CNC Wire-Cut Parameter Optimized Determination of The Stair Shape Workpiece
CNC Wire-Cut Parameter Optimized Determination of The Stair Shape Workpiece
Download as pdf or txt
You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument10 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- 1optimization of Micro-WireDocument33 pages1optimization of Micro-WireAman BansalNo ratings yet
- Study of Sharp Corner Cutting in Wire EDM - Muhammad Iswan Ismail - TJ1191.M58 2008Document27 pagesStudy of Sharp Corner Cutting in Wire EDM - Muhammad Iswan Ismail - TJ1191.M58 2008asdfghjklNo ratings yet
- To Find Solution For Breakage of Wire During Wire Cut ProcessDocument31 pagesTo Find Solution For Breakage of Wire During Wire Cut ProcessManohar RajputNo ratings yet
- Edm Exp 6,7,9Document19 pagesEdm Exp 6,7,9Ali RazaNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- Study of Process Parameter of Wire Electric Discharge Machining The ReviewDocument5 pagesStudy of Process Parameter of Wire Electric Discharge Machining The ReviewIAEME PublicationNo ratings yet
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocument9 pagesA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Electrode CoatingDocument8 pagesElectrode CoatingSaurabh JainNo ratings yet
- Exp 9Document8 pagesExp 9ManavNo ratings yet
- Optimal Control Parameters A Machining in CNC Wire EDM For TitaniumDocument20 pagesOptimal Control Parameters A Machining in CNC Wire EDM For TitaniumMarish KannanNo ratings yet
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocument6 pagesUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNo ratings yet
- O. Blatnik, H. Orbanic, C. Masclet, H. Paris, M. Museau, J. Valentincic, B. Jurisevic and M. JunkarDocument5 pagesO. Blatnik, H. Orbanic, C. Masclet, H. Paris, M. Museau, J. Valentincic, B. Jurisevic and M. JunkarAmrik SinghNo ratings yet
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocument6 pagesOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENo ratings yet
- 1114meij04 PDFDocument9 pages1114meij04 PDFAli RazaNo ratings yet
- MMP RohitDocument23 pagesMMP RohitRohit SinghNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- EDM Wire CutingDocument31 pagesEDM Wire Cutingmallpraxis100% (2)
- Experimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyDocument7 pagesExperimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyÐɤ Suman ChatterjeeNo ratings yet
- IJRPR21538Document8 pagesIJRPR21538Mohamadh2017 Alhahadh84No ratings yet
- Electrochemical Microfabrication Lab ME 374 - Manufacturing Processes LabDocument8 pagesElectrochemical Microfabrication Lab ME 374 - Manufacturing Processes LabJeevan GNo ratings yet
- Msword&Rendition 1Document22 pagesMsword&Rendition 1ashwini yewaleNo ratings yet
- Meena2017 Article Micro-EDMMultipleParameterOptiDocument8 pagesMeena2017 Article Micro-EDMMultipleParameterOptidertNo ratings yet
- MP 3 EdmDocument4 pagesMP 3 EdmSajjad SajjadNo ratings yet
- EdmDocument29 pagesEdmGaurav SinghNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- Electrical Discharge Machining Thesis PDFDocument8 pagesElectrical Discharge Machining Thesis PDFfjfyj90y100% (2)
- Electrical Discharge Machining (Edm) : Process PrinciplesDocument11 pagesElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamNo ratings yet
- ETJ - Volume 40 - Issue 1 - Pages 181-188Document8 pagesETJ - Volume 40 - Issue 1 - Pages 181-188Jabbar AljanabyNo ratings yet
- Fig. 1 Schematic Diagram of The Basic Principle of WEDM ProcessDocument6 pagesFig. 1 Schematic Diagram of The Basic Principle of WEDM ProcessHarinath GowdNo ratings yet
- Strojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageDocument8 pagesStrojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageSamad NadNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- NTM 1 MokDocument10 pagesNTM 1 MokNick MaxNo ratings yet
- Wire EDMDocument2 pagesWire EDMDeepali MestryNo ratings yet
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- Wire EDM ProcessDocument10 pagesWire EDM Processgargi.gangwar.ecelliitkgpNo ratings yet
- EDM Wirecut 2 PDFDocument20 pagesEDM Wirecut 2 PDFDjuraTheHarpYNo ratings yet
- EDM WirecutDocument20 pagesEDM Wirecutnajieyuya100% (2)
- 1 s2.0 S1526612521000402 MainDocument8 pages1 s2.0 S1526612521000402 Mainjoskov71No ratings yet
- Effect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelDocument5 pagesEffect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelInternational Journal of computational Engineering research (IJCER)No ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- EdmDocument2 pagesEdmOmkar RahateNo ratings yet
- Drilling of CFRP by EDMDocument10 pagesDrilling of CFRP by EDMthasarathanr1993_939No ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Experimental and Numerical Study of Angu PDFDocument9 pagesExperimental and Numerical Study of Angu PDFGamini SureshNo ratings yet
