0% found this document useful (0 votes)
60 viewsManufacturing Processes: ME 335 432 Lecture #5
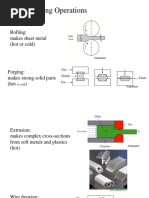
This document provides information about various metal forming processes including extrusion, drawing, and sheet metalworking. It discusses the basic types of extrusion including direct, indirect, hydrostatic, and impact extrusion. Drawing is described as pulling material through a die to reduce the cross-section. Sheet metal forming processes are introduced and said to include bending, stamping, spinning, and deep drawing. Defects that can occur in these processes are also briefly mentioned.
Uploaded by
emieel reegisCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
60 viewsManufacturing Processes: ME 335 432 Lecture #5
This document provides information about various metal forming processes including extrusion, drawing, and sheet metalworking. It discusses the basic types of extrusion including direct, indirect, hydrostatic, and impact extrusion. Drawing is described as pulling material through a die to reduce the cross-section. Sheet metal forming processes are introduced and said to include bending, stamping, spinning, and deep drawing. Defects that can occur in these processes are also briefly mentioned.
Uploaded by
emieel reegisCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 60