Tu 5728-008-50187417-99
Tu 5728-008-50187417-99
Download as docx, pdf, or txt
You might also like
- IB DP Prescribed PracticalsDocument24 pagesIB DP Prescribed PracticalsMitul HariyaniNo ratings yet
- Qualitative Analysis of Coconut Water: Made by - Mohammad Kashif Khan Class - Xii Roll No.Document15 pagesQualitative Analysis of Coconut Water: Made by - Mohammad Kashif Khan Class - Xii Roll No.batra_chaitanya00757% (7)
- CEPE02100A1 CAG Updated Jan23 14Document60 pagesCEPE02100A1 CAG Updated Jan23 14rudi setiawanNo ratings yet
- Design of Tooth Locked Quick Open Die Pressure VesselDocument4 pagesDesign of Tooth Locked Quick Open Die Pressure VesselSEP-PublisherNo ratings yet
- 2520 z000 STD 1780 06 - B Anchor Bolt DetailDocument2 pages2520 z000 STD 1780 06 - B Anchor Bolt Detailabdul mujeebNo ratings yet
- Indigo - Continuous (Modo de Compatibilidad)Document36 pagesIndigo - Continuous (Modo de Compatibilidad)Carlos Rodríguez Gandarillas100% (1)
- Bolted Flanged Joint: Flanges, Studs & Gaskets. Recommended Practices for the Assembly of a Bolted Flange Joint.From EverandBolted Flanged Joint: Flanges, Studs & Gaskets. Recommended Practices for the Assembly of a Bolted Flange Joint.No ratings yet
- Comparative Research Into The Load-Bearing Capacity of Horizontal Pressure Vessels Supported by SaddlesDocument13 pagesComparative Research Into The Load-Bearing Capacity of Horizontal Pressure Vessels Supported by SaddlesMarek AdamczykNo ratings yet
- Drawing Checklist TARKKADocument1 pageDrawing Checklist TARKKASteveNo ratings yet
- RedBus Ticket TMD525483984Document2 pagesRedBus Ticket TMD525483984Muthu RamNo ratings yet
- ErmetoDocument14 pagesErmetoJavier VespaNo ratings yet
- Channel Thickness Calculation: 1 Design Data: CO2 Condenser / Liquefier Design Code of ConstructionDocument6 pagesChannel Thickness Calculation: 1 Design Data: CO2 Condenser / Liquefier Design Code of ConstructionGaurav BedseNo ratings yet
- Garlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 enDocument1 pageGarlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 ennmosilvaNo ratings yet
- Flange Calculation As Per BS - XLSX - 170111Document7 pagesFlange Calculation As Per BS - XLSX - 170111sandesh sadvilkarNo ratings yet
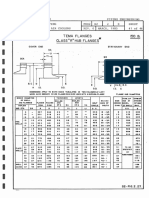
- Tema Flanges Class R" Hub FlangesDocument3 pagesTema Flanges Class R" Hub FlangesChano HanokNo ratings yet
- Asme Sec I PT PFT 2005 PDFDocument19 pagesAsme Sec I PT PFT 2005 PDFarlyNo ratings yet
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Document9 pagesGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNo ratings yet
- 1855 1Document2 pages1855 1hogoyoNo ratings yet
- Design of Bolted Flange Connections - Status of EN Standards: July 2020Document28 pagesDesign of Bolted Flange Connections - Status of EN Standards: July 2020Dan PastorNo ratings yet
- 7-12-0038 Rev 0 PDFDocument4 pages7-12-0038 Rev 0 PDFsuresh_vikiNo ratings yet
- Hysteresis and Mechanical FatigueDocument6 pagesHysteresis and Mechanical Fatiguestranger3333No ratings yet
- 5 Asmeviii A-24 Clamp ConnectionDocument6 pages5 Asmeviii A-24 Clamp ConnectionpastylNo ratings yet
- Design Procedure For Statically Loaded BoltDocument14 pagesDesign Procedure For Statically Loaded BoltAnonymous DJrec2100% (1)
- Beam Spreadsheet: Ignore Lateral Torsional BucklingDocument5 pagesBeam Spreadsheet: Ignore Lateral Torsional BucklingPurnima ArkalgudNo ratings yet
- Technical Data Sheet: Behavior, Innovation, Responsibility, Learning, EnthusiasmDocument3 pagesTechnical Data Sheet: Behavior, Innovation, Responsibility, Learning, EnthusiasmHuber AlvaradoNo ratings yet
- #1. Torque Table - Spiral Wound Gasket (1) - 1Document6 pages#1. Torque Table - Spiral Wound Gasket (1) - 1jose del carmen rodriguez contrerasNo ratings yet
