Renr 3969
Renr 3969
Download as pdf or txt
You might also like
- Mahindra 475 DI Total Parts ManualDocument60 pagesMahindra 475 DI Total Parts ManualSrinivas Sri100% (4)
- 6F50 TipsDocument10 pages6F50 TipsNoah Istre100% (2)
- 2004 Polaris 800 Pro X SNOWMOBILE Service Repair Manual PDFDocument71 pages2004 Polaris 800 Pro X SNOWMOBILE Service Repair Manual PDFhfjskemmdm0% (1)
- 2013-03 (P) - Revision A - Evinrude E-TEC 40-300 High Pressure Fuel Pump Kits PDFDocument1 page2013-03 (P) - Revision A - Evinrude E-TEC 40-300 High Pressure Fuel Pump Kits PDFElvin HernándezNo ratings yet
- KM713018Document1 pageKM713018JavierRivasNeiraNo ratings yet
- Parts Catalog 475 TotalDocument60 pagesParts Catalog 475 TotalIndian Empire67% (3)
- Ford 2017:2018Document33 pagesFord 2017:2018Henry Wilian De La Cruz SandovalNo ratings yet
- Clutch 626 AsahiDocument4 pagesClutch 626 AsahiFredy alexander Cubillos MahechaNo ratings yet
- Lenze: INTORQ Spring Applied Brakes Type BFK458Document8 pagesLenze: INTORQ Spring Applied Brakes Type BFK458maryman7760No ratings yet
- Piston, Engine TESTINGDocument2 pagesPiston, Engine TESTINGRECTIMANSANo ratings yet
- Manual Instalacion de Transmisiones Evinrude E Tec 2010Document6 pagesManual Instalacion de Transmisiones Evinrude E Tec 2010URIEL CABALLERONo ratings yet
- Hydraulic Gear Pumps and Motors: Edition: 03/02.2012 Replaces: PL 02 T ADocument92 pagesHydraulic Gear Pumps and Motors: Edition: 03/02.2012 Replaces: PL 02 T AMohamedSalahNo ratings yet
- MAGNUMDocument60 pagesMAGNUMeaglego00No ratings yet
- Kukmc 0378 UsDocument2 pagesKukmc 0378 UsJesus PicaluaNo ratings yet
- Clarke Engine Outline DimDocument9 pagesClarke Engine Outline DimJuli B.No ratings yet
- Connecting Rod, EngineDocument2 pagesConnecting Rod, EngineRECTIMANSANo ratings yet
- Piston, Engine SpecificationsDocument2 pagesPiston, Engine SpecificationsRECTIMANSANo ratings yet
- Engranes mxm7570Document4 pagesEngranes mxm7570Luis SuasteNo ratings yet
- Berkeley by Pentair B Series Frame Mounted Centrifugal Pumps - Parts ManualDocument108 pagesBerkeley by Pentair B Series Frame Mounted Centrifugal Pumps - Parts Manualpancho onezoteNo ratings yet
- 8 6 12 Horizontal Hydraulic Pole Assembly and Installation For Base Plate Mounted Utility PolesDocument6 pages8 6 12 Horizontal Hydraulic Pole Assembly and Installation For Base Plate Mounted Utility PolesArumugam RajendranNo ratings yet
- 3406 Engine Assem ProcedureDocument2 pages3406 Engine Assem ProcedureOli MijanaNo ratings yet
- System One ® Parts Frame A and LD17 Size 3x4-13Document8 pagesSystem One ® Parts Frame A and LD17 Size 3x4-13Chuan SwtsNo ratings yet
- Kolbenschmidt Product News 042024 Commercial Vehicles - 2612517Document9 pagesKolbenschmidt Product News 042024 Commercial Vehicles - 2612517Mikensr1No ratings yet
- Kosiarka - Birgs - Spare-PartsDocument12 pagesKosiarka - Birgs - Spare-Partsallegro.ds.spinNo ratings yet
- 284 Parts Manual 1994Document94 pages284 Parts Manual 1994Jesus Aguinaga100% (1)
- Part Catalog Honda NSR PreviewDocument6 pagesPart Catalog Honda NSR PreviewDwija BhaktiDua Jombang0% (1)
- Katalog Suku Cadang Honda NSRDocument64 pagesKatalog Suku Cadang Honda NSRIrfan Firmansyah100% (1)
- Wheel Bearings Cups and Cones: Faa-Pma Approved!Document2 pagesWheel Bearings Cups and Cones: Faa-Pma Approved!Fernando CentenoNo ratings yet
- 53S4 (1K53S450E1) T115LE Vega DrumDocument52 pages53S4 (1K53S450E1) T115LE Vega DrumGAYLE GONo ratings yet
