𝑜𝑤
49.3
= 𝑥100 = 74.6%
66
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
For example, if the recovery rate is 75% then this means that for every 100 gallons of feed
water that enter the RO system, you are recovering 75 gallons as usable permeate water
and 25 gallons are going to drain as concentrate. Industrial RO systems typically run
anywhere from 50% to 85% recovery depending the feed water characteristics and other
design considerations.
EKOPAK RO PLANT
EKOPAK is basically a company name. The RO plant is manufactured by the EKOPAK
company so it is called EKOPAK RO plant. As, in industry for power generation there is an
need of the Cogeneration plant. In Sapphire Finishing Mill there is a cogeneration plant of
5.5MV. Here in this plant a High pressure boiler is using for running the turbine to produce
the 5.5MV of energy. The Industry need of Power is 5MV. So it I fulfilling the industry
requirements of Power demand.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
The Steam producing by the Cogeneration plant is of 65 Bar pressure and t he capacity of
the HP Boiler to produce steam is 55tonn/hr. Industry need of the steam is 50-55Tonn/hr.
So, for this HP Boiler there is a need of special treatment for its feed water. We can’t use
the Water of high conductivity or TDS that will directly effect the Turbine. As Silicon in the
water and other TDS like chloride etc are very dangerous for the turbine. So, low
conductivity water is required for the Cogeneration plant that’s why this plant is in the
industry to treat the water to low conductivity of 0.07 µs/cm. Now here is a detail of EKOPAK
RO plant detail.
Buffer TANK 1
From the buffer tank 1 the water of conductivity 35-40 µs/cm is taken to the EKOPAK plant.
There is a centrifugal pump which takes suction from the which take the suction from the buffer
tank one and discharge in to the EKOPAK RO plant as a feed water.
Pretreatment
Before entering the into RO membranes there is a need of pretreatment of water to avoid scaling
and fouling problems. Pretreatment comprises of the following stages.
• Caustic dosing
• Cartridge Filter
Dosing of caustic
Caustics, for a few process applications, can be injected to increase the RO feed PH. Typically
the only caustic injected is sodium hydroxide [NaOH] based on its cost, its availability, and its
solubility in water. Caution is required in raising the feed pH as it can decrease the solubility of
iron, manganese, and calcium carbonate as measured by an increasing LSI.
The most common process application that uses a caustic feed involve 2nd pass RO systems. In
a 2-Pass RO, the permeate from a 1st pass RO becomes the feed to the 2nd pass. The 2nd pass
RO “polishes” the 1st pass permeate to quality levels as good as. Caustic is introduced into the
2nd pass feed for 4 reasons:
• At a pH of 8.2 and higher, all carbon dioxide gas is converted into the bicarbonate ion.
The bicarbonate ion will be rejected by the RO.
• Carbon dioxide, being a gas, would pass through the RO into the permeate stream
unimpeded.
• The carbon dioxide would become an undesirable load to downstream polishing mixed
beds. Certain TOC constituents are better rejected at a higher pH.
• Silica rejection and solubility are higher at elevated pH levels (particularly above pH 9).
Boron rejection is higher at elevated pH levels (particularly above a pH of 9)
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
➢ Cartridge filter of 5microns meter size
Prefiltration (cartridge filtration) is perhaps the most important part of a satisfactory performance
of RO unit after the RO membranes themselves. The ability of depth and cartridge filters to remove
suspended particulates, colloids and larger color causing organics (NOM) from the feed stream
greatly impacts the performance and longevity of any RO equipment and specifically the high
performance units.
5micron - Will remove most particles visible to the naked eye. Cartridge filters can be composed
of a number for materials. Some may be made from wound strands of a material such as
polypropylene. Cartridge filters can screen out twice as much dirt and debris as a sand filter. Its
larger filtration area allows the water to progress through the cartridge removing smaller particles.
Maintenance is much easier in that there is no need for a back-washing step.
Working
Feed water enter from the center of the Cartridge filter at pressure of 1.6 bar. There are 18 filters
in the CF. water at pressure passes through the filters here unwanted TSS trapped. Particles of
size larger than 5 microns trapped here while other remaining water molecules passes through
the filters. Hence filter water of 8 filters then come out of the CF from the bottom. The outlet
pressure is 1.2 Bar. Pressure drops occur due to filtration.
Specifications
• Filter made up of Polypropylene PP
• No of filters are 18
• Size 5 Microns
• No need of backwash
High Pressure Pump (HP)
The high pressure pump is the heart of the desalination process—every desalination plant must
have at least one high pressure pump. The main purpose of this pump is to overcome the osmotic
pressure for the Reverse osmosis through the membranes of the pressure vessels. Before the
Pump the pressure guage and the pressure transmitter is installed. The Pump is centrifugal pump
it is used because of easier operation, maintenance and scalability to larger capacities.
To deal with high pressure multi-stage impellers are used in the pump. Water inter into the pump
by suction head Motor is connected by shaft with the impeller water enters into the impeller hence
out at the diffuser head with high kinetic energy this kinetic energy converts into the high pressure
of 1.9 bar. As the pump is operating at 45HZ it can run on maximum 50Hz. The running of the
Pump depends on the overcoming of the Osmotic pressure. If pressure drops increase more
Pressure will be needed so pump will run at high speed.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Pump specifications
• Capacity of pump is 90m3/hr
• RPM is
• Frequency range 50Hz
• Type is vertical type centrifugal pump
CIP Feed
Basically, this tank is connected to the Main feed line. There is a butterfly valve and NRT valve
(non-return valve) is used in the line. This line is connected to main feed line before the cartridge
filter of 1 micron. The tank is full of RO product water of conductivity 35-40(µs/cm) and Biocide
chemical is dose with it when plant is shut down. When pressure difference in the pressure
vessels exceeds the limit then shut down applied and water from CIP tank is taken into the vessels
to avoid the Fungi, Algae growth in the membranes of the pressure vessels. CIP controls the
growth of TSS like Fungi, Algae etc
RO PROCESS
Now the RO process starts it basically comprises of double stages for maximum recovery of the
water. RO process ratio is 5:2. Detail of RO process is given below.
1st stage of Pressure Vessels (Membranes) of RO process
Treated Feed Water from the HP Pump at 1.9 bar passes
through the Globe valve. Globe valve is use to regulate
the high pressure flow of water. Then water at high
pressure enters the 1st stage of pressure vessels which
are 5 in number. These pressure vessels comprise of
Membranes. There are 6 membranes in one pressure
vessel. Membranes are made up of poly amide polymer.
Membranes are spiral in shape wounded around the pipe.
When water enters into the vessel then it enters into the membranes TSS and TDS like viruses,
bacteria are trapped here in membrane as concentrate the outlet pathway of the concentrate is
separate. The water molecules that pass through the membrane enters into the central pipe and
come out of the pipe as permeate from other end. Hence the Permeate of the 5 pressure vessels
membranes (1st stage) comes in to the product line. While the reject or concentrate of these
Membranes send to the next stage of pressure vessels which are 2 in number for more
purification.
2nd stage Pressure vessels membranes of RO process
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
The reject or concentrate of the 1st stage membranes comes into the 2nd stage membranes. 2nd
stage RO process contains 2 pressure vessels. In a two-stage system the concentrate (or
reject) from the first stage then becomes the feed water to the second stage. The permeate
water is collected from the first stage is combined with permeate water from the second
stage. Additional stages increase the recovery from the system. The reject of the 2 nd stage
is send to the Raw water tank for again use.
Specifications of 2 nd stage are same as the 1 st stage like membranes number and size.
The only difference is the number of pressure vessels to recover the water as much as
possible. The conductivity of permeate water is 9 µs/cm. Then further EDI is use to low the
conductivity value to 0.07 µs/cm.
