KEY FEATURES: CLASSIFICATION: • Rutile coated non-synthetic • Super duplex SS weld with N ISO 3581-A electrode additiont E 25 9 4 N L R 12 • Austenitic-ferritic duplex • Weld metal characteristics similar microstructure tosuper duplex wrought and cast • Excellent high strength alloys combined with improved • Easy slag removal resistance to pitting and • Uniform and fine ripples SSC in chloride • Radiographic quality weld APPROVALS: CE environment
TYPICAL APPLICATIONS:
• Welding of super duplex stainless • Pipe work systems, flow lines, risers, manifolds, steels UNS S 32750, S 32760, SFA process equipment for use in offshore oil and 2507, Zeron 100 and Casting alloys gas industries, chemical and petrochemical e.g. ASTM A890 Gr.5A plant • Suitable for materials 1.4410, 1.4460, • Also to be used on duplex 2205 grade 1.4462, 1.4463
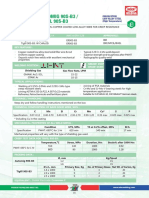
TYPICAL CHEMICAL COMPOSITION OF UNDILUTED WELD METAL, Wt %:
C Mn Si Cr Ni Mo N 0.2 0.9 0.7 25.9 10 3.9 0.23
MECHANICAL PROPERTIES OF ALL WELD METAL:
CVN Impact, J Condition UTS, MPa EL% -20°C Typical 880 27 48 As Welded Specification 760 min 15 min 47 min PREN: 40 min
PARAMETERS - PACKING DATA:
Ø x L, mm Amperage, A All Positions, except vertical Down
2.5 x 350 50-80 AC (70 OCV) /DCEP 3.15 x 350 70-110 4.0 x 350 90-140 REDRYING CONDITION: 250-300OC for minimum 1 hr.
Available in Standard carton packing of 10 kg box containing 5 cartons of 2 kg each.