- JP Marine Catalogue EN - v1.3 - ImpellerPages51 55Document5 pagesJP Marine Catalogue EN - v1.3 - ImpellerPages51 55Monika Edyta ChojnackaNo ratings yet
- 490 Parts 7 - 05Document4 pages490 Parts 7 - 05Jesus RoaNo ratings yet
- C7 EngineDocument2 pagesC7 EngineOli MijanaNo ratings yet
- Gorman Rupp Pump 3inchDocument6 pagesGorman Rupp Pump 3inchLPG Equipment Consulting and ServicesNo ratings yet
- Diff Carrier RS13 PlusDocument4 pagesDiff Carrier RS13 PlusPaulo PereiraNo ratings yet
- 2005 Polaris 800 XC SP Edge SNOWMOBILE Service Repair Manual PDFDocument49 pages2005 Polaris 800 XC SP Edge SNOWMOBILE Service Repair Manual PDFfujsjejfksekmem0% (1)
- Axl 6 141 WebDocument26 pagesAxl 6 141 Webmiguelsalazarhome88No ratings yet
- J300P-GI-52018Document4 pagesJ300P-GI-52018hdbulgarellaNo ratings yet
- Parts Catalog - Option DetailDocument3 pagesParts Catalog - Option DetailmunhNo ratings yet
- STPC520 - Viti A Testa Cilindrica Con Esagono IncassatoDocument18 pagesSTPC520 - Viti A Testa Cilindrica Con Esagono IncassatoLucaNo ratings yet
- 500KVA Flywheel Housing DetailsDocument2 pages500KVA Flywheel Housing DetailsNikkikumar MaisuriyaNo ratings yet
- 0ff-344 R-IR-ss FittingsDocument3 pages0ff-344 R-IR-ss FittingsvikramchowdaryNo ratings yet
- Shibaura N843Document44 pagesShibaura N843wayne kiwicylinderheadsNo ratings yet
- First Motion Product 'S L.C.: Flywheels Oil PansDocument45 pagesFirst Motion Product 'S L.C.: Flywheels Oil Pansokovalski100% (1)
- Underwing Nozzles: Pressure Fueling NozzleDocument26 pagesUnderwing Nozzles: Pressure Fueling NozzleHenryNo ratings yet
- Timing A LS180 LS190 For Injectin Pump Removal 11 08 2017Document15 pagesTiming A LS180 LS190 For Injectin Pump Removal 11 08 2017Gary Colton HillierNo ratings yet
- 330part ListDocument168 pages330part ListFoto GrafNo ratings yet
- Intertruck Brand Catalogue - Axle and Brake PartsDocument312 pagesIntertruck Brand Catalogue - Axle and Brake PartsAgus YulfizarNo ratings yet
- Underwing Nozzles: Carter Ground FuelingDocument8 pagesUnderwing Nozzles: Carter Ground FuelingHenryNo ratings yet
- PP10261-02 TurbochargerDocument3 pagesPP10261-02 Turbochargerjonathandaviddelossantos146No ratings yet
- Clutch HSG 9200 4WDDocument2 pagesClutch HSG 9200 4WDBrianNo ratings yet
- KTM50S1 50Hz SS304 MergedDocument7 pagesKTM50S1 50Hz SS304 MergedEdbaac BANo ratings yet
- Evl130m Parts ManualDocument52 pagesEvl130m Parts ManualEsra Demir100% (1)
- FiatDocument132 pagesFiatHector Dongo Arrayan100% (6)
- Replacement PartsDocument19 pagesReplacement PartsVladimirNo ratings yet
- Chapter 1-8: Industrial Gas Generator Illustrated Parts CatalogueDocument18 pagesChapter 1-8: Industrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- Catalog 79027ENG HOKE 7C Series Valve English 101414Document12 pagesCatalog 79027ENG HOKE 7C Series Valve English 101414kaniappan sakthivelNo ratings yet
- 53S6 (1L53S450E1) T115LE Vega DrumDocument53 pages53S6 (1L53S450E1) T115LE Vega DrumGAYLE GONo ratings yet
- A DIY'ers Definitive Guide to Building a Custom Volkswagen TrikeFrom EverandA DIY'ers Definitive Guide to Building a Custom Volkswagen TrikeNo ratings yet
- How to Power Tune the BMC/BL/Rover 998 A-Series Engine for Road and TrackFrom EverandHow to Power Tune the BMC/BL/Rover 998 A-Series Engine for Road and TrackNo ratings yet