Specifications of RO process
• No of Pressure Vessels of 1st stage 5 and 2nd stage is 2
• No of membranes in each Vessel = 6
• Length of 1 membrane is = 40 inches
• Diameter of 1 membrane is = 8 inches
• Capacity of each vessel is = 9m3/hr
• Capacity of 1st stage of RO process is = 9 x 5 = 45 m3/hr
• Ratio of membranes is 5:2
• Conductivity 9.97 µs/cm
• PH = 6.61
Electro De-ionization Process EDI
Electro-deionization (EDI) is a water treatment technology that utilizes electricity, ion exchange
membranes and resin to deionize water and separate dissolved ions (impurities) from water. It
differs from other water purification technologies in that it is done without the use of chemical
treatments and is usually a polishing treatment to reverse osmosis (RO). There are also EDI units
that are often referred to as continuous electro-deionization (CEDI) since the electric current
regenerates the resin mass continuously. CEDI technique can achieve very high purity, with
conductivity below 0.1 μS/cm.
Working Principle
The typical EDI installation has the following components:
anode and cathode, anion exchange membrane, cation
exchange membrane and the resin. The most simplified
configuration consist in 3 compartments, to increase the
production these number can be increased.
The cations flow towards the cathode and the anions flows
toward the anode. Only anions can go through the anion
exchange membrane and only cations can go through the
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
cation exchange membrane. This configuration allows anions and cations to only flow in one
direction because of the membranes and the electric force, leaving the feed water free of ions,
(deionized water).
The concentration flows (right and left of the feed flow) are rejected and they can be wasted,
recycled, or use in another process. The purpose of the ion exchange resin is to maintain stable
conductance of the feed water. Without the resins, the conductance will drop dramatically as the
concentration of ions is decreasing. Such drop off of conductance makes it very difficult to
eliminate 100% of the ions, but using resins makes it possible.
Process Explanation
• RO 1 permeate comes into the EDI section at conductivity of 9.6 μS/cm . PH is 6.61 and
temperature is 29.50C.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• Then there is Butterfly valve to regulate the flow. CIP Feed inlet is also in the line here.
• RO 1 permeate divides into to stream as RO1 Product and RO1 Reject. These two lines
enters in the EDI Vessels.
• EDI vessels are 3 in number. Both RO1 Product and RO1 Reject enters into the 3 EDI
vessels. Here in vessels EDI process occurs which has explained above in working
principle.
• EDI vessels are numbered as EDIX01,EDIX02,EDIX03. R01 product in is Named as FT01
and Reject in as FT02.
• After the EDI process the Permeate and reject of each vessels comes out. Permeate
named as EDISV03,EDISVO5,EDISVO7. Same as Reject lines are
EDISV04,EDISVO6,EDISVO8.
• Permeate of all 3 vessels comes in the single line then there is conductivity meter in the
path to measure the conductivity. Here conductivity value is 0.07 μS/cm.
• Permeate is pumped to the Buffer tank 2 . Buffer tank 2 capacity is 250m 3. This water is
then send to the cogeneration boilers for the stream and power generation.
• Reject line is drained with conductivity of the 33 μS/cm.
Buffer Tank 2
The permeate of the EKOPAK EDI plant directly going to the buffer tank 2. Buffer tank 2 supply
water to the CO-generation plant with the help of the pump. There are two Pumps one is standby
pump. In this way water is supplying to the cogeneration plant for steam and electricity
Generation.
• Capacity of the Tank is 250m3/hr.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Task 2
RO Water Line Tracing & Consumption of the RO Water in the
SFML With PFD
RO water is stored in the RO water tank and Buffer tank 1 and Buffer Tank 2 after RO processing.
This RO water is for different use in the industry. Below is the complete detail of the different
sections of the SFML where RO water is using and for which purpose it is using. There is a
complete Process Flow Diagram which is made by the RO water line tracing in the industry. By
this PFD one may understand the pathway of RO water in SFML. Here is a PFD of the RO Water
line.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
RO WATER TANK
Ro water tank is of 1100m3 capacity is always fully completed with RO water to use for the Industry
different sections like in utilities and Production hall. This water has 35-40 conductivity. Different
sections has different purposes to use this water not the Raw water. Basically for the other
sections it is working like feed RO water tank. There is a Pump to lift this water to Utilities Section
and Production Hall. Buffer tank 1 line is also given in RO water main line because some how
problems may be with Raw water tank happens so in emergency cases this line will directly use
for this purpose this line is given to main RO water line.
From Pump 4 inches line originate and take this water to other sections. Buffer tank 1 line also
join this line after the pump.
Solid Fuel Boilers (Low Pressure Boilers)
There are Two solid fuel boilers known as Gatebac
Boilers. Both have the capacity of generating 50
tonn/hr of steam. These two boilers are Running of
the solid fuels like coal and straws. Industry demand
of the steam can be fulfill by these two boilers. There
are serving as Standby boilers. Main steam and
energy is generating in Co-Generation plant. Some
how issues happens then these standby boilers run
to meet the steam demand of the energy.
• These are water tube boilers as they are Low pressure boilers.
• Operating at 9 Bar of the pressure.
• Capacity of each is 25tonn/hr steam generation.
For the Boiler basic Feed is the water. As purpose of boiler is to convert the Water into the Steam.
So, here water is the basic need of the boiler. So, what problems a Raw or untreated water can
cause are listed here.
Problems Associated by Untreated water
Calcium and magnesium: causes scaling of the boiler feed water.
- Silica: known to cause hard scaling. Silica needs to be reduced to low levels to avoid any
operating issues.
- Iron and manganese: can damage downstream equipment and have an affect on the quality
of the water.
- Copper: decreases the efficiency of boiler feed equipment when deposited in high-pressure
turbines.
- Magnesium: has the ability to stick to the inside of the boiler, also causing scaling.
- Hardness: causes scaling on boiler piping.
- Aluminum: can react with silica to increase scaling.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
- Dissolved gases: can cause severe corrosion to the boiler due to oxygen and carbon dioxide
presence.
Why RO water is Necessary?
An Ro water line of 4” is given to these gatebac boilers. Having pretreatment for a boiler is
necessary to keeping your plant operating safely and efficiently. Installing a reverse osmosis
system in place will lower operating costs of the boiler, as well as reduce the blow down times,
formation of scale and corrosion.
Scale buildup
Scaling is a deposit formed on the inside of piping and heat transfer surfaces when the water is
heated and impurities precipitate or settle out leaving
behind extremely hard deposits.
Some common feed water contaminants that cause scaling include:
• Silica
• Iron
• Calcium
• Magnesium
• Aluminum
System corrosion
Corrosion in boilers, or the breakdown of the metal elements of the device, can happen for a
variety of reasons. The most common reason is the presence of dissolved oxygen and carbon
dioxide, which eat away at areas of the boiler causing system stress
and cracking. The higher the boiler pressures, the more severe the
corrosion. When chlorides are present at an unacceptable level,
chloride stress cracking can also occur.
Corrosion typically occurs in the parts of the boiler that are heated
the most, where high temperatures and cracking in the metals
accelerate the breakdown of the materials. There are several types
of corrosion that can occur in a boiler, and the type you might
encounter can depend on the proper pH, level of oxygen, amount
of solids, and overall design of the boiler.
Foaming and Priming
Foaming and priming in a boiler occurs when there are high amounts of dissolved solids present
at the water surface. When the steam is generated, these impurities bubble up (foaming) and
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
evaporate with the steam (priming), latching on to superheaters and turbines, decreasing their
efficiency. Foaming is the production of persistent foam or bubbles in boilers, which do not break
easily. Foaming is due to presence of substances like oils (which greatly reduce the surface
tension of water).
