Gas Mixture
Gas Mixture
Download as pptx, pdf, or txt
You might also like
- Metco 16C 10-040Document8 pagesMetco 16C 10-040JSH100No ratings yet
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan Guru100% (1)
- Plasma Laser CuttingDocument5 pagesPlasma Laser Cuttingibrahim syedNo ratings yet
- 70-12 AcsrDocument2 pages70-12 Acsryoussefzekwa888No ratings yet
- Metal Cutting GasDocument21 pagesMetal Cutting GasSuyog ShingareNo ratings yet
- Edifice - Bharat Gas-Bmcg-PresentationDocument24 pagesEdifice - Bharat Gas-Bmcg-PresentationhussainrvnlNo ratings yet
- BMCG Presentation Cii08012010mDocument21 pagesBMCG Presentation Cii08012010mimtyazmNo ratings yet
- Ultracore 360 M81: Conformances Key FeaturesDocument3 pagesUltracore 360 M81: Conformances Key FeaturesDaniel Lvqve GarciaNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- Demo Weld Cost Calc XLDocument10 pagesDemo Weld Cost Calc XLKhalid Ahmod ShibleeNo ratings yet
- FCAW For COR TEN Structure: Technical and Economical ConsiderationsDocument9 pagesFCAW For COR TEN Structure: Technical and Economical ConsiderationsDan PopaNo ratings yet
- Dual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNo ratings yet
- Bronze C86300 SpecificationsDocument2 pagesBronze C86300 SpecificationsDoss MartinNo ratings yet
- Copper-Alloy-C84400 (Normal)Document12 pagesCopper-Alloy-C84400 (Normal)CristianoRoecherNo ratings yet
- An Experimental Study On The Effect of Increased Pressure On MIG Welding ArcDocument6 pagesAn Experimental Study On The Effect of Increased Pressure On MIG Welding ArcSaket PatwaNo ratings yet
- Weld Cost CalculationDocument15 pagesWeld Cost CalculationMustafa KaramürselNo ratings yet
- 1.atmos - EN - ZR - WG2,5S Rev02Document4 pages1.atmos - EN - ZR - WG2,5S Rev02Ran-Ran YTNo ratings yet
- Aac 500, Aac 1267, Acsr 60Document5 pagesAac 500, Aac 1267, Acsr 60Rahmat IzaiziNo ratings yet
- Pamphlet TG-X SeriesDocument2 pagesPamphlet TG-X SeriesrajeshNo ratings yet
- 2020001-DS-070-005-D HDG - Conductor OPGW - Es.enDocument2 pages2020001-DS-070-005-D HDG - Conductor OPGW - Es.enfixer_007722No ratings yet
- Arsoma EM410Document1 pageArsoma EM410RajeshNo ratings yet
- Deutz Power SystemsDocument4 pagesDeutz Power SystemsRudiNo ratings yet
- An Experimental Investigation On Copper-1Document8 pagesAn Experimental Investigation On Copper-1mathewmthomas97No ratings yet
- Welding Gas P-8173Document6 pagesWelding Gas P-8173kapurrrnNo ratings yet
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDocument1 pageWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmNo ratings yet
- Data Sheet For MercuryDocument5 pagesData Sheet For MercuryMohamed hamza souissiNo ratings yet
- Stirling: Project Masaka RoadsDocument7 pagesStirling: Project Masaka RoadsRonald WaiswaNo ratings yet
- Determinacion de Los Costos de Soldadura para Union de FileteDocument26 pagesDeterminacion de Los Costos de Soldadura para Union de Filetegraci2828No ratings yet
- Project: TML (Emc) : Part No 1A014117 Customer TMLDocument2 pagesProject: TML (Emc) : Part No 1A014117 Customer TMLShrikant YashNo ratings yet
- Pond AshDocument1 pagePond AshRavindra singh TanwarNo ratings yet
- Temper Bead TechniqueDocument4 pagesTemper Bead TechniqueOctavio ChableNo ratings yet
- Weld Cost Calc XL1.3.2mmDocument3 pagesWeld Cost Calc XL1.3.2mmDhimas Surya NegaraNo ratings yet
- Attachment 2 - ESP+Bag Filter Technical SpecificationDocument48 pagesAttachment 2 - ESP+Bag Filter Technical SpecificationEky Aditya PutraNo ratings yet
- Destan_bunkerDocument4 pagesDestan_bunkershikharisyo21No ratings yet
- BMCG PresentationDocument21 pagesBMCG PresentationishuNo ratings yet
- KSB MIL Control Valves Specification V0998-SPECDocument36 pagesKSB MIL Control Valves Specification V0998-SPECNutan PowerNo ratings yet
- Design and Flow Analysis in Micro Jet Turbine Engine: Guide: MRDocument30 pagesDesign and Flow Analysis in Micro Jet Turbine Engine: Guide: MRkrishnaNo ratings yet
