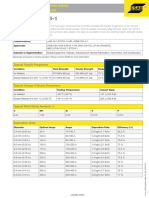
Dual Shiel Ii 101
Dual Shiel Ii 101
Download as pdf or txt
You might also like
- Full Balanced Scorecard - Excel Spreadsheet - 1 - 0Document6 pagesFull Balanced Scorecard - Excel Spreadsheet - 1 - 0reihan narendraNo ratings yet
- Constitutional Law Reviewer Complete PackageDocument53 pagesConstitutional Law Reviewer Complete Packageraptureready100% (8)
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Document2 pagesEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoNo ratings yet
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Document2 pagesEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoNo ratings yet
- Dual Shield 7100 Ultra: Typical Tensile PropertiesDocument3 pagesDual Shield 7100 Ultra: Typical Tensile PropertiesDino Paul Castro HidalgoNo ratings yet
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Document2 pagesEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoNo ratings yet
- Dual Shield II 101H4MDocument2 pagesDual Shield II 101H4Madanmeneses1No ratings yet
- Dual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument2 pagesDual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNo ratings yet
- Dual Shield T-75: Typical Tensile PropertiesDocument2 pagesDual Shield T-75: Typical Tensile PropertiescfloresNo ratings yet
- Electrodo Aws 7018-1 EsabDocument1 pageElectrodo Aws 7018-1 EsabHORACIONo ratings yet
- Dual Shield II 101 1.6 MMDocument2 pagesDual Shield II 101 1.6 MMadanmeneses1No ratings yet
- Dual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel Wiresadanmeneses1No ratings yet
- Esab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNo ratings yet
- Tech Data Sheet: Dual Shield T-115Document3 pagesTech Data Sheet: Dual Shield T-115carlosNo ratings yet
- Atom Arc 7018-MDocument2 pagesAtom Arc 7018-McwiksjNo ratings yet
- Dual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocument2 pagesDual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresMOhammed PatelNo ratings yet
- Dual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNo ratings yet
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoNo ratings yet
- Esab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)Document1 pageEsab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)RodrigoNo ratings yet
- Covered (Stick) Electrodes (SMAW)Document5 pagesCovered (Stick) Electrodes (SMAW)Hanny Dewi SaragihNo ratings yet
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Document1 pageEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNo ratings yet
- FICHADocument2 pagesFICHAadmisecoinperuNo ratings yet
- Dual Shield 810X-NI1: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocument2 pagesDual Shield 810X-NI1: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy Wiresadanmeneses1No ratings yet
- Dual Shield II 80-Ni1 h4 Data SheetDocument3 pagesDual Shield II 80-Ni1 h4 Data SheetNicolas MaximilianoNo ratings yet
- Atom Arc 7018-B2L: Typical Tensile PropertiesDocument1 pageAtom Arc 7018-B2L: Typical Tensile PropertiesPubcrawlNo ratings yet
- ESAB Filler Metal GuideDocument1 pageESAB Filler Metal GuidekapsarcNo ratings yet
- Atom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument2 pagesAtom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesKrishna VachaNo ratings yet
- Metalshield MC - 110 SUITEDocument1 pageMetalshield MC - 110 SUITEH_DEBIANENo ratings yet
- Atom Arc 8018Document2 pagesAtom Arc 8018Jagan TnNo ratings yet
