Example GB - Assignment 2 - Lean Six Sigma Green Belt-3
Example GB - Assignment 2 - Lean Six Sigma Green Belt-3
Download as pdf or txt
You might also like
- Prince2 Process ModelDocument2 pagesPrince2 Process Modeltoninillo93% (14)
- The 7QB of Production: FAS Training PresentationDocument50 pagesThe 7QB of Production: FAS Training Presentationcong da100% (2)
- Intro To DMAIC - Johnson & JohnsonDocument40 pagesIntro To DMAIC - Johnson & JohnsonAmeen SyedNo ratings yet
- GMP Audit ChecklistDocument10 pagesGMP Audit Checklistmrshojaee100% (5)
- Software Testing Quiz Questions and AnswersDocument11 pagesSoftware Testing Quiz Questions and AnswersB_sanNo ratings yet
- Coating and Services: Interplan Asset IntegrityDocument22 pagesCoating and Services: Interplan Asset IntegritynarmathaNo ratings yet
- Inspection and Testing Methods For PCBs An OverviewDocument7 pagesInspection and Testing Methods For PCBs An OverviewPrajnika BhanNo ratings yet
- Economies of Scope & ScaleDocument2 pagesEconomies of Scope & ScaleaadityatoursNo ratings yet
- INDU 372 - Final Exam Crash 2023 - Part I - Upgrade Tutorials - Asif's NotesDocument154 pagesINDU 372 - Final Exam Crash 2023 - Part I - Upgrade Tutorials - Asif's Notessamara.d.photographyNo ratings yet
- Stuart Wright Capability Feb 21Document19 pagesStuart Wright Capability Feb 21Julian Barrero MontalvoNo ratings yet
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriNo ratings yet
- Colorscope - Group 8Document11 pagesColorscope - Group 8AnandNo ratings yet
- Reliability Focused Maintenance: A Model To Facilitate RCM ConceptsDocument4 pagesReliability Focused Maintenance: A Model To Facilitate RCM ConceptsamiraautoNo ratings yet
- Annual ReviewDocument16 pagesAnnual ReviewSanjay AnbarasanNo ratings yet
- Slickline Fishing Training - Client Course Agenda & TimetableDocument3 pagesSlickline Fishing Training - Client Course Agenda & TimetableEduardo OyarzunNo ratings yet
- Lean System Thinking - Overview-Awareness SessionDocument97 pagesLean System Thinking - Overview-Awareness SessionBayoumy ElyanNo ratings yet
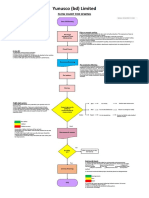
- Yunusco (BD) Limited: Flow Chart For SewingDocument1 pageYunusco (BD) Limited: Flow Chart For SewingMd. Nurunnabi SarkerNo ratings yet
- Title: Inventory Management Simulation Game For Services IndustryDocument1 pageTitle: Inventory Management Simulation Game For Services IndustrySohini DeyNo ratings yet
- CBME 102 REviewerDocument17 pagesCBME 102 REviewerEilen Joyce BisnarNo ratings yet
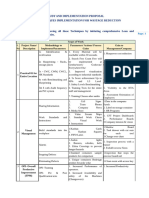
- Technical Proposal For Food and Procesing Industry-1Document7 pagesTechnical Proposal For Food and Procesing Industry-1Devender BhardwajNo ratings yet
- Delmia Safran Landing Systems Case StudyDocument4 pagesDelmia Safran Landing Systems Case StudyRathwen El Haj AliNo ratings yet
- Opstrix Case 39Document10 pagesOpstrix Case 39Kartik PanwarNo ratings yet
- IEng 171 Report JITDocument12 pagesIEng 171 Report JITJoke JokeNo ratings yet
- 1) Continuous Improvement: Chapter 6: Managing QualityDocument3 pages1) Continuous Improvement: Chapter 6: Managing QualityShyrine EjemNo ratings yet
- NCC Patroller Development ProgramDocument13 pagesNCC Patroller Development ProgramD.P. SharmaNo ratings yet
- Icppr322c R1Document13 pagesIcppr322c R1habteyes abateNo ratings yet
- Coring Application and Technology PDFDocument19 pagesCoring Application and Technology PDFlucian_lov100% (2)
- 4i Case Study Pass Life Improvement 02082018Document22 pages4i Case Study Pass Life Improvement 02082018kiranakkidasNo ratings yet
- NYPL QM IPQI In-Process Quality Inspection 1Document15 pagesNYPL QM IPQI In-Process Quality Inspection 1anil.qbaNo ratings yet
