0% found this document useful (0 votes)
122 viewsAssignment 3
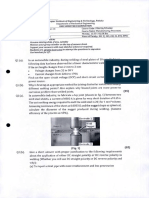
The document provides information on shearing, bending, and deep drawing processes for sheet metal forming. It includes equations for calculating:
- Shearing clearance and force
- Bend allowance and bending force
- Deep drawing clearance, ratios, force, and blank holder force
It also poses 29 questions on sheet metal forming processes, constitutive modeling, defects, and calculating values for specific forming problems involving bending, blanking, and deep drawing operations.
Uploaded by
O.SCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
122 viewsAssignment 3
The document provides information on shearing, bending, and deep drawing processes for sheet metal forming. It includes equations for calculating:
- Shearing clearance and force
- Bend allowance and bending force
- Deep drawing clearance, ratios, force, and blank holder force
It also poses 29 questions on sheet metal forming processes, constitutive modeling, defects, and calculating values for specific forming problems involving bending, blanking, and deep drawing operations.
Uploaded by
O.SCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 20