Manufacturing Process-I (Casting)
Manufacturing Process-I (Casting)
Download as pdf or txt
You might also like
- PSO Trainee EngineerDocument3 pagesPSO Trainee EngineerMechanical World100% (1)
- Geometrical Modulus of A Casting and Its Influence On Solidification ProcessDocument7 pagesGeometrical Modulus of A Casting and Its Influence On Solidification ProcessRa BalamuruganNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- Morth 1700 Structural ConcreteDocument23 pagesMorth 1700 Structural ConcreteRamesh88% (40)
- Cores and CoremakingDocument12 pagesCores and CoremakingupenderNo ratings yet
- Core Sand MaterialDocument20 pagesCore Sand MaterialsudhirNo ratings yet
- Core MANUFUCTURINGDocument35 pagesCore MANUFUCTURINGAnonymous Zx7EG1PaNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Introduction To CastingDocument16 pagesIntroduction To CastingOkari100% (1)
- IE 337 W10 Lecture 7.casting 1Document48 pagesIE 337 W10 Lecture 7.casting 1linkinunNo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraNo ratings yet
- Casting DesignDocument39 pagesCasting DesignHirenkumar ShahNo ratings yet
- Manufacturing and Casting of An Engine Block From Aluminium AlloysDocument28 pagesManufacturing and Casting of An Engine Block From Aluminium AlloysLumamba Chiyabi100% (2)
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
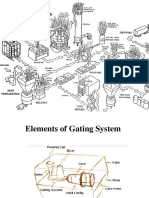
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanNo ratings yet
- Hot Chamber Die Casting MachineDocument3 pagesHot Chamber Die Casting MachineAnand BossNo ratings yet
- On Gating SystemDocument19 pagesOn Gating SystemMurali Krishnan SelvarajaNo ratings yet
- Mouldingsand 170509114249 PDFDocument49 pagesMouldingsand 170509114249 PDFAnything You Could ImagineNo ratings yet
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- 256412Document68 pages256412tabibkarim100% (1)
- The Cold Hard Facts of Cold Heading SemblexDocument8 pagesThe Cold Hard Facts of Cold Heading SemblexSa RaNo ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- Casting Defect: Pouring Metal Defects, and Metallurgical DefectsDocument7 pagesCasting Defect: Pouring Metal Defects, and Metallurgical DefectsSama UmateNo ratings yet
- Microsoft PowerPoint - LECTURE3Document36 pagesMicrosoft PowerPoint - LECTURE3Bassel AlshamiNo ratings yet
- Metal-Casting Process and EquipmentDocument18 pagesMetal-Casting Process and EquipmentZulfikarUdenNo ratings yet
- Design of Gravity Die CastingsDocument25 pagesDesign of Gravity Die CastingsM PraveenNo ratings yet
- Design and Analysis of Riser For Sand CastingDocument16 pagesDesign and Analysis of Riser For Sand Castingrpadhra8803No ratings yet
- MOULDINGDocument35 pagesMOULDINGsumitNo ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Manufacturing Unit 1Document53 pagesManufacturing Unit 1vikas sharma50% (2)
- We Are Intechopen, The First Native Scientific Publisher of Open Access BooksDocument15 pagesWe Are Intechopen, The First Native Scientific Publisher of Open Access BooksKarthick PNo ratings yet
- Full Text 01Document90 pagesFull Text 01Walid NASRINo ratings yet
- Casting Design RulesDocument44 pagesCasting Design RulesZeel PatelNo ratings yet
- ForgingDocument13 pagesForgingstallone21No ratings yet
- Casting2 (Gating System)Document99 pagesCasting2 (Gating System)monu61316No ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- Unit-1 Metal Casting ProcessDocument261 pagesUnit-1 Metal Casting ProcessDharun PrakashNo ratings yet
- ME1107-Casting - All PDFDocument24 pagesME1107-Casting - All PDFRizuanul Arefin EmonNo ratings yet
- Metal Casting ProcessesDocument98 pagesMetal Casting ProcessestmcoachingcentreNo ratings yet
- Die Casting ProcessDocument23 pagesDie Casting ProcessshayarigurunitinNo ratings yet
- Gating SystemDocument7 pagesGating SystemKiwil CtrNo ratings yet
- Classification of Casting TechniquesDocument16 pagesClassification of Casting TechniquesRehan SharmaNo ratings yet
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- Study of Metal Flow in CastingDocument8 pagesStudy of Metal Flow in CastingKhushi ShahNo ratings yet
- CastingDocument20 pagesCastingCHANDRAJEET AMARNo ratings yet
- Technical Info About Die CastingDocument5 pagesTechnical Info About Die CastingSanoj KumarNo ratings yet
- Design and Analysis of Pressure Die Casting For Automobile ComponentDocument10 pagesDesign and Analysis of Pressure Die Casting For Automobile Componentruben6286No ratings yet
- Modal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkDocument5 pagesModal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkVirus046No ratings yet
