Casting
Casting
Download as pdf or txt
You might also like
- Die Casting - Stress-Relief-Users-Guide531Document37 pagesDie Casting - Stress-Relief-Users-Guide531NandakumarNo ratings yet
- ESI ProCAST CourseDocument1 pageESI ProCAST CourseBashir AsadNo ratings yet
- HPDC Design TolerancesDocument15 pagesHPDC Design Toleranceskarthik100% (1)
- Mould HPDC Runner PDFDocument18 pagesMould HPDC Runner PDFMohd Nazri SalimNo ratings yet
- Runners, Gates and Feed System DataDocument23 pagesRunners, Gates and Feed System DataMariver LlorenteNo ratings yet
- Die Casting Defects - Identification Causes and CuresDocument12 pagesDie Casting Defects - Identification Causes and CuresjosuecncNo ratings yet
- Pro CastDocument16 pagesPro CastMuhammad BilalNo ratings yet
- Die Casting Die Design - Runner, Gate, EtcDocument45 pagesDie Casting Die Design - Runner, Gate, EtcVig Pankaj100% (1)
- Design ParametersDocument25 pagesDesign ParametersNagaraj RaviNo ratings yet
- Die Casting Maintainance PDFDocument32 pagesDie Casting Maintainance PDFgksp100% (1)
- E410 PDFDocument76 pagesE410 PDFhisham hanafyNo ratings yet
- Design and Analysis of Pressure Die Casting For Automobile ComponentDocument10 pagesDesign and Analysis of Pressure Die Casting For Automobile Componentruben6286No ratings yet
- Fast Flow Channel SimulationDocument4 pagesFast Flow Channel Simulationgrg_greNo ratings yet
- Die Casting ProcessDocument35 pagesDie Casting ProcessgarciarodrigoNo ratings yet
- Operator TrainingDocument38 pagesOperator TrainingluisA1923100% (1)
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument23 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- VacuumDocument6 pagesVacuum03sri03No ratings yet
- YSS Die Casting Die MaterialDocument14 pagesYSS Die Casting Die MaterialVishal BalkwadeNo ratings yet
- 2 PDC Tool Design TrainingDocument47 pages2 PDC Tool Design TraininganuranjandesignNo ratings yet
- Dievar D20140715Document16 pagesDievar D20140715Keattikhun ChaichanaNo ratings yet
- Die Casting Parameters and SimulationsDocument9 pagesDie Casting Parameters and SimulationsGuilherme Dos Santos Moreira100% (1)
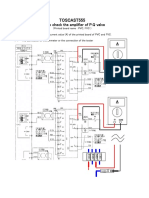
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Document3 pagesPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- HPDCdesign Basic PrinciplesDocument9 pagesHPDCdesign Basic PrinciplesGanesan ThangasamyNo ratings yet
- Shrinkage PorosityDocument36 pagesShrinkage PorositybharatsharmamechNo ratings yet
- HPDC Thermal Die CyclingDocument5 pagesHPDC Thermal Die CyclingSimon RisteskiNo ratings yet
- Die Casting GuidelinesDocument12 pagesDie Casting GuidelinesMichael Arvin GabineteNo ratings yet
- ADSTEFAN Management Presentation - HPDCDocument21 pagesADSTEFAN Management Presentation - HPDCGeovanni Emmanuel Aguilar RangelNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- Die CastingDocument8 pagesDie CastingSelvam R (Chn)100% (1)
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text BookTrang Anh Toàn100% (1)
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocument6 pagesDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNo ratings yet
- Catalogo Die Cast DMEDocument24 pagesCatalogo Die Cast DMEkontacNo ratings yet
- Methodology of Die Design For HPDCDocument8 pagesMethodology of Die Design For HPDCruben6286No ratings yet
- Die Casting Heat Treatment Process To Increase Strength Part 2Document6 pagesDie Casting Heat Treatment Process To Increase Strength Part 2itslowNo ratings yet
- Casting Technology: DC School Text BookDocument23 pagesCasting Technology: DC School Text Bookmike100% (1)
- 256412Document68 pages256412tabibkarim100% (1)