- Soalan Cswip 3.1 Set 3 GeneralDocument3 pagesSoalan Cswip 3.1 Set 3 GeneralShamsul Affendi25% (4)
- Sliding Contact BearingDocument4 pagesSliding Contact BearingSp PatelNo ratings yet
- MIG Welding Speed SelectionDocument1 pageMIG Welding Speed SelectionbudakgemukNo ratings yet
- OPGW GTP of Various VendorsDocument19 pagesOPGW GTP of Various VendorsRamphani Nunna100% (1)
- Apar Industries Limited: Marketing & Registered OfficeDocument1 pageApar Industries Limited: Marketing & Registered OfficeQM F ZeusNo ratings yet
- Copper Alloy C95200Document11 pagesCopper Alloy C95200Lin DouaiNo ratings yet
- 9000 Model Gasifier Technical DataDocument1 page9000 Model Gasifier Technical DataSumitBhaumikNo ratings yet
- Hex Bonde A 9394 Structi L PDFDocument2 pagesHex Bonde A 9394 Structi L PDFFlorian Le MaoNo ratings yet
- Coal Gassification FM KoreaDocument40 pagesCoal Gassification FM KoreaJim BoothNo ratings yet
- HNC Pyro ATM Final ProductsDocument2 pagesHNC Pyro ATM Final Productssales5000No ratings yet
- Transport Phenomena Numericals Solved On ExcelDocument4 pagesTransport Phenomena Numericals Solved On ExcelMuhammad Ayan MalikNo ratings yet
- Aluminum Conductors Carbon Fiber Core Reinforced-LAPWINGDocument6 pagesAluminum Conductors Carbon Fiber Core Reinforced-LAPWINGgabriel yair sanchez henandezNo ratings yet
- PPTDocument18 pagesPPTKaushik SenguptaNo ratings yet
- Chemical Composition: Copper Alloy DataDocument11 pagesChemical Composition: Copper Alloy DataLin DouaiNo ratings yet
- Actaris Gas Regulators SERusDocument2 pagesActaris Gas Regulators SERushendrik muellerNo ratings yet
- 11.3. Technical Schedule 11.3.1Document3 pages11.3. Technical Schedule 11.3.1Jayantha SampathNo ratings yet
- Calor Specifiers Technical Guide For-Web - 2020Document20 pagesCalor Specifiers Technical Guide For-Web - 2020Abey VettoorNo ratings yet
- Key Figures Environment Schaeffler sr18Document1 pageKey Figures Environment Schaeffler sr18Matias JaraNo ratings yet
- A Study On PDC Drill Bits QualityDocument18 pagesA Study On PDC Drill Bits QualityAzri HamimNo ratings yet
- Data Sheet Tcg2032 DeutzDocument3 pagesData Sheet Tcg2032 DeutzMaximiliano SanchezNo ratings yet
- 1401375295Document4 pages1401375295tomjones77No ratings yet
- Belt GrinderDocument1 pageBelt GrinderAvinash SilimkarNo ratings yet
- English WrittenDocument2 pagesEnglish WrittenAvinash SilimkarNo ratings yet
- English Written UpdatedDocument3 pagesEnglish Written UpdatedAvinash SilimkarNo ratings yet
- GK WrittenDocument8 pagesGK WrittenAvinash SilimkarNo ratings yet
- LLB 1 Sem Law 3 Law of Torts Including Consumer Protection Law O11163 cv2 Jun 2021Document2 pagesLLB 1 Sem Law 3 Law of Torts Including Consumer Protection Law O11163 cv2 Jun 2021Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 4 Ipc Law of Crime 11203 Cv2 Jun 2021Document2 pagesLLB 1 Sem Law 4 Ipc Law of Crime 11203 Cv2 Jun 2021Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 3 Law of Torts and Consumer Protection Law 11202 Dec 2015Document1 pageLLB 1 Sem Law 3 Law of Torts and Consumer Protection Law 11202 Dec 2015Avinash SilimkarNo ratings yet
- Be - First Year Fe Engineering - Semester 1 - 2020 - March - Engineering Mechanics Pattern 2019Document3 pagesBe - First Year Fe Engineering - Semester 1 - 2020 - March - Engineering Mechanics Pattern 2019Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 4 Ipc Law of Crimes 11203 Dec 2018Document4 pagesLLB 1 Sem Law 4 Ipc Law of Crimes 11203 Dec 2018Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 4 Ipc Law of Crimes K 1004 Dec 2015Document3 pagesLLB 1 Sem Law 4 Ipc Law of Crimes K 1004 Dec 2015Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 5 Law of Crimes 1 11203 Dec 2019Document2 pagesLLB 1 Sem Law 5 Law of Crimes 1 11203 Dec 2019Avinash SilimkarNo ratings yet
- LLB 1 Sem Law 5 Contract 1 General Principles of Contract K 1005 Dec 2014Document2 pagesLLB 1 Sem Law 5 Contract 1 General Principles of Contract K 1005 Dec 2014Avinash SilimkarNo ratings yet