- Tech Data Sheet: Dual Shield Ii 100-D1Document3 pagesTech Data Sheet: Dual Shield Ii 100-D1carlosNo ratings yet
- OK Autrod 2209: Typical Tensile PropertiesDocument1 pageOK Autrod 2209: Typical Tensile PropertiesjavadmohammadiNo ratings yet
- Metalshield MC - 90 SuiteDocument1 pageMetalshield MC - 90 SuiteH_DEBIANENo ratings yet
- Tech Data Sheet: DUAL SHIELD 8000-Ni2Document3 pagesTech Data Sheet: DUAL SHIELD 8000-Ni2carlosNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- ESAB Dual Shield 7100 UltraDocument3 pagesESAB Dual Shield 7100 UltrahaldunNo ratings yet
- Superarc La-75: Diameters / PackagingDocument1 pageSuperarc La-75: Diameters / PackagingH_DEBIANENo ratings yet
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkeNo ratings yet
- AMF601NTV1 1 9 A4 en PDFDocument4 pagesAMF601NTV1 1 9 A4 en PDFtruongNo ratings yet
- Innershield NS-3M: Welding Positions Conformances Key FeaturesDocument1 pageInnershield NS-3M: Welding Positions Conformances Key FeaturesH_DEBIANENo ratings yet
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNo ratings yet
- Shield Bright 309L-1Document1 pageShield Bright 309L-1adanmeneses1No ratings yet
- Alia AMF600 Sanitary FlowmeterDocument3 pagesAlia AMF600 Sanitary FlowmeterRexCrazyMindNo ratings yet
- Arcaloy MC18CrCbDocument2 pagesArcaloy MC18CrCbjoao guilhermeNo ratings yet
- Fabcor 86 RDocument2 pagesFabcor 86 RAnonymous fj4iRr1No ratings yet
- Alia AMF601 Electromagnetic FlowmeterDocument4 pagesAlia AMF601 Electromagnetic FlowmeterRexCrazyMindNo ratings yet
- ESB 255051815 SpecSheetDocument2 pagesESB 255051815 SpecSheetanupmenon menonNo ratings yet
- HOB FC86R045X33 SpecSheetDocument2 pagesHOB FC86R045X33 SpecSheetJohn AltasNo ratings yet
- Medidor de CaudalDocument4 pagesMedidor de CaudalCarlos Rovello GandoNo ratings yet
- OK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Document4 pagesOK AristoRod 12.50 SWR 10014-En US-FactSheet Main-01Poltak SianiparNo ratings yet
- en - US FactSheet - Main 01Document1 pageen - US FactSheet - Main 01Ganesh HileNo ratings yet
- Blackmer CompressorsDocument4 pagesBlackmer CompressorsBesan LaduNo ratings yet
- Anchorage Length CalculationDocument5 pagesAnchorage Length Calculationstavros_stergNo ratings yet
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaNo ratings yet
- SFTPreal10 Cat6A 6x4p Loom 650MHz AWG26Document2 pagesSFTPreal10 Cat6A 6x4p Loom 650MHz AWG26Slobodan ĐenićNo ratings yet
- Dyadic Systems SCN6 40kgfDocument1 pageDyadic Systems SCN6 40kgfServo2GoNo ratings yet
- SuperArc L 50NDocument1 pageSuperArc L 50NH_DEBIANENo ratings yet
- Desiccant Dehumidifier Price List-Conloon-MayDocument2 pagesDesiccant Dehumidifier Price List-Conloon-MaySufiyan KhanNo ratings yet
- 70ksi Grade MIG Solid Wire: Code DataDocument2 pages70ksi Grade MIG Solid Wire: Code Datarahman2007No ratings yet
- ESB 321M116700 SpecSheetDocument2 pagesESB 321M116700 SpecSheetCitra Adelina SitorusNo ratings yet
- Seminar Notes - Extension of Time and Loss & Expense ClaimsDocument263 pagesSeminar Notes - Extension of Time and Loss & Expense ClaimsCalvin OhNo ratings yet
- 5S Check SheetDocument7 pages5S Check Sheetsunil patilNo ratings yet
- NSN Irancell - Flexi EDGE - PresenttaionDocument17 pagesNSN Irancell - Flexi EDGE - PresenttaionFereidoun SadrNo ratings yet
- R.A. 7042 - "Foreign Investments Act of 1991Document5 pagesR.A. 7042 - "Foreign Investments Act of 1991Dena ValdezNo ratings yet