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDocument7 pagesA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaNo ratings yet
- Lab Report EDMDocument5 pagesLab Report EDMMuzamil RazaNo ratings yet
- Edm WirecutDocument4 pagesEdm WirecutaaqibaminNo ratings yet
- 171 382 1 SM PDFDocument8 pages171 382 1 SM PDFsujayan2005No ratings yet
- EDM Notes2Document13 pagesEDM Notes2Revathi ChandruNo ratings yet
- Microstructure and Tensile Properties of Steel Wire Drawing: March 2013Document14 pagesMicrostructure and Tensile Properties of Steel Wire Drawing: March 2013mfg123No ratings yet
- Ultraprecision High Rate Anodic Dissolution Processes in EcmDocument7 pagesUltraprecision High Rate Anodic Dissolution Processes in EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Advnaced Wirecut ProcessDocument5 pagesAdvnaced Wirecut ProcessGomathi SankarNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Automated Optical Inspection: Advancements in Computer Vision TechnologyFrom EverandAutomated Optical Inspection: Advancements in Computer Vision TechnologyNo ratings yet
- The Concept of Social Banking Indian PerspectiveDocument9 pagesThe Concept of Social Banking Indian PerspectiveMadhavi BohraNo ratings yet
- 6480 49 35800 2 10 20230801Document12 pages6480 49 35800 2 10 20230801samsidar nidarNo ratings yet
- An Introduction To Survey Research - (Chapter 8 Presenting Survey Results)Document24 pagesAn Introduction To Survey Research - (Chapter 8 Presenting Survey Results)Adam HopeNo ratings yet
- 660MW Turbo Generator & Its AuxiliariesDocument88 pages660MW Turbo Generator & Its AuxiliariesAshvani Shukla100% (3)
- AIR BachDocument3 pagesAIR Bach呂志豪No ratings yet
- Client Peripherals Product Lines 1Document27 pagesClient Peripherals Product Lines 1prakistaoNo ratings yet
- Systèmes Électriques Résumés de Cours Et Problèmes Corrigés Sur: Machines À Courant Continu Réseaux Électriques Triphasés Transformateurs TriphasésDocument2 pagesSystèmes Électriques Résumés de Cours Et Problèmes Corrigés Sur: Machines À Courant Continu Réseaux Électriques Triphasés Transformateurs TriphasésbensumbbNo ratings yet
- Smart Money TrapDocument3 pagesSmart Money TrapKanickai Dsouza100% (2)
- Syllabus HYA Grade 12 2022-23Document3 pagesSyllabus HYA Grade 12 2022-23Anmol SinghamNo ratings yet
- D 2190 - 97 R01 - RdixotaDocument2 pagesD 2190 - 97 R01 - RdixotaRaphael CordovaNo ratings yet
- ArmaGelDT - TDS - EN-Dual TempDocument4 pagesArmaGelDT - TDS - EN-Dual TempLee Kok RoyNo ratings yet
- Chemical Kinetics Simulator: An Interactive Graphical ApproachDocument9 pagesChemical Kinetics Simulator: An Interactive Graphical Approachdr_m_azharNo ratings yet
- Sujan Das PT Test ReportDocument2 pagesSujan Das PT Test ReportMD Shadikul Huq ShezanNo ratings yet
- (Oxford Handbooks of Political Science) R. A. W. Rhodes, Sarah A. Binder, Bert A. Rockman-Handbook Political Institutions-Oxford University Press, USA (2006)Document456 pages(Oxford Handbooks of Political Science) R. A. W. Rhodes, Sarah A. Binder, Bert A. Rockman-Handbook Political Institutions-Oxford University Press, USA (2006)Perico de los Palotes100% (2)
- GMK Diagnostic ToolsDocument30 pagesGMK Diagnostic ToolsVarun SharmaNo ratings yet
- No 13 Formula To Setting Cointech2u To Make 1% To 7% Daily & CompaundingDocument4 pagesNo 13 Formula To Setting Cointech2u To Make 1% To 7% Daily & Compaundingsuccessteam75021No ratings yet
- Program Studi Pendidikan Bahasa InggrisDocument4 pagesProgram Studi Pendidikan Bahasa InggrisDevi Rafealia WijayantiNo ratings yet
- Week012-MultipleRow-LabExer008 Rivera DennisDocument3 pagesWeek012-MultipleRow-LabExer008 Rivera DennisMary Jane PagayNo ratings yet
- ZD30 Engine Fault ListDocument61 pagesZD30 Engine Fault Listlocario1100% (1)
- Resume Erica ChienDocument1 pageResume Erica Chienapi-302888664No ratings yet
- Cell Theory Historical Timeline ActivityDocument2 pagesCell Theory Historical Timeline Activityaura chavezNo ratings yet
- First Semester Design Examples - v15.1 PDFDocument167 pagesFirst Semester Design Examples - v15.1 PDFbexuxube100% (1)
- SICK OPEN TCP RA V1 0 enDocument17 pagesSICK OPEN TCP RA V1 0 enMauro SánchezNo ratings yet
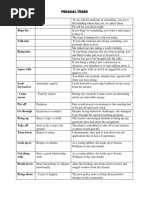
- Phrasal VerbsDocument2 pagesPhrasal VerbsJunaid SaqibNo ratings yet
- IntentionDocument10 pagesIntentionWolf Runner100% (2)
- POL 317 (Puh 635)Document156 pagesPOL 317 (Puh 635)Rufus Michael-AinaNo ratings yet
- GL EN TwinPlus 182 132 10BBDocument2 pagesGL EN TwinPlus 182 132 10BBMoussa NdiayeNo ratings yet
- Honey House and Equipment LayoutsDocument32 pagesHoney House and Equipment LayoutsChris SevenNo ratings yet
- Om Manual C0162474Document154 pagesOm Manual C0162474Hydro Energy GroupNo ratings yet
- Main Report Fettling 03Document37 pagesMain Report Fettling 03Chintan PatelNo ratings yet