Cylinder Liner: Ref. Description Value Unit
Cylinder Liner: Ref. Description Value Unit
Download as pdf or txt
You might also like
- MAN B&W 6S50MC - Components DescriptionDocument182 pagesMAN B&W 6S50MC - Components DescriptionHải Nguyễn Văn67% (3)
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Document61 pagesMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiNo ratings yet
- Virabrequim C32Document3 pagesVirabrequim C32PauloNo ratings yet
- Stoichiometry and Process Calculations (T.L) PDFDocument600 pagesStoichiometry and Process Calculations (T.L) PDFDanielSilvadaFonseca82% (11)
- Workbook - Reading P & IDs Made Easy-1Document87 pagesWorkbook - Reading P & IDs Made Easy-1Isaac HernandezNo ratings yet
- Richard Kilgo Enzyme Controlled Reactions WorksheetDocument4 pagesRichard Kilgo Enzyme Controlled Reactions Worksheetcraigkilgo100% (5)
- Man B&W: Cylinder LinerDocument22 pagesMan B&W: Cylinder LinerRobert LuuNo ratings yet
- Crosshead Bearing: Ref. Description Value UnitDocument48 pagesCrosshead Bearing: Ref. Description Value Unitdutch.ee1972No ratings yet
- Crosshead Bearing: S35MC DataDocument11 pagesCrosshead Bearing: S35MC DatalijinNo ratings yet
- Piston: Ref. Description Value UnitDocument42 pagesPiston: Ref. Description Value Unitdutch.ee1972No ratings yet
- Man B&W: Crossheaad BearingDocument66 pagesMan B&W: Crossheaad BearingRobert LuuNo ratings yet
- Man B&W: PistonDocument42 pagesMan B&W: PistonRobert LuuNo ratings yet
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndDocument24 pages2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndOscar Eduardo GomezNo ratings yet
- 8DK32C英文セットDocument168 pages8DK32C英文セットValdoados100% (1)
- 902 PistonDocument42 pages902 PistonSumit SinhaNo ratings yet
- SM 5Document706 pagesSM 5jhon greigNo ratings yet
- MBNZ-OM906LA-OM926LA MANUAL REPAIR - PDF Versión 13Document2 pagesMBNZ-OM906LA-OM926LA MANUAL REPAIR - PDF Versión 13Aron Emanuel Mendoza Lopez100% (1)
- High-Pressure Pipe: S35MC DataDocument5 pagesHigh-Pressure Pipe: S35MC DatalijinNo ratings yet
- Guide For Scavenge InspectionDocument36 pagesGuide For Scavenge InspectionNeelakantan Sankaranarayanan100% (1)
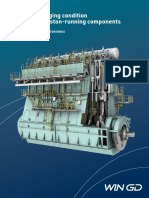
- WinGD Guide For Judging Condition of Relevant Piston Running Components V4 June 2020 PDFDocument36 pagesWinGD Guide For Judging Condition of Relevant Piston Running Components V4 June 2020 PDFStancu PetricăNo ratings yet
- Exhaust Valve Actuator: S35MC DataDocument6 pagesExhaust Valve Actuator: S35MC DatalijinNo ratings yet
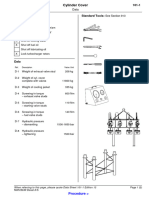
- Cylinder Cover: MAN B&W Diesel Data 101-1Document21 pagesCylinder Cover: MAN B&W Diesel Data 101-1dutch.ee1972No ratings yet
- Cal Vault Pump ReportDocument4 pagesCal Vault Pump ReportRuchi Ragvendra BistNo ratings yet
- B70 Rock Breaker Care Operation Manual For TH86Document21 pagesB70 Rock Breaker Care Operation Manual For TH86Latifa EngineeringNo ratings yet
- Anillos LuzDocument1 pageAnillos LuzMoises AbantoNo ratings yet
- Piston: ProcedureDocument2 pagesPiston: Proceduredutch.ee1972No ratings yet
- ME Manual Pison Rings MeasurementsDocument2 pagesME Manual Pison Rings Measurementsm17.mishaNo ratings yet
- Holding Down and End Chock Bolts: MC/MC-C DataDocument5 pagesHolding Down and End Chock Bolts: MC/MC-C DatalijinNo ratings yet
- RTX Piston Running GuideDocument32 pagesRTX Piston Running GuideDaniel TsvetilovNo ratings yet
- 5-1. MaintenanceDocument60 pages5-1. MaintenanceWagner GuimarãesNo ratings yet