Priming and foaming usually happen simultaneously. It’s best to avoid them because:
1. they can cause dissolved salts to deposit on superheater and turbine blades, reducing
system efficiency
2. they might allow dissolved salts to enter other parts of the system, thereby reducing the
service life of the affected machinery
Energy Conservation by RO water In Boilers
• Reduce fuel costs through lower heat loss and increased boiler cycles. Reducing the total
dissolved solids (TDS) in the RO product water can increase the boiler’s cycles of
concentration. The boiler will also have a cleaner heat transfer surface and is more
efficient.
• Improve operation and steam purity. Steam quality is improved because you are providing
better quality feedwater to the boiler. Any control valves, pumps, or compressors that have
direct steam contact are less prone to failure. There are no concerns with contaminated
products because the steam is pure.
• Reduce chemical costs. The amount of boiler feed chemicals required to prevent
condensation corrosion is less due to lower alkalinity in the boiler makeup water.
• Control return-line corrosion. Corrosion is one of the main reasons for boiler down time.
Maintaining the proper pH and alkalinity levels will help control corrosion.
• Extending equipment life. Oxygen, iron, and copper levels should be very low and pH
should be maintained between 8.5 and 9.5 to protect the boiler system.
Gas and Liquid Fuel Boilers
There are 3 boilers in this House. This is also the part of Utilities section. These are Low Pressure
Boilers. Boilers data is Given Below
LOOS Boiler
• 25 tonn/hr Steam Generation capacity
• Fire tube boiler
• Run on Gas and Furnace oil
• Operating Pressure is 9 bar
• Number of Tubes around about 500.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
DDFC Boilers
• These are 2 in number
• Capacity of each is 15tonn/hr of steam generation(15+15=30tonn/hr)
• Both can operate at gas and furnace oil.
• Operating pressure is 9bar
• Low pressure Boilers
• Number of tubes are around about to 300 In each.
These boilers have the tendency to generate the 55tonn/hr of steam according to the requirement
of the industry. Here is the RO water line is taken from that is coming as 4” line from RO water
tank. The line entering in this boiler house is of 2” size. 1st this enters into the Feed water tank of
the boilers. Where a Different chemcials are dosing into the Feed water tank for different purposes
like
• Sulphite for the Oxygen removal
• Phosphate as Anti scalent
• Amion for the TDS control
After dosing the water is feed to the boilers. They also serving as standby boilers. Water treatment
is necessary before feeding into the boiler. Though it is fire tube or Water tube both needs treated
water. Different Problems associated with the Untreated water are explained previously in Solid
fuel boilers in detail with the solution of RO process.
• Corrosion problem
• Fouling problem
• Scaling
• Foaming
Energy conservation by RO water
• It is already explained as it reduces the boilers running cost by improving its efficiency.
Improve operation and steam purity. Steam quality is improved because you are providing
better quality feedwater to the boiler. Any control valves, pumps, or compressors that have
direct steam contact are less prone to failure. There are no concerns with contaminated
products because the steam is pure.
• Reduce fuel costs through lower heat loss and increased boiler cycles. Reducing the total
dissolved solids (TDS) in the RO product water can increase the boiler’s cycles of
concentration. The boiler will also have a cleaner heat transfer surface and is more
efficient
Economizer
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• Waste gases from the Boilers are known as the Vent gases. The temperature of these
gases is very high that can be used to pre heat the water in economizer. This is the Energy
conservation Rule is using here in Boilers.
• Waste gases transfer their heat to the feed water and hence energy is not lost here it being
used to pre heat the water in economizer to 1200c. Economizer increases the boiler
efficiency.
Thermal Oil Boilers/Heaters
From the main RO water line of 4”. A line of 2” is taken into the Thermal Oil Heaters House. There
is a special purpose of this RO water line here which will explain after the explanation of thermal
oil Boilers or heaters.
Name of the boilers are Basuki Boilers. Here, Thermal oil that
is using as heating medium in the industry is heated in the
heaters to 265 degree centigrade. The Working and purpose
of this Thermal oil is same as Steam that si for heat transfer
in different sections of the industry in close loop. As steam is
using in open loops also but thermal oil is always use in close
loop. Temperature of heated oil before entering in production
hall is 2650c while the temperature of the Thermal oil coming
back of the Production hall in close loop is 2550c.
Purpose of the RO water and Energy conservation
These Basuki boilers are running on the solid fuels like coal etc. So, vent gases are leaving the
boilers are of high temperature. Temperature of these gases is reducing by the use Economizer.
In Economizer RO water is showered from the top and vent gases moves in counter direction.
Here energy of vent gases is taken up by the water and temperature of the Ro water raises too
the 900c.
By this heat transfer temperature of vent gases which is 3000c drops to the 1500c. Hence energy
conservation is using here. This preheated water then sent to the Gatebac boilers in this way
Efficiency of the boilers is maintained and Energy remains conserved. As only Ro water can be
use for the boilers running so that’s why RO water is just preheating here for the other utilities
section whenever they needed. Otherwise, they are not using this RO water.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Chillers Section
Here Ro water is coming in 2” pipe line. Basically, there
are 3 Cooling towers and chillers each connected with its
own is present for the heat transfer purposes. Water is the
basic need in this section as it is using as heat transfer
medium by the process of evaporation the chillers cools
the water more after cooling towers then by ducts the cool
water Is supplied to every part of the industry where heat
exchangers are using to blow the hot air on the cool water
line in this way air becomes cool by heat transfer and using
in every office. This is the best example of the energy
conservation also. As, water is using in close loop here.
Water is used in cooling systems as a heat transfer medium and frequently also as the final point
to reject heat into the atmosphere by evaporating inside cooling towers. Depending on the quality
of available fresh water supply, waterside problems develop in cooling water systems from:
• Scaling
• Corrosion
• Dirt and dust accumulation
• Biological growth
Any of these problems – or more usually a combination of them – result in costly unscheduled
downtime, reduced capacity, increased water usage, high operation and maintenance costs,
expensive parts replacements, and acid cleaning operations which reduce the life of the cooling
system.
Critical Parameters
The critical parameters for cooling water are: conductivity, total dissolved solids (TDS), hardness,
pH, alkalinity.
Conductivity and Total Dissolved Solids (TDS)
Conductivity is a measure of the ability of water to conduct electrical current and it indicates the
amount of the dissolved solids (TDS) in water. Pure distilled water will have a very low conductivity
(low minerals) and sea water will have a high conductivity (high minerals). Dissolved solids
present no problem with respect to the cooling capacity of water, since the evaporation rate of
seawater, which has 30,000ppm total dissolved solids, is only 1% less than that of distilled water.
The problem with dissolved solids is that many of the chemical compounds and elements in the
water will combine to form highly insoluble mineral deposits on the heat transfer surfaces
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
generally referred to as “scale”. The scale stubbornly sticks to the surfaces, gradually builds up
and begins to interfere with pipe drainage, heat transfer and water pressure.
PH
pH is a measure of how acidic/basic water is. The range goes from 0 - 14, with 7 being neutral.
pHs of less than 7 indicate acidity, whereas a pH of greater than 7 indicates a base. Control of
pH is critical for the majority of cooling water treatment programs. In general, when pH points to
acidic environment, the chances for corrosion increase and when pH points to alkaline
environment, the chances for scale formation increase.
Alkalinity
The pH values above 7 signify alkalinity. At pH values less than 8.3, most of the alkalinity in the
water is in the bicarbonate form, and scale formation is normally not a problem.
Hardness
The amount of dissolved calcium and magnesium in water determines its "hardness." The total
hardness is then broken down into two categories
o The carbonate or temporary hardness
o The non-carbonate or permanent hardness
Hardness particularly the temporary hardness is the most common and is responsible for the
deposition of calcium carbonate scale in pipes and equipment. Technically any bivalent metal ion
such as iron, manganese or tin would constitute hardness, but calcium and magnesium are the
two most prevalent forms.
What is scale?