- Shaft RequirementsDocument4 pagesShaft RequirementsMr ShrekNo ratings yet
- Backing (Strip)Document3 pagesBacking (Strip)Zariq BahrinNo ratings yet
- IS.5216 1982part2Document27 pagesIS.5216 1982part2Mahendra SuryavanshiNo ratings yet
- Zeng 1987Document12 pagesZeng 1987obaidullah.dsuNo ratings yet
- Flange Face Surface FinishDocument2 pagesFlange Face Surface FinishJoel Ashley D'Souza100% (1)
- 18nicrmo14-6: Steel GradeDocument4 pages18nicrmo14-6: Steel Gradesmith willNo ratings yet
- ENG K22014 H-072 DR A 05 Rev A - Torque TighteningDocument10 pagesENG K22014 H-072 DR A 05 Rev A - Torque TighteningQuraisy AmriNo ratings yet
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- External Pressure ToleranceDocument4 pagesExternal Pressure ToleranceAKSHAY BHATKAR100% (1)
- Establishing ASME B16.5 Blind Flanges Pressure Ratings For Reduced Flange Thickness++++++++++Document6 pagesEstablishing ASME B16.5 Blind Flanges Pressure Ratings For Reduced Flange Thickness++++++++++Ali AlizadehNo ratings yet
- Neoprene Gasket y and M Value Gri-DurlontechnicalhandbookDocument18 pagesNeoprene Gasket y and M Value Gri-DurlontechnicalhandbookpandiangvNo ratings yet
- Torque Values and Appendix O Calculations VWADocument2 pagesTorque Values and Appendix O Calculations VWARicNo ratings yet
- Stress ClassesDocument9 pagesStress ClassesRushiraj JaiswalNo ratings yet
- ASME PCC-1 APP O - 411-E-103 - TS FLGDocument56 pagesASME PCC-1 APP O - 411-E-103 - TS FLGmohamed.eldesouky9120No ratings yet
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 pageTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1No ratings yet
- Sec. VIII Div 1 Apen 1Document16 pagesSec. VIII Div 1 Apen 1ADRIANNo ratings yet
- Formation of Vertical Fractures BY Means of Highly Viscous LiquidDocument8 pagesFormation of Vertical Fractures BY Means of Highly Viscous Liquidarash7495No ratings yet
- Thread Pipe NippleDocument1 pageThread Pipe NippleJuditaNo ratings yet
- Elwood Parts and Service ManualDocument75 pagesElwood Parts and Service Manualdindin6666No ratings yet
- Code Case 2901 Nozzle S1 SL No Description Unit Value: Provided Nozzle Flange Is Safe For External LoadingsDocument1 pageCode Case 2901 Nozzle S1 SL No Description Unit Value: Provided Nozzle Flange Is Safe For External LoadingsguravdrNo ratings yet
- D3567Document4 pagesD3567Chengkc2014No ratings yet
- Vessel Manways, Handholes Pose Special Sealing Challenges: Flanged PlatesDocument6 pagesVessel Manways, Handholes Pose Special Sealing Challenges: Flanged PlatesalokbdasNo ratings yet
- HDPE Pipe StandardsDocument5 pagesHDPE Pipe StandardsFAHAD HASSANNo ratings yet
- Lecture 3 - Forced ConvectionDocument98 pagesLecture 3 - Forced ConvectionNgọc ĐàoNo ratings yet
- What Is An ASME Appendix 2 Flange Design PDFDocument1 pageWhat Is An ASME Appendix 2 Flange Design PDFMangesh BanaleNo ratings yet
- Snamprogetti: CustomerDocument3 pagesSnamprogetti: Customeradesloop100% (1)
- 835-ASMESectionIIID1NC 3658Document2 pages835-ASMESectionIIID1NC 3658nurilmuNo ratings yet
- Equivalent PressureDocument1 pageEquivalent PressureSarfaraz KhanNo ratings yet
- Pressure Vessel Design CalcDocument48 pagesPressure Vessel Design CalcSyed Zain AliNo ratings yet
- Cleat 101 V 102 Rev00Document1 pageCleat 101 V 102 Rev00Darshan PanchalNo ratings yet
- Comparison of Pipe Internal Pressure Calculation MethodsDocument7 pagesComparison of Pipe Internal Pressure Calculation Methodsعزت عبد المنعمNo ratings yet
- MeasurIT Red Valve Expansion Joints J1 0802Document3 pagesMeasurIT Red Valve Expansion Joints J1 0802cwiejkowskaNo ratings yet
- ASME B16.5-Flanges Class 150Document1 pageASME B16.5-Flanges Class 150radziNo ratings yet