- WP QCA PRO 001 Problem Solving ProcedureDocument8 pagesWP QCA PRO 001 Problem Solving ProceduredhuntNo ratings yet
- 17 VCC How To Optimal Manning ConfigurationDocument24 pages17 VCC How To Optimal Manning ConfigurationKory SantiagoNo ratings yet
- Maintenance and Reliability Best Technician PRDocument6 pagesMaintenance and Reliability Best Technician PRArmandoNo ratings yet
- FLIR Si2x-Pro Datasheet LTR RH24-0637-INSDocument2 pagesFLIR Si2x-Pro Datasheet LTR RH24-0637-INSpicara9120No ratings yet
- 4.2 Costs-Scale-of-Production-and-Break-Even-Analysis - HandoutDocument16 pages4.2 Costs-Scale-of-Production-and-Break-Even-Analysis - Handoutdenny_sitorusNo ratings yet
- Objective 2023Document5 pagesObjective 2023abgnihbosNo ratings yet
- TH82 - Repair Replace RebuildDocument18 pagesTH82 - Repair Replace RebuildAbass BILANo ratings yet
- Bab 05 Managing PMDocument25 pagesBab 05 Managing PMariyopramNo ratings yet
- System Engineering Bagian PertamaDocument32 pagesSystem Engineering Bagian PertamaUriyanaNo ratings yet
- 3 SFT N Rlbty of Centi PumpsDocument4 pages3 SFT N Rlbty of Centi PumpsKishorDeshmukhNo ratings yet
- Project Management: Audiobook Companion PDFDocument13 pagesProject Management: Audiobook Companion PDFJoão Paulo SouzaNo ratings yet
- Vetting & TMSA: A Perspective From International Tanker Management, DubaiDocument19 pagesVetting & TMSA: A Perspective From International Tanker Management, DubaiRodolphoNo ratings yet
- Imagerunner Advance C3530i IIDocument16 pagesImagerunner Advance C3530i IIMakram RahaliNo ratings yet
- Kpi Indi 1Document21 pagesKpi Indi 1Rajwinder SinghNo ratings yet
- Used Battery HandlingDocument2 pagesUsed Battery HandlingJaime jr MillanNo ratings yet
- Canon Advance DX C357if C257if Prev Maint ProcDocument14 pagesCanon Advance DX C357if C257if Prev Maint ProcKen Llacuna100% (1)
- Good Sample IKWDocument23 pagesGood Sample IKWTs-Radzif OmarNo ratings yet
- Brochure QBCM Breaker-Monitoring-Solution August-2020 v1Document12 pagesBrochure QBCM Breaker-Monitoring-Solution August-2020 v1rogerwoo988No ratings yet
- QM Week 9 MEASURING QDocument7 pagesQM Week 9 MEASURING QnadzirnasirNo ratings yet
- Primelink c9065 c9070 Mfp Service ManualDocument1,948 pagesPrimelink c9065 c9070 Mfp Service ManualAndre PhillipsNo ratings yet
- c-1040-276-en-gbDocument3 pagesc-1040-276-en-gbtung0979153838No ratings yet
- ACF975ADocument2 pagesACF975Adilor19No ratings yet
- ResumoDocument10 pagesResumoBanyu KaliNo ratings yet
- Training Need IdentificationDocument58 pagesTraining Need Identificationrohitbagga100% (2)
- imagePRESS C700, C800, C750, C850 Series Preventative Maintenance GuideDocument29 pagesimagePRESS C700, C800, C750, C850 Series Preventative Maintenance GuideAndres CotrinoNo ratings yet
- Balancing News-04 09Document8 pagesBalancing News-04 09Lincoln Luiz CorrêaNo ratings yet
- 2053 TC MaintenanceDocument6 pages2053 TC MaintenanceCurtler Paquibot100% (1)
- Precast Concrete Architectural Repair GuideDocument12 pagesPrecast Concrete Architectural Repair GuideMelchor SirilanNo ratings yet
- Quality MaintenanceDocument19 pagesQuality MaintenanceR.BALASUBRAMANINo ratings yet
- Transmission Dealer Rebuild Readiness Playbook For Large Off Highway Truck 797Document25 pagesTransmission Dealer Rebuild Readiness Playbook For Large Off Highway Truck 797David Turpo100% (4)
- You Exec - Agile Project Management CompleteDocument15 pagesYou Exec - Agile Project Management CompleteanmNo ratings yet
- Resiliency OrchestrationDocument24 pagesResiliency OrchestrationNguyen Hai ToanNo ratings yet