Scale is a hard deposit of predominantly inorganic material on heating transfer surfaces caused
by the precipitation of mineral particles in water. As water evaporates in a cooling tower or an
evaporative condenser, pure vapor is lost and the dissolved solids concentrate in the remaining
water. If this concentration cycle is allowed to continue, the solubility of various solids will
eventually be exceeded. The solids will then settle in pipelines or on heat exchange surfaces,
where it frequently solidifies into a relatively soft, amorphous scale.
Problems & Factors
Scale, in addition to causing physical blockage of piping, equipment, and the cooling tower, also
reduces heat transfer and increases the energy use.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
The principle factors responsible for scale formation are:
1. As alkalinity increases, calcium carbonate- the most common
scale constituent in cooling systems - decreases in solubility
and deposits.
2. The second—more significant—mechanism for scale
formation is the in-situ crystallization of sparingly soluble
salts as the result of elevated temperatures and/or low flow velocity. Most salts become more
soluble as temperature increases, however, some salts, such as calcium carbonate, become
less soluble as temperature increases. Therefore, they often cause deposits at higher
temperatures.
3. High TDS water will have greater potential for scale formation.
CORROSION INHIBITION
Next to scale, the next most important concern is the
prevention of “corrosion”. Corrosion is defined as the
destruction or loss of metal through chemical or
electrochemical reaction with its surrounding environment.
Mild steel is a commonly used metal in the cooling water
system that is most susceptible to corrosion. Other metals in
general, such as copper, stainless steel, aluminum alloys also
do corrode but the process is slow.
Corrosion Problems
Common problems arising from corrosion are reduction in heat transfer and water flow resulting
from a partial or complete blockage of pipes, valves, strainers, etc. Also, excessive wear of moving
parts, such as pump, shaft, impeller and mechanical seal, etc. may resist the movement of the
equipment. Hence, thermal and energy performance of heat exchange may degrade.
Factors
Many factors affect the corrosion rates in a given cooling water system. Few important factors
are:
1. Dissolved Oxygen - Oxygen dissolved in water is essential for the cathodic reaction to take
place.
2. Alkalinity & Acidity - Low alkalinity waters have little pH buffering capability. Consequently, this
type of water can pick up acidic gases from the air and can dissolve metal and the protective
oxide film on metal surfaces. More alkaline water favors the formation of the protective oxide
layer.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
3. Total Dissolved Solids - Water containing a high concentration of total dissolved solids has a
high conductivity, which provides a considerable potential for galvanic attack.
BACTERIAL & MICROBIOLOGICAL CONTROL
Elimination of biological fouling and prevention of the incubation of pathogens forms the third leg
of the cooling water management triangle.
There are many species of microorganisms (algae, protozoa, and bacteria) that can thrive in
cooling systems under certain circumstances; their growth is helped by favorable water
temperature and pH, the oxygen picked up by the spray water, sunlight, and organics that
provide food. Generally microbial organisms form colonies at points of low water velocity that
leads to uncontrolled microbiological accumulations. The deposits are transferred throughout
the piping system, which interfere with heat transfer surfaces and restrict flow through piping,
strainers, spray nozzles, and control valves. The deposits are also concern for threatening
infectious agents like the bacteria Legionella pneumophillus.
Treatment Methods
• Chemical biocides are the most common products to control the growth of micro-
organisms. Three general classes of chemicals are used in microbial control 1) Oxidizing
biocides, 2) Non-oxidizing biocides and 3) Bio-dispersants.
• That’s why RO water is using in this section for different parameters control. Raw water
and RO water mixes to attain the normal parameters values.
Production Hall
The RO water line is entering into the Production Hall. Line size is 4” but here it divides to many
different sections in different sizes for different purposes. Detail of the sections where this water
is using given below.
NAOH Caustic Recovery Plant (CRP)
From main RO water line 3” line is taken to the NAOH recovery plant. Here the caustic used for
different purposes in production hall like in mercerization machines in pre treatment section.
NAOH coming from the hall is of 5-8 BOMY. As, it is mixture of NAOH and water. To recover this
NAOH for again use This plant is working. Multi stage Evaporators are working to separate water
from NAOH or the concentrate the NAOH to 38-40 BOMY. RO water is just using here for the
vacuum pump. As, Raw water can’t be use directly it will damages the Vacuum pump by scaling,
fouling and pitting problems so that’s why whenever Vacuum pump is use in this plant RO water
use here in control way not regularly.
RO water conservation At NaOH plant water can be conserved by control use of RO water.
As, just RO water is using for Vacuum Pump to avoid scaling & fouling issues in pump. Not more
than this RO water is using here. So, water s conserving here in this way.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Chemical Formulation House
From main RO water line 1.5” line is taken into chemical formulation House. Here, different 10 12
chemical are manufacturing for different sections. RO water is using here in control way because
for the chemical reaction the main factors are PH Alkalinity etc. RO water is treated water more
suitable for different reactions. Otherwise, Raw water can Cause damage to the reactors where
chemical are formulating. Hence different PH also affects the quality of the chemical. So that’s
why for accurate reactions and Equipment Life RO water is using here in control way.
Finishing and Recipes Production section
RO water line of 3” taken from the main RO line. This line size reduce to the 2” after a gate valve.
This line is taken up for the Recipes production in Finishing Section. Here different Glues and
pastes are made for final finishing so PH and Alkalinity is of the great importance that’s why RO
water is using here. This section using in control way when they needed water hence
Conservating the energy also.
Dyeing Lab (Technical Lab)
In dyeing lab RO water line is using because of different dyes formation water is of great
importance in PH and Alkalinity Requirements. If RAW water use here then the shade of colors
would not be according to our requirements. Hence in printing and finishing the quality of shades
and fiber would effect seriously. So, for lab scale dyes production RO water is using with good
PH and hardness. So that final product quality should be good.
Quiring Machine and Printing Section
The main RO line of 4” enters in the next Printing and folding section hall. Here this line divides
into the Two opposite sections. One for printing Section and other for the Quiring machine. Line
size of Quiring machine area is 2”. To avoid scaling fouling problems in this machine RO water is
using according to the need. In printing section Here different Glues and pastes are making for
printing purposes. These are all made up by chemicals so RO water is necessary according to
PH and Alkalinity requirements.
RO Water Conservation in Production Hall
As described above all about different sections how they are using the RO water ad for which
purpose. For Water conservation every department must have to use the RO water only in control
way not like water tab to use continuously without any purpose. And they are using according to
need like in chemical formulation, dyeing lab and Printing sections in control way. They are not
wasting the water because they knows the importance of water. To save water should be our first
Priority.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Effluent Treatment Plant (ETP) of SFML
(Designed by the waterleau)
Wastewater treatment is an important initiative which has to be taken more seriously for the
betterment of the society and our future. Wastewater treatment is a process, wherein the
contaminants are removed from wastewater as well as household sewage, to produce waste
stream or solid waste suitable for discharge or reuse. Wastewater treatment methods are
categorized into three sub-divisions, physical, chemical and biological.
Effluent Treatment Plants (ETP):
Effluent Treatment Plants or (ETPs) are used by leading companies in the Textile and chemical
industry to purify water and remove any toxic and non-toxic materials or chemicals from it. These
plants are used by all companies for environment protection. An ETP is a plant where the
treatment of industrial effluents and waste waters is done. The ETP plants are used widely in
industrial sector, for example, pharmaceutical industry, Textile industry to remove the effluents.
During the manufacturing process of Textile industry, varied effluents and contaminants are
produced. The effluent treatment plants are used in the removal of high amount of organics,
debris, dirt, grit, pollution, toxic, non-toxic materials, polymers etc. from Industrial waste water
before draining to river. The ETP plants use evaporation and drying methods, and other auxiliary
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
techniques such as centrifuging, filtration, incineration for chemical processing and effluent
treatment.