- Code Case 2695 in PV Elite - How To Use It PDFDocument2 pagesCode Case 2695 in PV Elite - How To Use It PDFMukeshChopra100% (1)
- 134004-SEP-MEC-DAT-0004 Rev.B2 PDFDocument11 pages134004-SEP-MEC-DAT-0004 Rev.B2 PDFDhakshina KNo ratings yet
- 16 StaticgasketsDocument10 pages16 StaticgasketsRobinReyndersNo ratings yet
- Profile SurveyDocument10 pagesProfile Surveygalici2002No ratings yet
- Hypo Handbook Oxy ChemDocument20 pagesHypo Handbook Oxy ChemMaria Jose100% (2)
- Saccharin Sodium (Saccharinum Natricum) : The International Pharmacopoeia - Eighth Edition, 2018Document2 pagesSaccharin Sodium (Saccharinum Natricum) : The International Pharmacopoeia - Eighth Edition, 2018HerdianNo ratings yet
- Chemical Calculations Workbook NewDocument29 pagesChemical Calculations Workbook NewVarshLokNo ratings yet
- Federal Board of Intermediate and Secondary Education H-8/4, IslamabadDocument5 pagesFederal Board of Intermediate and Secondary Education H-8/4, IslamabadhassanjoehanamNo ratings yet
- Acids and Bases 0620Document4 pagesAcids and Bases 0620Gono TakaduuNo ratings yet
- Chapter II - RRLDocument4 pagesChapter II - RRLAkia ZenNo ratings yet
- Food AdditivesDocument58 pagesFood AdditivesJithin JasinNo ratings yet
- Mahesh Tutorials: S.S.C. Batch: SB Marks: 30 Date: Time: 1 Hr. 15 MinDocument10 pagesMahesh Tutorials: S.S.C. Batch: SB Marks: 30 Date: Time: 1 Hr. 15 MinHemantkumar YedeNo ratings yet
- S.No - Experiment Observation InferenceDocument7 pagesS.No - Experiment Observation InferenceArchana ArchuNo ratings yet
- General Chemistry 2: Fourth Quarter-Module 3Document18 pagesGeneral Chemistry 2: Fourth Quarter-Module 3Jezysaint Ruth Del SocorroNo ratings yet
- Ampalunggay SoapDocument5 pagesAmpalunggay Soaproxanne mosquitoNo ratings yet
- Answer 3Document13 pagesAnswer 3VISHNU BADIGERNo ratings yet
- Iflash 1800 Service TrainingDocument85 pagesIflash 1800 Service TrainingAkashNo ratings yet
- Acids, Bases, Alkali NewDocument16 pagesAcids, Bases, Alkali NewnomsandaleNo ratings yet
- NSS Chemistry Part 8 Chemical Reactions and Energy PDFDocument17 pagesNSS Chemistry Part 8 Chemical Reactions and Energy PDF6A(24) Marsh WongNo ratings yet
- Chemical Engineering Department: College of Technology University of San Agustin Iloilo CityDocument13 pagesChemical Engineering Department: College of Technology University of San Agustin Iloilo CityReynee Shaira Lamprea MatulacNo ratings yet
- Bsi BS en 15076 - 2013Document18 pagesBsi BS en 15076 - 2013alferedNo ratings yet
- Iso 5498 1981Document9 pagesIso 5498 1981OMAR ROLANDO GARCIA ACOSTANo ratings yet
- Gas Absorption and Mass Transfer Determination in A Packed ColumnDocument11 pagesGas Absorption and Mass Transfer Determination in A Packed Columnنزار الدهاميNo ratings yet
- Igcse Past PaperDocument12 pagesIgcse Past PaperSalwa A.haiNo ratings yet
- Biodiesel Production From Prosodies Juliflora OilDocument14 pagesBiodiesel Production From Prosodies Juliflora OilMalarNo ratings yet
- Assignment Lab Notebook of Module 07Document10 pagesAssignment Lab Notebook of Module 07Brennan J.G. KumitchNo ratings yet
- Absorbtie in NaOHDocument7 pagesAbsorbtie in NaOHDaniel IlieNo ratings yet
- Syllabus: VMC International Incentive TestDocument2 pagesSyllabus: VMC International Incentive TestIsaaq SNo ratings yet
- Extraction of Fibers From Saccharum Munja Grass and Its Application in CompositesDocument8 pagesExtraction of Fibers From Saccharum Munja Grass and Its Application in CompositesMuhammad sohiabNo ratings yet
- EnergeticsDocument4 pagesEnergeticsVictory AmahNo ratings yet
- Cambridge IGCSE: Chemistry 0620/41Document15 pagesCambridge IGCSE: Chemistry 0620/41gabrielwong20000No ratings yet