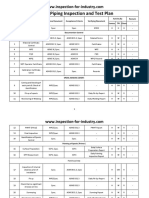
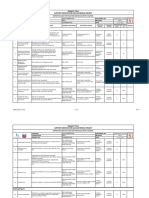
Inspection and Test Plan Piping Work Activities
Inspection and Test Plan Piping Work Activities
Download as pdf or txt
You might also like
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- 5 - Tank Itp - Inspection & Test Plan For TanksDocument9 pages5 - Tank Itp - Inspection & Test Plan For Tanksmandi100% (1)
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Document24 pagesItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
- Water Tank ItpDocument5 pagesWater Tank ItpHgagselim SelimNo ratings yet
- Inspection Test Plan For Pipeline JobsDocument6 pagesInspection Test Plan For Pipeline Jobsمحمد أزها نو الدينNo ratings yet
- 044 ITP For Installation of Gypsum Board Buildings PDFDocument10 pages044 ITP For Installation of Gypsum Board Buildings PDFHarshvardhan PathakNo ratings yet
- ITP - PipingDocument7 pagesITP - PipingRiaz Rasool100% (2)
- Info Bill of MaterialsDocument5 pagesInfo Bill of MaterialsrejieNo ratings yet
- Inspection Test Plan (Itp) at Site: Disciplin RevDocument5 pagesInspection Test Plan (Itp) at Site: Disciplin RevEnryan Oreski RiyadiNo ratings yet
- Inspection & Test Plan Mechanical (ITP)Document6 pagesInspection & Test Plan Mechanical (ITP)hari banggaNo ratings yet
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- Bed 2381 Q Itp XX 000 00 PDFDocument1 pageBed 2381 Q Itp XX 000 00 PDFKareem GhazyNo ratings yet
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 pagesITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Itp PWHTDocument1 pageItp PWHTTridib DeyNo ratings yet
- Inspection and Test PlanDocument1 pageInspection and Test PlanMohsin MohdNo ratings yet
- ITP AllDocument1 pageITP AllMuhammadIqbalMughalNo ratings yet
- Itp Installation of FcuDocument4 pagesItp Installation of FcuAkmaldeen AhamedNo ratings yet
- Itp - 002 - Duct Installation - IfrDocument3 pagesItp - 002 - Duct Installation - IfrMari BelajarNo ratings yet
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- Itp For Installation of Pressurization UnitDocument1 pageItp For Installation of Pressurization UnitvictorNo ratings yet
- 3 - Hdpe - Itp Pipe WeldingDocument2 pages3 - Hdpe - Itp Pipe Weldingasif712100% (6)
- Anchor Bolt Tightening ReportDocument2 pagesAnchor Bolt Tightening Reporttrey100% (1)
- Installation of HVAC Damper Louver and AccessoriesDocument1 pageInstallation of HVAC Damper Louver and Accessoriesfmkhan21No ratings yet
- 8-Piping Final InspectionDocument1 page8-Piping Final InspectionM.A.NNo ratings yet
- QC-GF-001 - Request For InspectionDocument1 pageQC-GF-001 - Request For InspectionDarrel Espino AranasNo ratings yet
- D7029 - Inspection Release Note FormatDocument2 pagesD7029 - Inspection Release Note Formatnisha_khan100% (2)
- ITP Plan For Piping Pre-Commisioning - Rev2Document23 pagesITP Plan For Piping Pre-Commisioning - Rev2Dwikappa Asri Utama100% (1)
- Material Inspection Report: Project Name Date InspDocument22 pagesMaterial Inspection Report: Project Name Date InspRafiqKuNo ratings yet
- Precision Storage Vessels PVT LTD: Pressure Test ReportDocument2 pagesPrecision Storage Vessels PVT LTD: Pressure Test ReportSenthil Kumaran100% (1)