- Sam'un Jaja Raharja: Formulation of Strategic Planning Base On Environment: Studies in Five OrganizationsDocument13 pagesSam'un Jaja Raharja: Formulation of Strategic Planning Base On Environment: Studies in Five OrganizationsBurhanuddin RifqiNo ratings yet
- International Certificate For Operators of Pleasure CraftDocument4 pagesInternational Certificate For Operators of Pleasure CraftWey WelNo ratings yet
- Panel FV LG-295-300m - 1686x1016x40 - 1000 - enDocument4 pagesPanel FV LG-295-300m - 1686x1016x40 - 1000 - enjhonathanNo ratings yet
- Lets Make LTS Form 2023Document46 pagesLets Make LTS Form 2023Christ Daynoph MOUZINGANo ratings yet
- Permit To Work Flow Chart: HAS-GD-019 12 May 2020 Guidance Document Sion Morgan 1 YearDocument2 pagesPermit To Work Flow Chart: HAS-GD-019 12 May 2020 Guidance Document Sion Morgan 1 Yearandra aryanNo ratings yet
- Multimodal Tweet Classification in Disaster Response Systems Using Transformer-Based Bidirectional Attention ModelDocument21 pagesMultimodal Tweet Classification in Disaster Response Systems Using Transformer-Based Bidirectional Attention ModelLenovo LenovoNo ratings yet
- Exeter Delinquent Property Tax ListDocument3 pagesExeter Delinquent Property Tax ListseacoastonlineNo ratings yet
- CISA TIC 3.0 Program Guidebook v1.1Document29 pagesCISA TIC 3.0 Program Guidebook v1.1Ryan HowardNo ratings yet
- Ba Numerical Ques AnsDocument41 pagesBa Numerical Ques Ansmozakkir589No ratings yet
- Hybrid Energy StorageDocument3 pagesHybrid Energy StorageSteve AbonyiNo ratings yet
- Samuya Food Manufacturing Inc. (Ludy'S Peanut Butter)Document24 pagesSamuya Food Manufacturing Inc. (Ludy'S Peanut Butter)Riza Perocho Mejorada100% (1)
- Dan Brower ResumeDocument3 pagesDan Brower ResumeDan BrowerNo ratings yet
- Management: 1) Human Resource Management (HRM, HR) Is TheDocument6 pagesManagement: 1) Human Resource Management (HRM, HR) Is TheKeerthiga ChandrasekarNo ratings yet
- White Paper - 2021 Data Engineering SurveyDocument10 pagesWhite Paper - 2021 Data Engineering SurveyLuis MaldonadoNo ratings yet
- 2 Proposed Health Products (Therapeutic Products) Regulations 2015Document158 pages2 Proposed Health Products (Therapeutic Products) Regulations 2015Jay ChenNo ratings yet
- Rossi Et Al-2019-International Social Security Review PDFDocument23 pagesRossi Et Al-2019-International Social Security Review PDFJulius FooNo ratings yet
- Technical English-II Nov Dec 2009 Question Paper StudyhauntersDocument5 pagesTechnical English-II Nov Dec 2009 Question Paper StudyhauntersSriram JNo ratings yet
- RegularSize Catalogue 2023Document108 pagesRegularSize Catalogue 2023farhan energi gasindoNo ratings yet
- B03-003 Six Ways To Perform Economic Evaluations of Projects PDFDocument26 pagesB03-003 Six Ways To Perform Economic Evaluations of Projects PDFsamehNo ratings yet
- Objectives:: Natural Hazards, Mitigation, and Adaptation Geological Processes and HazardsDocument5 pagesObjectives:: Natural Hazards, Mitigation, and Adaptation Geological Processes and HazardsFlyrtie ChiqueNo ratings yet
- Novatek nt96655 Data SheetDocument56 pagesNovatek nt96655 Data Sheetapi-432313169No ratings yet
- Assignment 5Document4 pagesAssignment 5Fazool FarighNo ratings yet
- 7 QC Tools in Apparel IndustryDocument10 pages7 QC Tools in Apparel IndustryMizanur Rahman100% (1)
- Computer Applications and HTMLDocument35 pagesComputer Applications and HTMLLibin MannethNo ratings yet