The treatment of effluents is essential to prevent
pollution of the receiving water. The effluent
water treatment plants are installed to reduce the
possibility of pollution; biodegradable organics if
left unsolved, the levels of contamination in the
process of purification could damage bacterial
treatment beds and lead to pollution of controlled
waters.
What is an ETP?
ETP (Effluent Treatment Plant) is a process design for treating the industrial waste water for its
reuse or safe disposal to the environment.
• Influent: Untreated industrial waste water.
• Effluent: Treated industrial waste water.
• Sludge: Solid part separated from waste water by ETP.
INFLUENT ETP Effluent
Treatment STreatment
L
U
D
G
E
E
Need of ETP
• To clean industry effluent and recycle it for further use.
• To reduce the usage of fresh/potable water in Industries.
• To cut expenditure on water procurement.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• To meet the Standards for emission or discharge of environmental pollutants from various
Industries set by the Government and avoid hefty penalties.
• To safeguard environment against pollution and contribute in sustainable development.
Saves our planet — ETPs remove any unsafe chemical from water in order to treat it and make
it ready for reuse. So when this treated water will enter the ground, it will leave no negative effect
on the planet. ETPs are bliss for the industry owners.
The untreated textile wastewater can cause rapid depletion of dissolved oxygen if it is directly
discharged into the surface water sources due to its high BOD value. The effluents with high levels
of BOD and COD values are highly toxic to biological life. The high alkalinity and traces of
chromium which is employed in dyes adversely affect the aquatic life and also interfere with the
biological treatment processes. The quality of such effluent can be analyzed by their
physicochemical and biological analysis. Monitoring of the environmental parameters of the
effluent would allow having, at any time, a precise idea on performance evaluation of ETP and if
necessary, appropriate measures may be undertaken to prevent adverse impact on environment
Design of ETP
The design and size of the ETP depends upon:
• Quantity and quality of the industries discharge effluent.
• Land availability.
• Monetary considerations for construction, operation & maintenance.
• Area dimension depends on: Quality of wastewater to be treated, Flow rate Type of
biological treatment to be used
Treatment Levels & Mechanisms of ETP
• Treatment levels:
Priliminary treatment
primary treatment
secondary treatment
Tertiarty treatments(Advanced)
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Treatment mechanisms:
Physical treatment
Chemcial treatment
Biological treatment
Preliminary Treatment level
Purpose: Physical separation of big sized impurities like cloth, plastics, wood logs, paper, etc.
Common physical unit operations at Preliminary level are:
• Screening: A screen with openings of uniform size is used to remove large solids such as
plastics, cloth etc. Generally maximum 10mm is used.
• pH Control: To adjust the pH in the treatment process to make wastewater pH neutral. For
acidic wastes (low pH): NaOH, Na2CO3 , CaCO3or Ca(OH)2. For alkali wastes (high pH):
H2SO4 , HCl.
• Equalization: Used for Equalization of temperature, PH and for proper mixing.
Primary Treatment Level
Purpose: Removal of floating and settleable materials such as suspended solids and organic
matter.
Methods: Both physical and chemical methods are used in this treatment level.
Chemical unit processes:
• Chemical unit processes are always used with physical operations and may also be used
with biological treatment processes.
• Chemical processes use the addition of chemicals to the wastewater to bring about
changes in its quality.
• Example: coagulation, chemical precipitation and oxidation.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
• Chemical coagulation and Flocculation:
• Coagulation refers to collecting the minute solid particles dispersed in a liquid into a larger
mass. • Chemical coagulants like Al2 (SO4)3 {also called alum} or Fe2 (SO4)3 are added to
wastewater to improve the attraction among fine particles so that they come together and form
larger particles called flocs. • A chemical flocculent (usually a polyelectrolyte) enhances the
flocculation process by bringing together particles to form larger flocs , which settle out more
quickly. • Flocculation is aided by gentle mixing which causes the particles to collide.
Secondary Treatment Level
Methods
Biological and chemical processes are involved in this level.
Biological unit process To remove, or reduce the concentration of organic and inorganic
compounds. Biological treatment process can take many forms but all are based around
microorganisms, mainly bacteria.
Aerobic Processes Aerobic treatment processes take place in the presence of air (oxygen).
Utilizes those microorganisms (aerobes), which use molecular/free oxygen to assimilate organic
impurities i.e. convert them in to carbon dioxide, water and biomass.
Anaerobic Processes The anaerobic treatment processes take place in the absence of air
(oxygen). Utilizes microorganisms (anaerobes) which do not require air (molecular/free oxygen)
to assimilate organic impurities. The final products are methane and biomass.
Tertiary / Advanced Treatment
Purpose: Final cleaning process that improves wastewater quality before it is reused, recycled or
discharged to the environment.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Mechanism: Removes remaining inorganic compounds, and substances, such as the nitrogen
and phosphorus. Bacteria, viruses and parasites, which are harmful to public health, are also
removed at this stage.
Alum: Used to help remove additional phosphorus particles and group the remaining solids
together for easy removal in the filters.
Chlorine contact tank disinfects the tertiary treated wastewater by removing microorganisms in
treated wastewater including bacteria, viruses and parasites.
ETP LINE TRACING PFD OF SAPPHIRE FININSHING
MILLS
Here is the process flow diagram of the ETP of sapphire finishing mills.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Process Explanation
From production hall waste water is coming into the ETP. In production hall different sections are
using the Raw water for different purposes like for dyeing, bleaching and printing. Above there is
a complete detail of water consumption in Textile industry. Here is a complete detail different
organic and inorganic matters coming out of different sections of textile industry.
In this table there is a complete detail of different chemical impurities and organic matters coming
out of the production hall at ETP. At ETP different unit operations and processes are in working
to Remove unwanted contaminants to reduce COD, BOD and heavy metals. Detail of each
process is given below.
Pretreatment (Preliminary Treatment)
Screening
Different sizes of screens are using to remove the solid particles like wrapers, fibres and bottles
etc. 3 screens are using here.
• 1st screen is of 6mm size.
• 2nd screen is of 4mm size.
• 3rd is Bar screen of 2mm size.
A flow meter is measuring the inlet flow. It changes depending on production hall usage. Flow
meter is installed between screen no 1 and 2. Bottles and big particles trapped at 2 screens.
Otherwise, these particles will damage the mechanically running equipment like pumps etc.
Bar Screen
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
A vertical brush filter is installed in the existing concrete inlet channel, aiming at removing the fluff
and fibres that could remove the downstream treatment. Water passes through the screen,
perpendicularly with respect the filtering surface. The solid materials present in the raw
wastewater (particles, fibres, etc.) are retained on the screen (punch holes of 2 mm diameter),
while water, continues to flow to the intake pit. Perforated plates is the only type of screen that
ensures an efficient removal of all types of suspended solids, and especially fibres, which might
be an issue in the current process if not properly retained. It is preferably used as compared to a
wedge wire screen because of a higher fibres passage with the latter configuration.
The cleaning operation is carried out using brushes, removing the retained material from the
filtering surface. The brushes are then automatically cleaned by a scraper and the screening is
unloaded in small collecting tank located in front of the machine.
Neutralization
From screen bar waste water enters into the Neutralization tank. Here temperature meter and Ph
meter are installed to check the coming waste water temperature and PH. If PH is high (< 7)
means waster water is of alkaline nature then Acid dosing is done if PH is low (>7) means water
is of acidic nature then some alkaline chemicals dosing done to maintain the PH to neutral.
• Acid using is Sulphuric acid H2S04
• Base Using is Sodium Hydroxide NAOH
In Neutralization tank coming waste water flow rate is 400m3/hr. In the center if the tank a Agitator
with motor is continuously mixing the water with acid. The tank is made of concrete. There are 2
Submersible tanks installed in the Neutralization Tank. Acid Line from the H2SO4 storage tank
also coming in the Neutralization tank. In this way a continuous process is running in this Reactor.