- M249748DW M249710 TaperedRollerBearings TDI (TaperedDoubleInner) ImperialDocument5 pagesM249748DW M249710 TaperedRollerBearings TDI (TaperedDoubleInner) ImperialNguyen LongNo ratings yet
- 506-01.40Document3 pages506-01.40Christis SavvaNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERDocument14 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERKrisman Simanjuntak100% (1)
- WinGD Guide Condition Piston Running Components 2018Document36 pagesWinGD Guide Condition Piston Running Components 2018pavlo_790317697No ratings yet
- Main Bearing: MAN B&W Diesel Data 105-2Document58 pagesMain Bearing: MAN B&W Diesel Data 105-2dutch.ee1972No ratings yet
- 412-Cro-Ch65 Fig. 65-6Document3 pages412-Cro-Ch65 Fig. 65-6slam12125No ratings yet
- Man B&W: Main BearingDocument70 pagesMan B&W: Main BearingHarish MenonNo ratings yet
- Tuning Valve ClearanceDocument3 pagesTuning Valve ClearanceShimmer Crossbones100% (1)
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Man B&W: ChainDocument40 pagesMan B&W: ChainHarish MenonNo ratings yet
- 3500 ENGINE Specifications Water PumpDocument5 pages3500 ENGINE Specifications Water PumpVan Phuc ThaiNo ratings yet
- Starting Air Distributor: Safety PrecautionsDocument14 pagesStarting Air Distributor: Safety Precautionsirina.baranova.eeNo ratings yet
- Bomba de Aceite MotorDocument8 pagesBomba de Aceite MotorFredy ReyesNo ratings yet
- Thrust Bearing: S50MC-C CheckingDocument5 pagesThrust Bearing: S50MC-C Checkingbisrkr2000No ratings yet
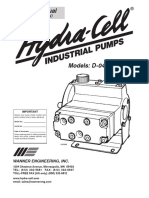
- D04-991-2402.pdf HydracellDocument8 pagesD04-991-2402.pdf HydracellLalu Adam Akmal IsnenNo ratings yet
- BPM800 BPM800 Repair - Rev 1Document7 pagesBPM800 BPM800 Repair - Rev 1api-3752216No ratings yet
- Pump Maintenance StandardDocument4 pagesPump Maintenance StandardNaing Min Htun100% (1)
- Piston Rod Stuffing Box: ProcedureDocument2 pagesPiston Rod Stuffing Box: Proceduredutch.ee1972No ratings yet
- Sure Cure Kit: Chrysler 41TE (A604), 42LE (A606)Document10 pagesSure Cure Kit: Chrysler 41TE (A604), 42LE (A606)carloaex23No ratings yet
- Important Information: Section 1B - MaintenanceDocument20 pagesImportant Information: Section 1B - Maintenanceibrahimvisham99No ratings yet
- SECTION 3.05: Crankcase Component OverhaulDocument36 pagesSECTION 3.05: Crankcase Component OverhaulLUISA FERNANDA TORRES MANOSALVANo ratings yet
- A2047 A2127 TaperedRollerBearings TS (TaperedSingle) ImperialDocument5 pagesA2047 A2127 TaperedRollerBearings TS (TaperedSingle) ImperialWildan PriatnaNo ratings yet
- Engine MechanicalDocument17 pagesEngine MechanicalAdrian Marian GafincuNo ratings yet
- Flowserve Seal - ISC2 - Install - LTRDocument8 pagesFlowserve Seal - ISC2 - Install - LTRjame11inNo ratings yet
- Axial Vibration Damper: S50MC-C DataDocument2 pagesAxial Vibration Damper: S50MC-C Databisrkr2000No ratings yet
- Exhaust Valve Roller Guide: S35MC DataDocument6 pagesExhaust Valve Roller Guide: S35MC DatalijinNo ratings yet
- 6 Turbocharger OverhaulDocument22 pages6 Turbocharger OverhaulTuan Linh Vo100% (2)
- Overhead SetDocument6 pagesOverhead Setfathyelgaml770No ratings yet
- Cylinder Cover: ProcedureDocument2 pagesCylinder Cover: Proceduredutch.ee1972No ratings yet
- Bearings, Connecting RodDocument10 pagesBearings, Connecting RodSoe Htike AungNo ratings yet
- John Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)Document16 pagesJohn Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)laopaodunNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Section 900: Data Procedure /plate TitleDocument1 pageSection 900: Data Procedure /plate Titledutch.ee1972No ratings yet
