Super Critical Boiler
Super Critical Boiler
Download as pdf or txt
You might also like
- Detailed Lesson Plan in Physical Education Grade 2 GeraldDocument5 pagesDetailed Lesson Plan in Physical Education Grade 2 Geraldjunifer83% (6)
- KWU Turbine SystemDocument90 pagesKWU Turbine Systemvenukumare100% (10)
- An Overview of CFBC Boiler: By-Mukesh JhaDocument88 pagesAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (3)
- Power Plant Condensers: Design Features & Performance IssuesDocument58 pagesPower Plant Condensers: Design Features & Performance IssuesAyush Choudhary100% (4)
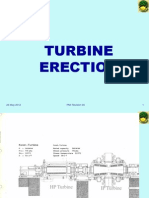
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (13)
- Turbo GeneratorDocument92 pagesTurbo GeneratorArpit Kumar100% (3)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (13)
- Introduction To Turbovisory InstrumentsDocument40 pagesIntroduction To Turbovisory InstrumentsSam75% (4)
- DuctDocument100 pagesDuctSam100% (3)
- Boiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikDocument22 pagesBoiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikAhemadNo ratings yet
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocument51 pages2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaNo ratings yet
- 800 MWDocument6 pages800 MWRamesh Babu K100% (2)
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89No ratings yet
- CFBC DCPP at A Glance.Document20 pagesCFBC DCPP at A Glance.Sumit SuryavanshiNo ratings yet
- Boiler OverviewDocument35 pagesBoiler Overviewshashank das100% (2)
- Aux PRDS SystemDocument22 pagesAux PRDS SystemKhan Ahmed Murad100% (2)
- CFBCDocument84 pagesCFBCBottle Mani100% (3)
- 500 MW Boiler FeaturesDocument8 pages500 MW Boiler FeaturesKeyur Patel100% (2)
- 660 MW Vs 500 MWDocument7 pages660 MW Vs 500 MWKrishnan SanthanarajNo ratings yet
- Report TaqaDocument15 pagesReport Taqaraghunandanr1993No ratings yet
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW Boilerdreamboy87100% (1)
- C&I Part of SCDocument28 pagesC&I Part of SCLakshmi Narayan100% (1)
- Standard Operating InstructionDocument8 pagesStandard Operating InstructionSonrat100% (2)
- Turbine Rolling and SynchronizationDocument54 pagesTurbine Rolling and Synchronizationsanjeev kushwaha83% (6)
- Training R&M of BoilersDocument45 pagesTraining R&M of BoilersSam100% (1)
- 660MW Turbo Generator & Its AuxiliariesDocument88 pages660MW Turbo Generator & Its AuxiliariesAshvani Shukla100% (3)
- Procedure For Commissioning of Auxiliary Prds SystemDocument14 pagesProcedure For Commissioning of Auxiliary Prds SystemJackSparrow86100% (1)
- Aph FireDocument25 pagesAph Firesekhar_ntpcNo ratings yet
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet Singh100% (1)
- Bed Ash Cooler's in Ir-Cfbc Boilers PDFDocument12 pagesBed Ash Cooler's in Ir-Cfbc Boilers PDFpradeep1987coolNo ratings yet
- Boiler Light UpDocument14 pagesBoiler Light UpSam100% (1)
- Condenser Flood Test 8 of 11Document14 pagesCondenser Flood Test 8 of 11Sara LopezNo ratings yet
- TTD PerformanceDocument5 pagesTTD PerformanceSriraja Rajap100% (1)
- HP Bypass System and Reheater Protection LogicDocument11 pagesHP Bypass System and Reheater Protection LogicPrathamesh Gangal88% (8)
- Surging & Blow Out of Loop Seals in A CFBC BoilerDocument9 pagesSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragNo ratings yet
- Tanda ReportDocument34 pagesTanda ReportRamanand bharadwajNo ratings yet
- L&TDocument23 pagesL&TShambhu Mehta100% (1)
- Boiler 210mwDocument15 pagesBoiler 210mwishakNo ratings yet
- DEC CFBC Boiler ManualDocument104 pagesDEC CFBC Boiler Manualace-winnie100% (6)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (2)
- BFP Scoop SystemDocument9 pagesBFP Scoop SystemRohit JainNo ratings yet
- AUXILIARY COOLING WATER SystemDocument7 pagesAUXILIARY COOLING WATER Systemsambhu100% (2)