Basically, it is a reactor and in this reactor reaction of H20 and H2SO4 taking place in the set time.
This reaction basically, lowering the PH from 11 or 12 to 7-8 .
• Inlet water PH is normally 11-12
• Outlet water PH from Neutralization Tank is 7-8
• 2 submersible pumps each of capacity is 200m3/hr lifting the waste neutral water to 2
Cooling towers.
Cooling Towers
Neutral water coming from the neutralization tank with ph 7-8 enters into the cooling towers.
Purpose
To lower the waste water temperature
Working
These cooling towers are basically heat exchanger type because there are no of tubes in the
cooling towers made up of the stainless steel. Here, Raw water is using as heat transfer medium.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
As production hall waste water coming at ETP with temperature of 490C. It varies also sometime
high sometime low but still of high temperature. Hot waste water lifted by the submersible pumps
to the cooling towers. Water in to the cooling towers from top directly into the Tubes. Hot water
circulate in the tubes and RAW water in the surrounding here heat transfer takes place and Hot
waste water transfers its heat to Raw cool water and Temperature drops occur.
• Cooling towers are 2 in number.
• Each dealing 200m3/hr of the water.
• Inlet water temperature 49-510C.
• Outlet water temperature 25-280C.
Equalization Tank 1
The effluents do not have similar concentrations at all the time the pH will vary time to time.
Effluents are stored in the equalization tank resulting in a homogenous mixing of effluents and
helping in neutralization. It eliminates shock loading on the subsequent treatment system.
Continuous mixing also eliminates settling of solids within the equalization tank. Reduces SS,
TSS. Mixing is done by the Air. There are Air Traps under the Tank. Air is provided for the proper
mixing of Water. There is Direct path way from Equalization tank 1 to Equalization 2. As by mixing
the heavy particles settle down and light particles come on the top surface and 250m3/hr of water
is directly sending to the Equalization tank 2. This is because to maintain the water level of the
Equalization 2. While remaining 150m3/hr of the water which contains high amount of organic
matters TSS and TDS is pumped to the primary clarifier.
• Here PH, Temperature and concentration is maintained.
• Mixing medium is Air
• Tank made up of the Concrete having capacity of the 400m3/hr.
• Overflow to the Equalization tanks 2 is 250m3/hr.
• For primary Clarifier Water flow is 150m3/hr.
Primary treatment
Primary Clarifier
Water from the Equalization tank 1 with flow rate of 150m/hr is pumped into the Primary Clarifier.
From here primary treatment of waste water starts.
Clarifiers form part of the process known as sedimentation. Sedimentation is the process
of separating suspended solids from a liquid. If sedimentation occurs due only to the force
of gravity, sedimentation basins or settling tanks are used. Clarifiers are defined as
machines that perform the process of sedimentation via mechanical means . Influent
enters the clarifier through the influent inlet pipe and exits to the energy dissipating inlet
(EDI). Before entering into the EDI chamber water passes through the Flash Chamber of
primary clarifier.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
In flash chamber different chemicals dosing done like FeSO4, Polymer and H2SO4. These
chemicals are added as chemical treatment for coagulation purpose. Coagulation and
flocculation done in this Flash chamber for making good settling of Suspended solids.
These reagents caused suspended particles to clump together to make big particles or
flocs. These flocs can easily settle down in sedimentation process. The purpose of the
EDI is to reduce the velocity of the influent which increases the speed at which
the suspended solids will separate from the liquid.
The clarifier is split into three main zones, these
are the influent, settling and effluent zones.
After leaving the EDI, the influent enters
the settling zone. Heavier settleable solids sink
to the bottom of the clarifier, accumulate as
sludge, and are removed using rakes/ploughs.
Each rake has associated scrapers which
progressively move the sludge from the clarifier
base to the sludge pit. The sludge is then
pumped from the sludge pit to a sludge holding
tank then to sludge thickener tank, or for further
treatment. Lighter floatable solids with water
comes to the top surface and here then passes
through the notches. These floatable impurities
trapped here and water passes through these notches and by gravity water flows to the
Aeration tank.
Secondary Treatment
Aeration tank
Wastewater aeration is the process of adding air into
wastewater to allow aerobic bio-degradation of the
pollutant components. It is an integral part of most
biological wastewater treatment systems. Unlike
chemical treatment which uses chemicals to react and
stabilize contaminants in the wastewater stream,
biological treatment uses microorganisms that occur
naturally in wastewater to degrade wastewater
contaminants.
From primary clarifier water enters into the aeration tank by gravity. Here Air lines are installed
coming from the Blowers. Aerobic conditions are created for the Growth of bacteria(micro-
organism) to reduce the BOD and COD in water. Bacteria kill the organic matter in water
converting into the carbon dioxide and water. Hence lowering the COD of waste water. Urea and
DAP is also added here just only for the bacterial growth. Aeration in an activated sludge process
is based on pumping air into a tank, which promotes the microbial growth in the wastewater. The
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
microbes feed on the organic material, forming flocks which can easily settle out in secondary
clarifier. After settling in a separate settling tank, bacteria forming the activated sludge flocks are
continually recirculated back to the aeration basin to increase the rate of decomposition.
Secondary Clarifier
Secondary clarifiers separate flocculated biomass from the liquid in waste streams. The activated
sludge that created in aeration tank removes or settle down in the secondary clarifier. The working
principle of the secondary clarifier is same as of primary clarifier as scrappers are rotating by shaft
to remove the activated sludge from the bottom which is again recycled back to the aeration tank.
From secondary clarifier the water coming out of the notches piped into the equalization tank 2.
In secondary clarifier COD level fall downs and fine suspended impurities also separated out in
activated sludge form.
Equalization 2
In Equalization 2 water of 150m3/hr is coming from the secondary clarifier along with the water
that is coming from the Equalization 1 of 250m3/hr. In this tank proper mixing Is done of both
waters treated and untreated before sending this water into the LUCUS tank for biological
treatment. In Equalization 2 H2SO4 line is installed only just for the PH maintenance. A
submersible Pump is installed in the Equalization tank for the suction of water to lift into the
LUCUS tank.
Pump capacity is 400m3/hr.
LUCUS 4 Activated Sludge Process
• LUCUS is basically a biological treatment tank in waste water treatment. This tank has
20000m3 of capacity. There are 4 sections named as A,B,C and D in this tank. Water from
equalization is feed into the 4 sections equally by the submersible pump. A cyclic process
is running in this tank. It is basically a Batch reactor with reactor volume and level constant.
• During main phase cycle there is aeration in three sections and sedimentation in 1 Section.
Basically, it is time controlled. Aerobic, Anoxic and Anerobic conditions are created to kill
organic matter, Nitrogen and phosphorus.
• In aerobic condition Micro-organism like bacteria consumes the organic matter and
decompose/oxidize it into the water and carbon dioxide. Similarly, Nitrogen is ended by
the Nitrification process.
• In anerobic condition the micro-organisms consume Phosphorus hence decompose into
the Carbon dioxide, water and methane gas. Color removal also takes place in Anerobic
condition. Ferrous sulphate line is also in LUCUS for better settling rate of fine particles in
sedimentation process. Clear water as effluent comes out of the tank to the Coagulation
& Flocculation tank while sludge is pumped into the Sludge thicker. Almost maximum COD
AND BOD levels drop in this LUCUS due to its efficient working.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
Advance Treatment method (Chemical method)
Coagulation and Flocculation Tank
Coagulant chemicals with charges opposite those of the suspended solids are added to the water
to neutralize the negative charges on non-settlable solids (such as clay and color-producing
organic substances). Once the charge is neutralized, the small suspended particles are capable
of sticking together. These slightly larger particles are called micro-flocs, and are not visible to the
naked eye. Water surrounding the newly formed micro-flocs should be clear. If not, coagulation
and some of the particles charge have not been neutralized. More coagulant chemicals may need
to be added. A high-energy, rapid-mix to properly disperse coagulant and promote particle
collisions is needed to achieve good coagulation. Over-mixing does not affect coagulation, but
insufficient mixing will leave this step incomplete. Contact time in the rapid-mix chamber is
typically 1 to 3 minutes.