- The Red Baron’s Ultimate Ducati Desmo Manual: BELT-DRIVEN CAMSHAFTS L-TWINS 1979 TO 2017From EverandThe Red Baron’s Ultimate Ducati Desmo Manual: BELT-DRIVEN CAMSHAFTS L-TWINS 1979 TO 2017No ratings yet
- Mbp4ecsh61h2 MVDocument17 pagesMbp4ecsh61h2 MVkikierwindoNo ratings yet
- ETS3Document6 pagesETS3rpandit075698No ratings yet
- 120.anti Theft Alerting System For Vehicle (2 Wheeler)Document3 pages120.anti Theft Alerting System For Vehicle (2 Wheeler)Basha BashaNo ratings yet
- 3412E Piston Cooling JetsDocument2 pages3412E Piston Cooling JetsMohammed Mostafa100% (1)
- PicoDocument48 pagesPicohdjqhtz4p6No ratings yet
- Guide Document For Itemized Spring Hangers and Tie-Rod Data SheetsDocument19 pagesGuide Document For Itemized Spring Hangers and Tie-Rod Data SheetsAHMED AMIRANo ratings yet
- Engine Lubrication &Document16 pagesEngine Lubrication &Юра ПетренкоNo ratings yet
- Coils Cat 0838Document78 pagesCoils Cat 0838sinasayedanaNo ratings yet
- PANTONE (R) F & H User ManualDocument18 pagesPANTONE (R) F & H User ManualMauricio LevanoNo ratings yet
- Horn Repertoire 1Document5 pagesHorn Repertoire 1api-375765079No ratings yet
- Wcdma Conf Param - NSNDocument448 pagesWcdma Conf Param - NSNFaizal Jamaludeen60% (5)
- Crear Web Services Usando SAP NET ConnectorDocument15 pagesCrear Web Services Usando SAP NET ConnectorXurand Gomez ZarateNo ratings yet
- Time ReflectionDocument5 pagesTime Reflectionapi-225353116No ratings yet
- User's Guide For iNEXT Online: Software For Interpolation and Extrapolation of Species DiversityDocument14 pagesUser's Guide For iNEXT Online: Software For Interpolation and Extrapolation of Species DiversityAliano TeteNo ratings yet
- Opa 602Document15 pagesOpa 602cristinacintiaNo ratings yet
- QAPPDocument37 pagesQAPPcnmo1550% (2)
- Digital Business Management - Assignment 1 V1Document3 pagesDigital Business Management - Assignment 1 V1khozema1No ratings yet
- Data Merge InDesignDocument14 pagesData Merge InDesignandyNo ratings yet
- Bailey Iemmu21Document8 pagesBailey Iemmu21Manuel Alejandro Choque FernandezNo ratings yet
- Wind Turbine ManualDocument19 pagesWind Turbine Manualwizardgrt1No ratings yet
- Department - Information Technology: Computer Networking Lab ProjectDocument67 pagesDepartment - Information Technology: Computer Networking Lab Projectsudip majumderNo ratings yet
- SCMB - TATA Motors - G13 PDFDocument2 pagesSCMB - TATA Motors - G13 PDFPratik TagwaleNo ratings yet
- La Redoute Case StudyDocument4 pagesLa Redoute Case StudyChawkiTrabelsiNo ratings yet
- Caterpillar Cat 236B SKID STEER LOADER (Prefix HEN) Service Repair Manual (HEN06750 and Up)Document24 pagesCaterpillar Cat 236B SKID STEER LOADER (Prefix HEN) Service Repair Manual (HEN06750 and Up)rpoy9396615No ratings yet
- TES5Edit LogDocument72 pagesTES5Edit LogVishal SairamNo ratings yet
- OpenGL Data Visualization Cookbook - Sample ChapterDocument47 pagesOpenGL Data Visualization Cookbook - Sample ChapterPackt PublishingNo ratings yet
- Make Greeting Cards and Invitations Using PublisherDocument2 pagesMake Greeting Cards and Invitations Using PublisherChenee Joy SamuldeNo ratings yet
- RTU 6049E70 MiniDocument2 pagesRTU 6049E70 MiniImran WaheedNo ratings yet
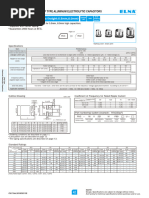
- Elna (SMD) RV3 SeriesDocument1 pageElna (SMD) RV3 Seriesjghjkhgkh87No ratings yet
- New Site Memo RequiredDocument16 pagesNew Site Memo RequiredAnonymous nCpfo6ANo ratings yet