- Defects of The Steel Billet in Continuous Casting: Anh-Hoa BUI and Van-Hung NGUYENDocument6 pagesDefects of The Steel Billet in Continuous Casting: Anh-Hoa BUI and Van-Hung NGUYENafzalNo ratings yet
- Steps Involved in Sand Casting Process: BY Aravindkumar BDocument39 pagesSteps Involved in Sand Casting Process: BY Aravindkumar BanilNo ratings yet
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Metal CastingDocument8 pagesMetal CastingYash DesaaiNo ratings yet
- CASTING DEFECTS AND REMEDIAL MEASURES (Final)Document51 pagesCASTING DEFECTS AND REMEDIAL MEASURES (Final)Mahadev OraonNo ratings yet
- Roll ForgingDocument6 pagesRoll ForgingSaptarshi SinhaNo ratings yet
- Casting Lecture NoteDocument12 pagesCasting Lecture NoteHARIMETLYNo ratings yet
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- TIG Welding (GTAW) - MIG Welding (GMAW) - Stick Welding (SMAW) Questions, and AnswersDocument23 pagesTIG Welding (GTAW) - MIG Welding (GMAW) - Stick Welding (SMAW) Questions, and AnswerssanthakumarNo ratings yet
- Is 13592 2013 PDFDocument17 pagesIs 13592 2013 PDFraviteja036No ratings yet
- Rate Analysis For M-25 Concrete: A Material Unit Qty Rate AmountDocument3 pagesRate Analysis For M-25 Concrete: A Material Unit Qty Rate AmountSyamala BaiNo ratings yet
- Mechanical Properties of Metals - IIDocument33 pagesMechanical Properties of Metals - IIarulmuruguNo ratings yet
- Cambridge O Level: Chemistry 3173/12Document16 pagesCambridge O Level: Chemistry 3173/12Jack DoeNo ratings yet
- Formulation Study For Softening of Hard WaterDocument9 pagesFormulation Study For Softening of Hard WaterQuinton PaulseNo ratings yet
- Fevitite Rapid and Clear Epoxy AdhesivesDocument2 pagesFevitite Rapid and Clear Epoxy AdhesivesSahil YOUSUFNo ratings yet
- Choose The Correct Personal Pronouns: 3. My Father Is A Farmer. Is A FarmerDocument3 pagesChoose The Correct Personal Pronouns: 3. My Father Is A Farmer. Is A FarmerAlan Gilberto AENo ratings yet
- Armor Piercing Bullets With Sintered Carbide Cores PDFDocument137 pagesArmor Piercing Bullets With Sintered Carbide Cores PDFfogdartNo ratings yet
- 4 Types and Uses of Cleaning AgentDocument19 pages4 Types and Uses of Cleaning AgentCristine Gadiano100% (1)
- Sikalastic®-590: Product Data SheetDocument5 pagesSikalastic®-590: Product Data SheetKhin Sandi KoNo ratings yet
- RSK Construction Quotation For CTS - CBEDocument9 pagesRSK Construction Quotation For CTS - CBEBala MuruganNo ratings yet
- MEGAcel I - eFRM - CSHT - AFP CS 104Document2 pagesMEGAcel I - eFRM - CSHT - AFP CS 104ana carolina PereiraNo ratings yet
- Boedeker Plastics Polyurethane - Technical GuideDocument26 pagesBoedeker Plastics Polyurethane - Technical GuideJagdish PatelNo ratings yet
- 18-010E - Rev1 - 6EY17 Intercooler Case CorrosionDocument2 pages18-010E - Rev1 - 6EY17 Intercooler Case CorrosionG_ARVALIS8470No ratings yet
- Aakash Institute: NCERT Solution For Class 10 Science Chapter 1 Chemical Reactions and EquationsDocument8 pagesAakash Institute: NCERT Solution For Class 10 Science Chapter 1 Chemical Reactions and EquationsSuneethaNo ratings yet
- CHE 631: Chemical Reaction CHE 631: Chemical Reaction EngineeringDocument9 pagesCHE 631: Chemical Reaction CHE 631: Chemical Reaction EngineeringRavi kumarNo ratings yet
- Typical Beme For A Road ProjectDocument6 pagesTypical Beme For A Road Projectsayaya101No ratings yet
- Boq NewDocument18 pagesBoq NewPawan SutharNo ratings yet
- Charge Air CoolerDocument15 pagesCharge Air CoolerMYO WIN0% (1)
- Group Vii The HalogensDocument58 pagesGroup Vii The HalogensYuanWei SiowNo ratings yet
- Thermal Barrier Coatings An IDocument9 pagesThermal Barrier Coatings An IcpucheNo ratings yet
- ANSI-IsO Turning Inserts 1Document5 pagesANSI-IsO Turning Inserts 1Parameshwaran PraveenNo ratings yet
- 2012, Patras, J Esthet Restor Dent, Management of Provisional Restorations' Deficiencies - A Literature ReviewDocument13 pages2012, Patras, J Esthet Restor Dent, Management of Provisional Restorations' Deficiencies - A Literature ReviewIulia Florina SimaNo ratings yet
- The Little Torch: Jewelry/HobbyDocument3 pagesThe Little Torch: Jewelry/HobbyRushabh ZambadNo ratings yet
- LIST of APPROVED PRODUCTS For Use in Public Water Supply in The United KingdomDocument78 pagesLIST of APPROVED PRODUCTS For Use in Public Water Supply in The United Kingdomdeaji SetiawanNo ratings yet
- Arson Chapter 2Document15 pagesArson Chapter 2Gracelle ManriquezNo ratings yet
- OHT Estimates 50000 LtrsDocument59 pagesOHT Estimates 50000 LtrsSandgrouse RajNo ratings yet