Flocculation, a gentle mixing stage, increases the particle size from submicroscopic micro-floc to
visible suspended particles. Micro-floc particles collide, causing them to bond to produce larger,
visible flocs called pinflocs. Floc size continues to build with additional collisions and interaction
with added inorganic polymers (coagulant) or organic polymers. Macro-flocs are formed and high
molecular weight polymers, called coagulant aids, may be added to help bridge, bind, and
strengthen the floc, add weight, and increase settling rate. Once floc has reached it optimum size
and strength, water is ready for sedimentation.
Fenton Reaction
In this tank Different chemicals dosing is done like FeSO4, H2SO4 , Polymer and H2O2. Basically,
advance treatment method is using here to remove unwanted particles from the water. Fenton
Reaction is taking place in this chamber. Fenton’s reagent, which consists of ferrous ion (Fe2+)
and hydrogen peroxide (H2O2), has been widely used to decompose a broad variety of non-
biodegradable compounds, including aromatic amines, phenols, dyes and antibiotics. The
removal and conversion of pollutants can be achieved through Fenton oxidation and coagulation.
The key oxidant ·OH, which attacks the organic compounds and decomposes them chemically,
is triggered by the reaction between H2O2 and Fe2+ at acidic pH, whereas ferric ions are formed
during redox reactions and help to remove the remaining pollutants through coagulation and
precipitation at neutral pH. H2SO4 is using as Catalyst to provide the Acidic medium here Ph is
about 2-3. After this process water is piped into the DAF.
Dissolved Air Floatation (DAF)
The DAF is designed by the Krofta Company which is
installed in SFML. DAF systems are designed to remove
total suspended solids (TSS), biochemical oxygen
demand (BOD), and oils and greases (O&G) from a
wastewater stream. Contaminants are removed using a
dissolved air-in-water solution produced by injecting air
under pressure into a recycle stream of clarified DAF
effluent. This recycle stream is then combined and mixed
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
Sapphire Finishing Mills September 18, 2021
with incoming wastewater in an internal contact chamber where the dissolved air comes out of
the solution in the form of micron-sized bubbles that attach to the contaminants. The bubbles and
contaminants rise to the surface and form a floating bed of material that is removed by a surface
skimmer into an internal hopper for further handling. NAOH line is installed in DAF for rising the
PH to neutral 7. Clear water send into the chlorination tank.
Chlorination Tank
In this tank Chlorine is dosed to kill pathogens in water like bacteria etc. If water is discharged
without chlorination it will adversely effects the environment.
Sludge thickening tank & Centrifuges
Sludge from the sludge holding tank which is of primary and secondary clarifiers pumped into this
Sludge thickener along with the sludge of the LUCUS and DAF. This tank is working same like
clarifier. Scrappers are rotating and removing sludge at the bottom of the tank by the motor. Light
water comes at the top of surface passes. This sludge then pumped into the Centrifuges to
remove the water content from this sludge. Centrifuges remove the water form sludge and send
this water to Equalization Tank 2 and Sludge is send to the Digestor by tracks form the SFML for
further processing to convert this into the Biogas.
Reverse Osmosis:
In this process, pressure is used to force effluent through a membrane that retains
contaminants on one side and allows the clean water to pass to the other side.
hamza yousaf | INSTITUTE OF CHEMICAL ENGINEERING PUNJAB UNIVERSITY LAHORE
You might also like
- Code For Lighting CIBSE (NEW 2012)Document342 pagesCode For Lighting CIBSE (NEW 2012)Hossam Maged100% (2)
- Internship Report PM6-LINEDocument42 pagesInternship Report PM6-LINEabduslam57% (7)
- Kittel Solutions AK PDF Crystal Structure P 4Document7 pagesKittel Solutions AK PDF Crystal Structure P 4728006409No ratings yet
- Internship Report On Kamal LimitedDocument61 pagesInternship Report On Kamal LimitedDoes it Matter?91% (11)
- Final Project On Mahmood Textile Mills LTDDocument118 pagesFinal Project On Mahmood Textile Mills LTDMano Billi100% (5)
- Internship Report Fauji Cement FinalDocument53 pagesInternship Report Fauji Cement FinalSHAHEER HASHMINo ratings yet
- Internship Report Final)Document51 pagesInternship Report Final)Maryam Ghaffar100% (1)
- Raya University: PROJECT TITLE: DESIGN OF Hydro Power Based Roller ConveyerDocument89 pagesRaya University: PROJECT TITLE: DESIGN OF Hydro Power Based Roller ConveyerwabdushukurNo ratings yet
- Training ReportDocument97 pagesTraining Reportmudit bhargava67% (3)
- Internship Report MTMDocument45 pagesInternship Report MTMusmanaltafNo ratings yet
- Laxmi Cotspin PVT - Ltd. Jalna: Study of Inventory ManagementDocument27 pagesLaxmi Cotspin PVT - Ltd. Jalna: Study of Inventory Managementsatu20No ratings yet
- Report InternshipDocument30 pagesReport InternshipNurul Shazana100% (1)
- Nahar DocumentDocument79 pagesNahar Documentaarushi100% (2)
- Asada CatalogueDocument100 pagesAsada CatalogueNarendra Reddy BhumaNo ratings yet
- Project (Prakash Giri)Document34 pagesProject (Prakash Giri)KkpandaNo ratings yet
- Industrial Report FinalDocument155 pagesIndustrial Report FinalErnest GerhardtNo ratings yet
- Summer Internship Report - VardhmanDocument28 pagesSummer Internship Report - VardhmanShekhar Ravi67% (3)
- Knit Asia Limited (Unit-2) - Meeting 17.08.23Document2 pagesKnit Asia Limited (Unit-2) - Meeting 17.08.23shakib nazmusNo ratings yet
- Assignment Strategic ManagementDocument31 pagesAssignment Strategic ManagementAzmol bdNo ratings yet
- Summer Training New 1Document43 pagesSummer Training New 1ROHIT KUMAR100% (2)
- Maple Leaf Internship ReportDocument91 pagesMaple Leaf Internship Reportyaser_ar20051929100% (7)
- S.vishnu C21ug148cca047 - 070117Document25 pagesS.vishnu C21ug148cca047 - 070117TAMILAN XEROX VtmNo ratings yet
- Jaicorp Summer Training REPORT ELECTRICAL ENGINEERINGDocument62 pagesJaicorp Summer Training REPORT ELECTRICAL ENGINEERINGSourabh KhandelwalNo ratings yet
- Century Enka Limited: Analysis of Company's Financial StatementDocument24 pagesCentury Enka Limited: Analysis of Company's Financial StatementAnand PurohitNo ratings yet
- BSL Internship Report Processing DivisionDocument83 pagesBSL Internship Report Processing DivisionSavant SinghNo ratings yet
- Report On CBLDocument69 pagesReport On CBLSanya Mohindra100% (2)
- Marine DriveDocument17 pagesMarine DrivePramod KulhariNo ratings yet
- Kaushal Alok Final Report PDFDocument56 pagesKaushal Alok Final Report PDFkaushal kishorNo ratings yet
