This technical report discusses the welding wire NB-1SJ and its suitability for welding low-temperature, high-strength steels. NB-1SJ maintains good impact absorption energy and tensile strength over a range of welding conditions. It features high crack tip opening displacement values at temperatures down to -45°C, demonstrating excellent fracture toughness. The report recommends selecting NB-1SJ for welding A537 Cl-2 steel using AC current, as it can ensure notch toughness down to -80°C and maintain high tensile strength across a variety of welding variables.
This technical report discusses the welding wire NB-1SJ and its suitability for welding low-temperature, high-strength steels. NB-1SJ maintains good impact absorption energy and tensile strength over a range of welding conditions. It features high crack tip opening displacement values at temperatures down to -45°C, demonstrating excellent fracture toughness. The report recommends selecting NB-1SJ for welding A537 Cl-2 steel using AC current, as it can ensure notch toughness down to -80°C and maintain high tensile strength across a variety of welding variables.
This technical report discusses the welding wire NB-1SJ and its suitability for welding low-temperature, high-strength steels. NB-1SJ maintains good impact absorption energy and tensile strength over a range of welding conditions. It features high crack tip opening displacement values at temperatures down to -45°C, demonstrating excellent fracture toughness. The report recommends selecting NB-1SJ for welding A537 Cl-2 steel using AC current, as it can ensure notch toughness down to -80°C and maintain high tensile strength across a variety of welding variables.
This technical report discusses the welding wire NB-1SJ and its suitability for welding low-temperature, high-strength steels. NB-1SJ maintains good impact absorption energy and tensile strength over a range of welding conditions. It features high crack tip opening displacement values at temperatures down to -45°C, demonstrating excellent fracture toughness. The report recommends selecting NB-1SJ for welding A537 Cl-2 steel using AC current, as it can ensure notch toughness down to -80°C and maintain high tensile strength across a variety of welding variables.
having a minimum tensile strength of 490-550N/mm2, NB-1SJ is one of the best selections. LPG storage tanks, offshore structures in cold districts, and other low-temperature use equipment are typical applications for NB-1SJ. KOBELCO WELDING TODAY
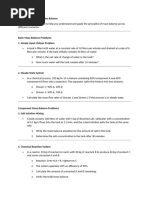
Figure 2. Charpy impact absorbed energies of NB-1SJ weld
metals as a function of heat input in the as-welded and postweld Figure 1. A flat-bottomed cylindrical single shell tank for storing heat treated (600℃×2h) conditions liquefied butane gas is one recent application for NB-1SJ, when (Each plot is the average of three specimens) constructed per BS7777 specification requiring −50℃ notch ●Base metal: 32-mm thick A537 Cl-2, double-V groove toughness based on fracture mechanics (Photo courtesy of ● Heat input: Av. 25.3kJ/cm (Flat), Av. 36.5, 36.9, 46.0, Toyo Kanetsu K.K.) 46.6kJ/cm (Vertical), Av. 15.7, 16.8kJ/cm (Horizontal) ●Power source: AC
NB-1SJ Offers Persistent Impact
Absorbed Energy and Tensile Strength
Notch toughness is an indispensable quality of the
materials used in low-temperature equipment to protect the constructions from brittle fractures under strict service conditions. Impact absorbed energy of weld metals, however, is prone to scatter caused by such variables as heat input, welding position, plate thickness, cooling speed, and postweld heat treatment. This is because these variables affect the microstructure of weld metals. The exquisite design of the chemical composition of NB-1SJ facilitates persistent mechanical properties of the weld metal. Approximately 1.4%Ni and strictly controlled amounts of titanium (Ti) and Figure 3. Tensile strength of NB-1SJ weld metal as a function boron (B) are a noticeable factor to stabilize the of Heat input in the as-welded and postweld heat treated mechanical properties as shown in Figure 2 for notch (600℃×2h) conditions ●Base metal: 32-mm thick A537 Cl-2, double-V groove toughness and in Figure 3 for tensile strength. A typical ● Heat input: Av. 25.3kJ/cm (Flat), Av. 36.5, 36.9, 46.0,
macrostructure of the test joints and locations of the test 46.6kJ/cm (Vertical), Av. 15.7, 16.8kJ/cm (Horizontal) specimens are shown in Figure 4. ●Power source: AC Technical Report Table 1. CTOD test results of NB-1SJ weld metal in the as- welded condition using a 32-mm thick A537 Cl-2 base metal having a double-V groove Welding Heat input Testing CTOD position (kJ/cm) temp. (℃) (mm) 0.687 Flat 25.3 − 46 0.702 0.741 0.693 Vertical 36.5 − 46 1.20 1.24 0.222 Vertical 46.6 − 46 0.552 Figure 4. Macroscopic structure of the test joint and locations of 1.36 the test specimens (Flat position) Horizontal 15.7 − 46 0.847 0.214 Note: The CTOD test was conducted in accordance with BS5762-1979 (three-point bending), using the test specimen as shown below. As shown in Figure 2, the impact absorbed energies In this test, the crack tip opening displacement is measured by
KOBELCO WELDING TODAY
are in a decreasing tendency with high heat input, using the clip gauge to determine fracture toughness of the weld. because high heat input causes coarse-grained microstructures. In addition, postweld heat treatment causes a decrease of notch toughness because of SR embrittlement. However, NB-1SJ weld metal maintains adequate absorbed energies at both minus 60 and 45℃ in the as-welded and PWHT conditions in out-of- position welding.
As shown in Figure 3, the tensile strength is apt to
decrease with high heat input, because the use of high heat input causes coarse-grained microstructures. In addition, postweld heat treatment causes a decrease of How to select NB-1SJ and LB-62L for tensile strength because of stress relief of the weld welding A537 Cl-2 Steel metal. However, NB-1SJ weld metal maintains adequate tensile strength over the minimum tensile strength Both NB-1SJ and LB-62L (For details, see Kobelco (550N/mm2) of A537 Cl-2 steel in the as-welded and Welding Today, July 2000, Vol.3, No.3) are suitable for PWHT conditions in all-position welding. welding ASTM A537 Cl-2 (Tensile strength ≧ 550N/mm 2) or other equivalent steels. The lowest Sufficient CTOD Values Exhibit temperature at which NB-1SJ can ensure notch Excellent Fracture Toughness of toughness is minus 80℃ , while minus 60℃ for LB- NB-1SJ 62L. Both electrodes can inherently be used with both AC and DCEP current. However, when it comes to the NB-1SJ features high CTOD values at low guarantee of such a high tensile strength over a wide temperatures down to minus 45℃ in the as-welded range of welding variables encountered in fabrication condition over variables of welding position and heat sites, the type of welding current is a critical factor. input, as shown in Table 1. CTOD testing has been Therefore, select NB-1SJ for AC current and LB-62L used mainly for carbon-manganese and low alloy steel for AC and DCEP current. This is because the type of in the ductile/brittle transition temperature range, and current affects the yield of chemical elements in weld has found much use in weld procedure tests for work on metals and, in turn, affects mechanical properties of North Sea offshore structures. weld metals. The use of DCEP generally decreases tensile strength of weld metals.