- ©2018 The MITRE Corporation. ALL RIGHTS RESERVED. Approved For Public Release. Distribution Unlimited 18-1663-4Document4 pages©2018 The MITRE Corporation. ALL RIGHTS RESERVED. Approved For Public Release. Distribution Unlimited 18-1663-4Avinash SilimkarNo ratings yet
- Role of Leaders & Managers in Organizational Improvement-08.04.2020Document50 pagesRole of Leaders & Managers in Organizational Improvement-08.04.2020Avinash SilimkarNo ratings yet
- V.T Report SailDocument32 pagesV.T Report SailAshish Jha100% (1)
- Hydraulics JumpDocument2 pagesHydraulics JumpNadarasonMaruthamuthuNo ratings yet
- TKL Pump - Data - SheetDocument1 pageTKL Pump - Data - Sheetธนาชัย เต็งจิรธนาภาNo ratings yet
- S10MT Iva B 21 KINETIC MOLECULAR THEORY ABUEVADocument5 pagesS10MT Iva B 21 KINETIC MOLECULAR THEORY ABUEVALeil Riego0% (1)
- General Chemistry 1 (Grade 11-STEM) : Gas LawDocument5 pagesGeneral Chemistry 1 (Grade 11-STEM) : Gas Lawlui yangyangNo ratings yet
- Schematic Drawing of PumpsDocument1 pageSchematic Drawing of PumpsrajappanNo ratings yet
- GF AN SFM-25 Reference and Flow Conversions D1Document6 pagesGF AN SFM-25 Reference and Flow Conversions D1Han LinNo ratings yet
- Untt 1 Fluid PropertiesDocument25 pagesUntt 1 Fluid PropertiesRhay NotorioNo ratings yet
- Bosch Offer1169073653-377Document59 pagesBosch Offer1169073653-377Ramy Mahmoud0% (1)
- Colour CodingDocument4 pagesColour CodingDeno NderituNo ratings yet
- Selescu MESA5 PDFDocument25 pagesSelescu MESA5 PDFMihaiNo ratings yet
- Final Lab Report Flow MeasurementDocument7 pagesFinal Lab Report Flow Measurementtransteven93No ratings yet
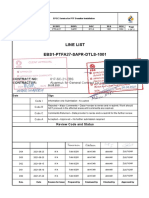
- Ebs1 Ptfa27 Sapr Dtls 1001 d04 Line List NapalmDocument5 pagesEbs1 Ptfa27 Sapr Dtls 1001 d04 Line List NapalmAhmedNo ratings yet
- Capillary Viscometer Calculation NotesDocument2 pagesCapillary Viscometer Calculation Notesgrovestreet1No ratings yet
- T-X-Y Diagram For Benzene - Toluene System at 1 AtmDocument3 pagesT-X-Y Diagram For Benzene - Toluene System at 1 AtmgiangantengNo ratings yet
- Jet Pump Vs Submercible PumpDocument14 pagesJet Pump Vs Submercible PumpxiaoyaojacNo ratings yet
- Case Study On Minimum Flow Through Cep Recirculation LineDocument5 pagesCase Study On Minimum Flow Through Cep Recirculation LineLakshminarayanNo ratings yet
- An Overview of CavitationDocument4 pagesAn Overview of Cavitationvela vanNo ratings yet
- Disassembly: - Power Steering Vane PumpDocument1 pageDisassembly: - Power Steering Vane PumpsalusfrankNo ratings yet
- Piping and Instrumentation Diagram: Fixed Firewater System - Deluge Distribution Cellar Deck / Sump Deck System 53Document1 pagePiping and Instrumentation Diagram: Fixed Firewater System - Deluge Distribution Cellar Deck / Sump Deck System 53Mohd KhaidirNo ratings yet
- CEMS EquipmentDocument18 pagesCEMS EquipmentjamesrickynNo ratings yet
- On-Off VS ModulationDocument3 pagesOn-Off VS ModulationCarlos WayNo ratings yet
- P & I DIAGRAM - Coding & DecodingDocument25 pagesP & I DIAGRAM - Coding & DecodingZaman SuhailNo ratings yet
- Sieve Tray ExtractorDocument12 pagesSieve Tray ExtractorCris-Anne Juangco III100% (2)
- Term Paper On Hydrogen Fuel A New HopeDocument15 pagesTerm Paper On Hydrogen Fuel A New Hopeprashant_cool_4uNo ratings yet
- Lecture 4Document160 pagesLecture 4Ahmed ShahabiNo ratings yet
- Https Communities - BentleyDocument14 pagesHttps Communities - Bentley2009tamerNo ratings yet
- Turbulence Modeling Using Openfoam Ontario Tech UniversityDocument19 pagesTurbulence Modeling Using Openfoam Ontario Tech UniversityLUIS JONATHAN RIVERA SUDARIONo ratings yet
- Static Pressure and Pressure Head in FluidsDocument8 pagesStatic Pressure and Pressure Head in Fluidsyarzar17No ratings yet
- Supersonic A Lift and DragDocument6 pagesSupersonic A Lift and DragKaleeswaran EinsteinNo ratings yet