- 280 - 281 - LW Bursting Strength - Tester - 230802 - Final - LowResDocument4 pages280 - 281 - LW Bursting Strength - Tester - 230802 - Final - LowResKhairani Eka Putri 2207025642No ratings yet
- Epson Automation 301Document21 pagesEpson Automation 301jiawei wangNo ratings yet
- Lesson #4Document2 pagesLesson #4mrshojaeeNo ratings yet
- Example GB - Assignment 2 - Lean Six Sigma Green Belt-4Document17 pagesExample GB - Assignment 2 - Lean Six Sigma Green Belt-4mrshojaeeNo ratings yet
- Example GB - Assignment 2 - Lean Six Sigma Green Belt-5Document10 pagesExample GB - Assignment 2 - Lean Six Sigma Green Belt-5mrshojaeeNo ratings yet
- Example GB - Assignment 2 - Lean Six Sigma Green Belt-1aDocument6 pagesExample GB - Assignment 2 - Lean Six Sigma Green Belt-1amrshojaeeNo ratings yet
- Example GB - Assignment 2 - Lean Six Sigma Green Belt-2aDocument16 pagesExample GB - Assignment 2 - Lean Six Sigma Green Belt-2amrshojaeeNo ratings yet
- Company ProfileDocument11 pagesCompany ProfilemrshojaeeNo ratings yet
- 355 GMP ChecklistDocument30 pages355 GMP ChecklistAnonymous P9ppMMNo ratings yet
- Audit Checklist TemplateDocument16 pagesAudit Checklist TemplateManasa Ravi100% (3)
- Ice Cream and Frozen DessertsDocument27 pagesIce Cream and Frozen DessertsmrshojaeeNo ratings yet
- Brief About GMPDocument2 pagesBrief About GMPAnand KulkarniNo ratings yet
- Production FunctionDocument8 pagesProduction FunctionutsmNo ratings yet
- Supplier Information Survey enDocument68 pagesSupplier Information Survey enhmp90No ratings yet
- Buma 20013Document3 pagesBuma 20013tidilel547No ratings yet
- 5S Basic TrainingDocument15 pages5S Basic TrainingShams ShabahatNo ratings yet
- Marketing ProjectDocument45 pagesMarketing ProjectIndrajeet GhodeswarNo ratings yet
- Presentation 1 LDDocument13 pagesPresentation 1 LDMaaz AliNo ratings yet
- 3 - Production in Competitive MarketsDocument45 pages3 - Production in Competitive MarketsmmstalaveraNo ratings yet
- Gunasekaran 1994Document15 pagesGunasekaran 1994jvanandhNo ratings yet
- Project Proposal OF ERPDocument7 pagesProject Proposal OF ERPbik000917% (6)
- The Management and Control of QualityDocument11 pagesThe Management and Control of QualityGear Arellano IINo ratings yet
- 4.-Test Plan Sample1Document9 pages4.-Test Plan Sample1kumard205No ratings yet
- Toyota ProductionDocument6 pagesToyota ProductionRosie0% (1)
- Concept of Cost in Long Run and EnvelopeDocument21 pagesConcept of Cost in Long Run and Envelopeneha pu100% (1)
- Rondot Automotive Case Study: Group - 8Document10 pagesRondot Automotive Case Study: Group - 8vikesh kumarNo ratings yet
- 20 x12 ABC CDocument8 pages20 x12 ABC CAG R OhcnaNo ratings yet
- DHL Operation MGTDocument14 pagesDHL Operation MGTAnil Kumar SinghNo ratings yet
- Strat Cost Management Problem AnalysisDocument3 pagesStrat Cost Management Problem AnalysisChelseyNo ratings yet
- Activity-Based CostingDocument25 pagesActivity-Based Costinghaech jaemNo ratings yet
- Oracle HRMSDocument41 pagesOracle HRMSmohamedn_15No ratings yet
- Lifeline - Supply ChainDocument41 pagesLifeline - Supply Chainvnewaskar_1100% (1)
- Done Unit2 Written AssignmentDocument7 pagesDone Unit2 Written AssignmentDjahan RanaNo ratings yet
- Arthur AndersenDocument3 pagesArthur AndersenAna Maria AnušićNo ratings yet
- First SeminarDocument41 pagesFirst Seminarsunandar HlaingNo ratings yet
- GMP Plant Layout GMP JBK 001 2012Document21 pagesGMP Plant Layout GMP JBK 001 2012Jaya Bir KarmacharyaNo ratings yet
- Project Management: An Introduction ToDocument54 pagesProject Management: An Introduction TovinuuzNo ratings yet
- Cost Accounting Cycle 2019Document6 pagesCost Accounting Cycle 2019Luming0% (1)