- Pressure Test ReportDocument9 pagesPressure Test Reportjaysonquitelgonzales06No ratings yet
- Itp For Fabn. & Erection of Structural WorksDocument4 pagesItp For Fabn. & Erection of Structural Workscrm 2No ratings yet
- 025-ITP For Sewer & Drainage PDFDocument6 pages025-ITP For Sewer & Drainage PDFKöksal PatanNo ratings yet
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- A Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsDocument4 pagesA Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsGaapchu100% (2)
- Work Inspection Report FormatDocument1 pageWork Inspection Report FormatJaycee QuinNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- 003 ITP UG PipingDocument4 pages003 ITP UG Pipingrvsingh70100% (1)
- QCF307 Post Weld Heat TreamentDocument1 pageQCF307 Post Weld Heat Treamentminhnn100% (1)
- MOS CPVC Hydrostatic Pressure - LatestDocument9 pagesMOS CPVC Hydrostatic Pressure - Latestharun yucelNo ratings yet
- Receiving Material Procedure CoverDocument1 pageReceiving Material Procedure Covergst ajahNo ratings yet
- Itr-Pug (Ug Piping)Document12 pagesItr-Pug (Ug Piping)mahmoud100% (1)
- Itp For Ug PipelineDocument3 pagesItp For Ug PipelineJustin Alwar100% (1)
- Itp and Checklist For Hdpe Pipe InstallationDocument14 pagesItp and Checklist For Hdpe Pipe Installationalamfb243No ratings yet
- 3 CON 8749 REC 02 - Equipment Installation RecordDocument1 page3 CON 8749 REC 02 - Equipment Installation RecordmiorNo ratings yet
- Tins-Gen-Itp-M-001 To 005-r00 - Mechanical Works (Logo 2)Document4 pagesTins-Gen-Itp-M-001 To 005-r00 - Mechanical Works (Logo 2)achusanachuNo ratings yet
- Itp PipingDocument40 pagesItp PipingBUDAPES100% (1)
- Itp For Piping Fabrication and Erection CorrectionDocument4 pagesItp For Piping Fabrication and Erection CorrectionAnand Ramachandran75% (4)
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- ITP C 005 (Structural Concrete)Document4 pagesITP C 005 (Structural Concrete)segun ajibolaNo ratings yet
- Fabrication Erection and Installation Procedure For PipingDocument60 pagesFabrication Erection and Installation Procedure For Pipinghasan_676489616No ratings yet
- ITP For PipingDocument5 pagesITP For PipingAldeline SungahidNo ratings yet
- Pipework Pretest Checklist (Empty)Document1 pagePipework Pretest Checklist (Empty)Jorge Garcia100% (1)
- Daily Progres 22 AprilDocument2 pagesDaily Progres 22 AprilIqbal Nurrasa Bakti100% (3)
- 5-NDT ClearanceDocument1 page5-NDT ClearanceM.A.NNo ratings yet
- SAIC-W-2077 Weld Joint Identification SystemDocument1 pageSAIC-W-2077 Weld Joint Identification Systemkarioke mohaNo ratings yet
- Non - Conformance ReportDocument2 pagesNon - Conformance ReportXOXOXOXO XOXOXOXONo ratings yet
- ID-PRC 21 - Anti-Corrosion Wrapping UG Steel PipingDocument10 pagesID-PRC 21 - Anti-Corrosion Wrapping UG Steel Pipingcloud23No ratings yet
- P1066-CTD-QAC-ITP-004-Rev-A-Inspection & Test Plan For Surface Preparation, Painting & Coating Works-Approved Code-BDocument16 pagesP1066-CTD-QAC-ITP-004-Rev-A-Inspection & Test Plan For Surface Preparation, Painting & Coating Works-Approved Code-BEILA545 QAQCNo ratings yet
- Inspection and Test Planrev01Document16 pagesInspection and Test Planrev01Nguyễn MinhNo ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- Itp For HbeDocument3 pagesItp For HbeMohammed Abdul WaheedNo ratings yet