- K98MC Volume II - Maintenance: No. Edition Title Workcards in ProceduresDocument7 pagesK98MC Volume II - Maintenance: No. Edition Title Workcards in Proceduresdutch.ee1972No ratings yet
- InstructionDocument1 pageInstructiondutch.ee1972No ratings yet
- Checking and Maintenance Schedules: When Referring To This Page, Please Quote Maintenance Schedules 900-1 Edition 213Document5 pagesChecking and Maintenance Schedules: When Referring To This Page, Please Quote Maintenance Schedules 900-1 Edition 213dutch.ee1972No ratings yet
- Holding Down and End Chock Bolts: Ref. Description Value UnitDocument19 pagesHolding Down and End Chock Bolts: Ref. Description Value Unitdutch.ee1972No ratings yet
- Air Cooler Element: MAN B&W Diesel Data 110-1Document33 pagesAir Cooler Element: MAN B&W Diesel Data 110-1dutch.ee1972No ratings yet
- Evnexus Dealer AgreementDocument36 pagesEvnexus Dealer Agreementcr littleNo ratings yet
- Tentative Calendar of Events INDOCOR 2017Document2 pagesTentative Calendar of Events INDOCOR 2017Firlan MaulanaNo ratings yet
- Green Sand For HPMLDocument2 pagesGreen Sand For HPMLvivek1312No ratings yet
- Chapter 1 IntroductionDocument56 pagesChapter 1 Introductionshahera rosdiNo ratings yet
- IEQ CompleteDocument19 pagesIEQ Completeharshal patilNo ratings yet
- Tech Spec of Cpu - EnnoreDocument683 pagesTech Spec of Cpu - Ennoretanumay.geminiNo ratings yet
- Training ReportDocument47 pagesTraining Reportmanuj sharmaNo ratings yet
- Compressed Air Energy Storage - Chapter - TRISHNA DASDocument35 pagesCompressed Air Energy Storage - Chapter - TRISHNA DASLarissa María García HernándezNo ratings yet
- 3M Adesivos EstruturaisDocument28 pages3M Adesivos EstruturaisAnonymous mq0U43UsPNo ratings yet
- Aminu Mixed Use BuildingDocument35 pagesAminu Mixed Use BuildingHashim TuneNo ratings yet
- August 2015Document22 pagesAugust 2015MIRA JHON MICHAELNo ratings yet
- Ampol Future Energy and Decarbonisation Strategy FinalDocument31 pagesAmpol Future Energy and Decarbonisation Strategy FinalDavid AnsteeNo ratings yet
- Roller Press - ConflexDocument34 pagesRoller Press - ConflexTahmidtuhinNo ratings yet
- Load Details of DTRDocument4 pagesLoad Details of DTRMahadev KovalliNo ratings yet
- Ac Final Exam QuestionnaireDocument4 pagesAc Final Exam QuestionnaireKate Rose Santos0% (1)
- 97073-5-202 08 eDocument121 pages97073-5-202 08 eIuli Iulian100% (2)
- Speed Control For Brushless DC MotorsDocument50 pagesSpeed Control For Brushless DC MotorsMiladShahabi100% (1)
- Filtros PIUSIDocument2 pagesFiltros PIUSIricboscoNo ratings yet
- Refrigerator Starting Relay PDFDocument3 pagesRefrigerator Starting Relay PDFAlul Scratch100% (2)
- QB 1-U19MC402 - Thermodynamics and Heat TransferDocument2 pagesQB 1-U19MC402 - Thermodynamics and Heat TransferDineesh babu LNo ratings yet
- PLC Fuente 1746-p2Document18 pagesPLC Fuente 1746-p2Victor FelixNo ratings yet
- 0-WD380-EP144-00051 - Rev0 Piping Isometric Drawing - HP Steam System - 0900271a8011b725Document28 pages0-WD380-EP144-00051 - Rev0 Piping Isometric Drawing - HP Steam System - 0900271a8011b725Alberto Villalobos100% (1)
- 1 Load Flow - Br917015en PDFDocument2 pages1 Load Flow - Br917015en PDFmehmet gezerNo ratings yet
- Pages From CIGREDocument8 pagesPages From CIGREiman tabataba'iNo ratings yet
- Project ReportDocument30 pagesProject ReportShyam Kumar RastogiNo ratings yet
- Fitment and Interchangeability CertificateDocument1 pageFitment and Interchangeability Certificatejust_4_u_dear_in9549No ratings yet
- Japanese Sustainable ConstructionDocument264 pagesJapanese Sustainable ConstructionAndrea CondeNo ratings yet