- Disciplinary Action Taken Against Labour With Respect To Their Job ResponcibalitiesDocument99 pagesDisciplinary Action Taken Against Labour With Respect To Their Job ResponcibalitiessumitnirmalNo ratings yet
- Hosting Company: Bahir Dar Universtiy Ethiopian Institute of Textile and Fashion Technology Adama Spinning FactoryDocument47 pagesHosting Company: Bahir Dar Universtiy Ethiopian Institute of Textile and Fashion Technology Adama Spinning FactoryTekalgn Mamay100% (1)
- Functionalities of NalcoDocument26 pagesFunctionalities of NalcoSmrutiranjan ParidaNo ratings yet
- Department of Management Science Dr. Babasaheb Ambedkar Marathwada University Aurangabad In-Plant Training ReportDocument54 pagesDepartment of Management Science Dr. Babasaheb Ambedkar Marathwada University Aurangabad In-Plant Training ReportShifali AgrawalNo ratings yet
- KAY-AND-EMMS-FAISALABAD-internship-Report-2024 WAQASDocument67 pagesKAY-AND-EMMS-FAISALABAD-internship-Report-2024 WAQASniazmianahsanNo ratings yet
- Sumul Dairy ReportDocument17 pagesSumul Dairy ReportRushil Kathiriya100% (1)
- Functionalities of NalcoDocument40 pagesFunctionalities of NalcoAmlan AnuragNo ratings yet
- Phy ProDocument16 pagesPhy Proakshaymenon9550No ratings yet
- Report Alps PDFDocument25 pagesReport Alps PDFRohit SinghNo ratings yet
- Better ETP Performance in View of Zinc TechnologyDocument31 pagesBetter ETP Performance in View of Zinc Technologyदीपक कश्यपNo ratings yet
- Leather Chemical IndustryDocument119 pagesLeather Chemical IndustryAl AminNo ratings yet
- Seil CemicalDocument125 pagesSeil CemicalJasmandeep brarNo ratings yet
- A Project Report On Employee Satisfaction 2Document74 pagesA Project Report On Employee Satisfaction 2arnishabahlNo ratings yet
- (Head of Textile) : Submitted ToDocument77 pages(Head of Textile) : Submitted ToDivya Thakur100% (1)
- SsDocument41 pagesSsbsunayanaNo ratings yet
- An Organization Study On Karlux Spinning Mill: Summer Training Report Submitted To The Anna University, CoimbatoreDocument60 pagesAn Organization Study On Karlux Spinning Mill: Summer Training Report Submitted To The Anna University, CoimbatoreprakashkumarasamyNo ratings yet
- Mba Mini ProjectDocument32 pagesMba Mini ProjectMaharaja SudalaimadanNo ratings yet
- Internship ReportDocument52 pagesInternship Reportmatiyas100% (4)
- Tanveer Maple Leaf IRDocument55 pagesTanveer Maple Leaf IRsaqlain ahmadNo ratings yet
- Textile Traning ReportDocument62 pagesTextile Traning ReportSanjeev Singh0% (1)
- Nieland Press BendingDocument83 pagesNieland Press Bendingrohatgiaseem100% (1)
- Internship ReportDocument33 pagesInternship Reportstreamingmedia786No ratings yet
- It ReportDocument23 pagesIt Report19BIS029 Kishore pNo ratings yet
- Al Karam Textile MillsDocument7 pagesAl Karam Textile MillsShamilah Rashid100% (2)
- Sujit ProjectDocument70 pagesSujit ProjectPrashant PatilNo ratings yet
- DSCL Internship ReportDocument54 pagesDSCL Internship Reportniraj_bairagi100% (2)
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessNo ratings yet
- Formation Testing: Pressure Transient and Contamination AnalysisFrom EverandFormation Testing: Pressure Transient and Contamination AnalysisNo ratings yet
- New Appoaches in the Process Industries: The Manufacturing Plant of the FutureFrom EverandNew Appoaches in the Process Industries: The Manufacturing Plant of the FutureNo ratings yet
- Sustainable Value Creation in the Fine and Speciality Chemicals IndustryFrom EverandSustainable Value Creation in the Fine and Speciality Chemicals IndustryNo ratings yet
- Questions 1 33Document33 pagesQuestions 1 33dileepNo ratings yet
- Buy Ebook The Chemistry and Technology of Petroleum 5th Edition James G. Speight Cheap PriceDocument53 pagesBuy Ebook The Chemistry and Technology of Petroleum 5th Edition James G. Speight Cheap Pricezozayastuddy100% (2)
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDocument77 pagesAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (2)
- Transformer Oil TestDocument4 pagesTransformer Oil TestNandhana MSNo ratings yet
- Manual Endress & Hauser Promass F100Document72 pagesManual Endress & Hauser Promass F100rafael mederNo ratings yet
- Design of An Effective Heating System For Residential and Public BuildingsDocument6 pagesDesign of An Effective Heating System For Residential and Public BuildingsCentral Asian StudiesNo ratings yet
- Cat Electronic Technician 2018C v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2018C v1.0 Product Status ReportAndry HikariNo ratings yet
- ME5521 Chapter2 2 2011Document61 pagesME5521 Chapter2 2 2011Sebastián EspinozaNo ratings yet
- Astm D613Document19 pagesAstm D613Eder Fajardo ValenciaNo ratings yet
- NOGOF 2023 Agenda-Booklet-new - FinalDocument52 pagesNOGOF 2023 Agenda-Booklet-new - FinalHarish BhattNo ratings yet
- Effect of Applied Stress On Temper Embrittlement of 2Kcr-1Mo SteelDocument7 pagesEffect of Applied Stress On Temper Embrittlement of 2Kcr-1Mo Steelscg1234No ratings yet
- HPCL REPORT On Electrical MaintenanceDocument68 pagesHPCL REPORT On Electrical MaintenanceSudheerNo ratings yet
- Wicket Gate Friction Device Monitoring SystemDocument7 pagesWicket Gate Friction Device Monitoring Systemclaudio.ferreirademoNo ratings yet
- Grundfosliterature 6013016Document32 pagesGrundfosliterature 6013016Bogdan DadaviciNo ratings yet
- Auto Fuel Vision Policy - 2025Document293 pagesAuto Fuel Vision Policy - 2025Rushi vedeNo ratings yet
- English Core Term 2 3Document3 pagesEnglish Core Term 2 3Divyajyoti KumarNo ratings yet
- October 2022 (IAL) QPDocument32 pagesOctober 2022 (IAL) QPTani JNo ratings yet
- Earthing Calculation As Per Ieee 80Document10 pagesEarthing Calculation As Per Ieee 80Waleed BASALAMA100% (2)
- Compressor Control SystemnDocument6 pagesCompressor Control SystemnKailash NathNo ratings yet
- e-Publications@Marquette e-Publications@MarquetteDocument29 pagese-Publications@Marquette e-Publications@MarquetteAmeerkhanNo ratings yet
- Diffraction Note at A LevelDocument11 pagesDiffraction Note at A LevelBryan SutantoNo ratings yet
- Manual Casio G5500Document4 pagesManual Casio G5500Nur Alam SamsieNo ratings yet
- Toyota Fourtuner (2004 - 2015) Fuse Box DiagramDocument7 pagesToyota Fourtuner (2004 - 2015) Fuse Box DiagramS.DNo ratings yet
- Cambridge IGCSE: Co-Ordinated Sciences 0654/23Document16 pagesCambridge IGCSE: Co-Ordinated Sciences 0654/23raghav.sharma1315No ratings yet
- Texas v. NRC LawsuitDocument437 pagesTexas v. NRC LawsuitThe TexanNo ratings yet
- Exp-3 (Speed Control by V-F MethodDocument4 pagesExp-3 (Speed Control by V-F MethoduttamNo ratings yet
- What Is 5V SPDT RelayDocument4 pagesWhat Is 5V SPDT RelayKhin Thant ZinNo ratings yet
- Electricity Bill Sep2021Document1 pageElectricity Bill Sep2021Jai BajajNo ratings yet