- SADC - EnglishDocument5 pagesSADC - EnglishAhmad Bayhaqi100% (1)
- Boiler Afbc PDFDocument101 pagesBoiler Afbc PDFdika wahyuNo ratings yet
- Trouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanDocument40 pagesTrouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanparthi2006576883% (6)
- DC-AC Fail Work InstructionDocument23 pagesDC-AC Fail Work InstructionShiftinchargeengineer dadri coal100% (2)
- Boiler Technical TermsDocument44 pagesBoiler Technical Termskeerthi dayarathnaNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharan100% (2)
- Coal Mill, Feeder & PULV 1Document7 pagesCoal Mill, Feeder & PULV 1sambhuNo ratings yet
- CEP PresentatioDocument14 pagesCEP PresentatioVinod Mahajan100% (2)
- Ms Orient CFBC ManualDocument148 pagesMs Orient CFBC ManualkarthikeyanNo ratings yet
- Turbine Performance - STWS - 22-24oct13-1Document50 pagesTurbine Performance - STWS - 22-24oct13-1Gaurav100% (2)
- Ammonia DosingDocument11 pagesAmmonia DosingAnubhav Kumar JainNo ratings yet
- Heat Balane Diagram & Interface Parameters of An 800 MW Unit.Document4 pagesHeat Balane Diagram & Interface Parameters of An 800 MW Unit.Ashwin NarayanNo ratings yet
- 13) Reduce Boiler Tube Leakages in Your Power StationDocument4 pages13) Reduce Boiler Tube Leakages in Your Power StationSaurabh Barange100% (1)
- Indian Best Practices For Efficient O&M of Thermal Power PlantsDocument38 pagesIndian Best Practices For Efficient O&M of Thermal Power PlantsShankar Jha100% (3)
- Airflow in Boiler PDFDocument89 pagesAirflow in Boiler PDFSiddhant SatpathyNo ratings yet
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW BoilerAbhay Khobragade100% (2)
- 135MW CFBC Operation Manual 1 20080306Document148 pages135MW CFBC Operation Manual 1 20080306Sakthi Sekar CbiNo ratings yet
- Efficiency-Boiler & TurbineDocument21 pagesEfficiency-Boiler & TurbineAnand Swami100% (1)
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Boiler and AuxiliariesDocument29 pagesBoiler and Auxiliariesnsarav100% (1)
- Boiler Presentation660 MWDocument32 pagesBoiler Presentation660 MWJayaraman Kamaraj100% (3)
- Adoption of Supercritical TechnologyDocument25 pagesAdoption of Supercritical TechnologySurendra MallenipalliNo ratings yet
- BHEL - PresentationDocument32 pagesBHEL - Presentationsenthil031277No ratings yet
- Overiew of Comb Cycle Rev 7.0 - Part 1Document161 pagesOveriew of Comb Cycle Rev 7.0 - Part 1Balajirao SamathamNo ratings yet
- Presentation On Heat Rate ImprovementDocument22 pagesPresentation On Heat Rate ImprovementAbhisheik Malhotra100% (5)
- Ppe DisDocument12 pagesPpe DisSam100% (1)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam67% (3)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam67% (3)
- L-03 Spring Loaded Foundation-PresentationDocument34 pagesL-03 Spring Loaded Foundation-PresentationSam100% (1)
- Recording, Reporting of OutputDocument30 pagesRecording, Reporting of OutputSam100% (4)
- StepsDocument62 pagesStepsSam100% (1)
- L-2 Presentation Gen Mech AuxDocument36 pagesL-2 Presentation Gen Mech AuxSam100% (2)
- Generator CommissioningDocument90 pagesGenerator CommissioningSam95% (22)
- Infrastructure in Power Project 1Document51 pagesInfrastructure in Power Project 1Sam100% (1)
- Automatic Turbine Tester EeDocument17 pagesAutomatic Turbine Tester EeSam100% (4)
- Feedwater SystemDocument70 pagesFeedwater SystemishanpahwaNo ratings yet
- Equipment at HPSDocument60 pagesEquipment at HPSSam100% (1)
- Generator ClassDocument93 pagesGenerator ClassSam100% (8)
- KWU Text GoverningDocument43 pagesKWU Text GoverningSam100% (5)
- Boiler Erection PDFDocument44 pagesBoiler Erection PDFShankar Jha100% (1)
- Automatic Turbine TestorDocument26 pagesAutomatic Turbine TestorSam100% (3)
- Accident - Causes & FactorsDocument38 pagesAccident - Causes & FactorsSam100% (2)
- StartupDocument35 pagesStartupSam100% (1)
- Vertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersDocument7 pagesVertical Tube, Variable Pressure Furnace For Supercritical Steam BoilersSamNo ratings yet
- Vindh 9 CAVT ReportDocument20 pagesVindh 9 CAVT ReportSamNo ratings yet
- Schemes TalcherDocument206 pagesSchemes TalcherSam100% (1)
- Vibration Measurement & AnalysisDocument48 pagesVibration Measurement & AnalysisSam100% (1)
- Soot Blower Erosion: Typical Locations Corrective ActionDocument65 pagesSoot Blower Erosion: Typical Locations Corrective ActionSamNo ratings yet
- Mars - An Introduction To Its Interior, Surface and Atmosphere (Nadine G. Barlow) PDFDocument285 pagesMars - An Introduction To Its Interior, Surface and Atmosphere (Nadine G. Barlow) PDFOdair100% (2)
- Activity 1: Follow My Path: Case 1Document7 pagesActivity 1: Follow My Path: Case 1Nelzen GarayNo ratings yet
- The Walk Passive Solar Food DryerDocument2 pagesThe Walk Passive Solar Food DryerTowfiq Hossain TaskuNo ratings yet
- Constructing Truth Tables: General Mathematics ProgramDocument24 pagesConstructing Truth Tables: General Mathematics ProgramTHe Study HallNo ratings yet
- (英文)4 5吨内燃平衡重式叉车使用说明书内页Document78 pages(英文)4 5吨内燃平衡重式叉车使用说明书内页tonoh4678No ratings yet
- EAPP - Reaction PaperDocument2 pagesEAPP - Reaction PaperCharles Renier Pestaño VacunawaNo ratings yet
- Kitchen Design & Planning Guide (PDFDrive)Document300 pagesKitchen Design & Planning Guide (PDFDrive)ManishNo ratings yet
- A1 Batch Project Report FinalDocument99 pagesA1 Batch Project Report FinalBush RcNo ratings yet
- Isolated & Combined Footing Design BS8110.1985Document7 pagesIsolated & Combined Footing Design BS8110.1985carlosNo ratings yet
- 20 Art Therapy Activities You Can Try at Home To DestressDocument10 pages20 Art Therapy Activities You Can Try at Home To DestressAmira AdilaNo ratings yet
- Bookchapter PendidikanDocument266 pagesBookchapter PendidikanPutriayumelyanaNo ratings yet
- Ethical Environment of The FirmDocument4 pagesEthical Environment of The FirmcajfloreteNo ratings yet
- Psychological & Brain Sciences Major, B.S. - 2020-2021Document1 pagePsychological & Brain Sciences Major, B.S. - 2020-2021Teo ZengNo ratings yet
- Assignment1 AMAnalysis I202001Document5 pagesAssignment1 AMAnalysis I202001i202001No ratings yet
- ECD-UY, Detailed Household Electricity Consumption Dataset of UruguayDocument16 pagesECD-UY, Detailed Household Electricity Consumption Dataset of Uruguaykmlhectorseth94No ratings yet
- Conplast SP480Document2 pagesConplast SP480Tori SmallNo ratings yet
- Tutorial Sheet - 04Document6 pagesTutorial Sheet - 04Tran Nguyen KhangNo ratings yet
- Infotainment Radio Bolero Owner's Manual: Simply CleverDocument57 pagesInfotainment Radio Bolero Owner's Manual: Simply CleverTeodor CosminNo ratings yet
- Eygec 2014Document214 pagesEygec 2014Ancuta CealaltaNo ratings yet
- Teaching For Quality Learning-J.biggsDocument36 pagesTeaching For Quality Learning-J.biggsKevin Dito GrandhikaNo ratings yet
- Copper Tires PowerPoint PresentationDocument15 pagesCopper Tires PowerPoint PresentationAhmad AzadNo ratings yet
- AjantaDocument17 pagesAjanta156DEBOLINA GUPTANo ratings yet
- Weg Circuit BreakersDocument17 pagesWeg Circuit Breakersapi-343346993No ratings yet
- 9 G Mcgrath Anaesthetic Interview 2021 GM Final-2Document43 pages9 G Mcgrath Anaesthetic Interview 2021 GM Final-2susNo ratings yet
- 01 Samss 012 2014Document10 pages01 Samss 012 2014lhanx2No ratings yet
- Speech DR KalamDocument17 pagesSpeech DR Kalamjaimin100No ratings yet
- 2690 SafDocument66 pages2690 SafNour GadNo ratings yet
- Axlfbkeipef: Axioline F Bus Coupler For Ethernet/Ip™, Extended FunctionDocument21 pagesAxlfbkeipef: Axioline F Bus Coupler For Ethernet/Ip™, Extended FunctionItachi UchihaNo ratings yet
- WEEK8 DLL MAPEHDocument9 pagesWEEK8 DLL MAPEHJovy Joy PerezNo ratings yet