- Veyon 4.4 User ManualDocument30 pagesVeyon 4.4 User ManualtmstreetNo ratings yet
- SOP For Unloading, Storage, Handling and Use of Compressed Gas CylindersDocument3 pagesSOP For Unloading, Storage, Handling and Use of Compressed Gas CylindersSolomonNo ratings yet
- Pots and Trade: Spacefillers or Objets D'Art?: Article by David W. J. GillDocument11 pagesPots and Trade: Spacefillers or Objets D'Art?: Article by David W. J. GillThomas SwantonNo ratings yet
- Free TalkDocument18 pagesFree Talkxuanduy1511No ratings yet
- CourseOutline HFMN331 1 Jul Dec2021 CW V1 05082021Document143 pagesCourseOutline HFMN331 1 Jul Dec2021 CW V1 05082021Parishka MoodleyNo ratings yet
- Nityo Brochure 17-08-2023 - EnglishDocument13 pagesNityo Brochure 17-08-2023 - EnglishSadie KhanNo ratings yet
- LIPS Programming: Farhad Muhammad RiazDocument26 pagesLIPS Programming: Farhad Muhammad RiazFarhad Muhammad RiazNo ratings yet
- L578-User Manual For HMIDocument13 pagesL578-User Manual For HMILe Chi PhamNo ratings yet
- Develop Computer Program AssignmentDocument2 pagesDevelop Computer Program AssignmentabrahamNo ratings yet
- Gsis Membership ApplicationDocument2 pagesGsis Membership ApplicationSheila BecodoNo ratings yet
- 67196cf2dd7eff7eda3ee414 WajagoxugoroDocument2 pages67196cf2dd7eff7eda3ee414 Wajagoxugorojz5562826No ratings yet
- 16uit622 - Cryptography and Network Security Unit-I K1 QuestionsDocument16 pages16uit622 - Cryptography and Network Security Unit-I K1 QuestionsvarmamNo ratings yet
- Support de cours Prince2Document122 pagesSupport de cours Prince2elkossmounaNo ratings yet
- Actividad 5 Ingles Avanzado 3Document6 pagesActividad 5 Ingles Avanzado 3Fran GomzalezNo ratings yet
- Fleetguard - FH239 (Brosure)Document2 pagesFleetguard - FH239 (Brosure)Arnara VerdiawanNo ratings yet
- ID091-CommercialTax Invoice-RDL, LI, WWDocument10 pagesID091-CommercialTax Invoice-RDL, LI, WWDilum AlawatteNo ratings yet
- Study Unit 14: F.4. Data AnalyticsDocument49 pagesStudy Unit 14: F.4. Data AnalyticsNhi Trần ThảoNo ratings yet
- Phone BillDocument4 pagesPhone BillJames AdamsNo ratings yet
- LogDocument6 pagesLog개개No ratings yet
- DDDocument29 pagesDDmacedo0584359No ratings yet
- Critical Data Center StudiesDocument26 pagesCritical Data Center StudiesJoão Francisco PinhoNo ratings yet
- D2T3 - James Forshaw - Introduction To Logical Privilege Escalation On WindowsDocument116 pagesD2T3 - James Forshaw - Introduction To Logical Privilege Escalation On Windowskasama moriNo ratings yet
- Guideline For Flow and Pressure Testing of Hydrants: The Joiff StandardDocument8 pagesGuideline For Flow and Pressure Testing of Hydrants: The Joiff StandardALAA EWAIDANo ratings yet
- ARK ETF Trust - Quarterly - ReportDocument10 pagesARK ETF Trust - Quarterly - ReportOscar UracilNo ratings yet
- Java Netbeans Tutorials For BeginnersDocument55 pagesJava Netbeans Tutorials For BeginnersMANOJ AP89% (9)
- AiS Module 1Document5 pagesAiS Module 1jhell dela cruzNo ratings yet
- Packexpo18 PressDocument4 pagesPackexpo18 PressarunNo ratings yet
- Teste PMPDocument32 pagesTeste PMPScribdTranslationsNo ratings yet
- Demo WebAR - EASYW100 - AntiDarkDocument1 pageDemo WebAR - EASYW100 - AntiDarkxlkarthikNo ratings yet