- Aluminium Die Casting Lubrication Technology and Trends en v1Document6 pagesAluminium Die Casting Lubrication Technology and Trends en v1g_nazario100% (1)
- Biscuit Thickness Validation (HPDC)Document8 pagesBiscuit Thickness Validation (HPDC)IJRASETPublications100% (1)
- Web072 Die Casting Modeling CapabilitiesDocument33 pagesWeb072 Die Casting Modeling CapabilitiessinrNo ratings yet
- Pro CASTDocument38 pagesPro CASTscience ki DuniyaNo ratings yet
- LPDC Flow SimulationDocument5 pagesLPDC Flow SimulationDavid JendraNo ratings yet
- AB Die Casting EngDocument24 pagesAB Die Casting Engkaniappan sakthivelNo ratings yet
- Process Parameter CalculationDocument2 pagesProcess Parameter CalculationmaheshNo ratings yet
- 001 Plunger PDFDocument4 pages001 Plunger PDFKmilo GiraldoNo ratings yet
- AnyCasting - Software Intro - Die Casting PDFDocument46 pagesAnyCasting - Software Intro - Die Casting PDFSimon Risteski100% (1)
- Aldc-12 Die Casting Mold DesignDocument6 pagesAldc-12 Die Casting Mold DesignHellClown1982No ratings yet
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- MAGMA How To UseDocument113 pagesMAGMA How To Usepurushothaman1234566No ratings yet
- ME 203 Manufacturing Technology: V. ThulasikanthDocument77 pagesME 203 Manufacturing Technology: V. ThulasikanthRaghav satijaNo ratings yet
- 3 Units NotesDocument159 pages3 Units NotesRaja RamNo ratings yet
- Lecture2casting 160411082846Document190 pagesLecture2casting 160411082846IgnatiusAbbyNo ratings yet
- Metal CastingDocument89 pagesMetal CastingazeemdcetNo ratings yet
- Schematic Diagram of Casting MouldDocument25 pagesSchematic Diagram of Casting MouldvigneshNo ratings yet
- MP - Unit I-1 PDFDocument51 pagesMP - Unit I-1 PDFGuest 128No ratings yet
- Unit-1 (1) MPDocument189 pagesUnit-1 (1) MPVishvas SinghhNo ratings yet
- CastingDocument17 pagesCastingprince agbekoNo ratings yet
- ME 2201 - Manufacturing Technology-IDocument147 pagesME 2201 - Manufacturing Technology-IMahendra Babu MekalaNo ratings yet
- Module 1Document289 pagesModule 1Vikrant SinghNo ratings yet
- MP Unit-2Document113 pagesMP Unit-2Parth MaldhureNo ratings yet
- SummaryDocument2 pagesSummaryParth MaldhureNo ratings yet
- SummaryDocument2 pagesSummaryParth MaldhureNo ratings yet
- BMP Experiment No 1Document10 pagesBMP Experiment No 1Parth MaldhureNo ratings yet
- FINAL Compulsory 11 ME5465 Ind. Engg. Lab Manual-1Document72 pagesFINAL Compulsory 11 ME5465 Ind. Engg. Lab Manual-1Parth MaldhureNo ratings yet
- Practical No 01Document25 pagesPractical No 01Parth MaldhureNo ratings yet
- Microproject On,: "Prepare Report of Various Pneumatic Hand Tools and Its Attachments"Document17 pagesMicroproject On,: "Prepare Report of Various Pneumatic Hand Tools and Its Attachments"Parth MaldhureNo ratings yet
- 19me555 Me5466 It ReportDocument35 pages19me555 Me5466 It ReportParth MaldhureNo ratings yet
- Micro-Project Report Group No-06Document18 pagesMicro-Project Report Group No-06Parth Maldhure0% (1)
- 19me553 Industrial Training ReportDocument37 pages19me553 Industrial Training ReportParth MaldhureNo ratings yet
- Pa Test Marks-ReleasedDocument1 pagePa Test Marks-ReleasedParth MaldhureNo ratings yet
- Design and Fabrication of Electromagnetic EngineDocument35 pagesDesign and Fabrication of Electromagnetic EngineParth MaldhureNo ratings yet
- A SEMINAR ON AERODYNAMICS IN CarsDocument28 pagesA SEMINAR ON AERODYNAMICS IN CarsParth MaldhureNo ratings yet
- Grain Fineness Number of VariousDocument5 pagesGrain Fineness Number of VariousJaggu TitlerNo ratings yet
- Laboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringDocument48 pagesLaboratory Manual: II Year B. Tech II-Semester Mechanical EngineeringNaga KiranNo ratings yet
- Sculpture House Catalog 2020 PDFDocument84 pagesSculpture House Catalog 2020 PDFDarryl SmithNo ratings yet
- CORE CPAR Module 5 Sir EnricoDocument8 pagesCORE CPAR Module 5 Sir Enricorenzon tolentinoNo ratings yet
- Lecture 7Document29 pagesLecture 7Hanoee AbdNo ratings yet
- Boca Do Lobo CatalogueDocument152 pagesBoca Do Lobo CatalogueJames JaraNo ratings yet
- SS03 Panel4 Paper 23Document12 pagesSS03 Panel4 Paper 23ehsanNo ratings yet
- RT 1 HowCastDocument5 pagesRT 1 HowCastAboody WahdainNo ratings yet
- General Linear Tolerances: Nominal Dimension Overall Dimensions Over Over UptoDocument9 pagesGeneral Linear Tolerances: Nominal Dimension Overall Dimensions Over Over Uptosidharth saraswatNo ratings yet
- 2013 FDM 1Document21 pages2013 FDM 1Aizrul ShahNo ratings yet
- MJP 2500 IC - The Only 100% Wax 3d Printer For The Industrial Investment Casting IndustryDocument11 pagesMJP 2500 IC - The Only 100% Wax 3d Printer For The Industrial Investment Casting IndustryRajesh MNo ratings yet
- To Carve: Latin Word Sculptūra, From Sculptus, Past Participle of SculpereDocument107 pagesTo Carve: Latin Word Sculptūra, From Sculptus, Past Participle of SculpereFrancis Velasco100% (1)
- Manufacturing Process ProjectDocument40 pagesManufacturing Process ProjectMD MAHBUBUR RAHMANNo ratings yet
- TYPES OF MANUFACTURING PROCESSESDocument6 pagesTYPES OF MANUFACTURING PROCESSESsomtochukwunweke14No ratings yet
- ME3393 Manufacturing Processes 03 - by LearnEngineering - inDocument37 pagesME3393 Manufacturing Processes 03 - by LearnEngineering - inUrbhi SahaNo ratings yet
- Group Standard: Surface TreatmentDocument2 pagesGroup Standard: Surface Treatmentjuniorferrari06No ratings yet
- VC 153 - 23 - PDF 2023 Jun 20 11 16 9Document10 pagesVC 153 - 23 - PDF 2023 Jun 20 11 16 9samir ranjan dhalNo ratings yet
- Casting Simulation Methods: TS Prasanna Kumar, Indian Institute of Technology Madras, Chennai, IndiaDocument23 pagesCasting Simulation Methods: TS Prasanna Kumar, Indian Institute of Technology Madras, Chennai, IndiaTalha Nibras AliNo ratings yet
- Manufacturing TechDocument6 pagesManufacturing TechSachi MensiNo ratings yet
- History of Technology - Technology in The Ancient World - BritannicaDocument18 pagesHistory of Technology - Technology in The Ancient World - Britannica22010125345No ratings yet
- Vietnam Metalworking Supporting Industry: Table of ContentDocument24 pagesVietnam Metalworking Supporting Industry: Table of ContentNghi TranNo ratings yet
- Contemporary SculptureDocument10 pagesContemporary SculptureJerwin Kennard BacaniNo ratings yet
- Manufacturing Double-Base Cast PropellantDocument28 pagesManufacturing Double-Base Cast PropellantBookSearcher2014No ratings yet
- DoorknobDocument8 pagesDoorknobBurn-Man Hiruma VillanuevaNo ratings yet
- Metal Casting by B RaviDocument165 pagesMetal Casting by B RaviLeandro Dilkin ConsulNo ratings yet
- Mee1007 Manufacturing Process: Dr. Jambeswar SahuDocument34 pagesMee1007 Manufacturing Process: Dr. Jambeswar SahuArvind GiridharNo ratings yet
- Rehan MMP MicroprojectDocument16 pagesRehan MMP MicroprojectPrathamesh GothankarNo ratings yet
- Analysis of Degradation Processes On Shot Sleeves Made From New Si-Mo Cast Iron in Aluminium High Pressure Die Casting - A Case StudyDocument19 pagesAnalysis of Degradation Processes On Shot Sleeves Made From New Si-Mo Cast Iron in Aluminium High Pressure Die Casting - A Case StudyVictor RodriguesNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument12 pagesCambridge International Advanced Subsidiary and Advanced LevelTinayeNo ratings yet
- Soal 2 PTS B.Ing Kelas XII GanjilDocument9 pagesSoal 2 PTS B.Ing Kelas XII GanjilSMK MURANNo ratings yet