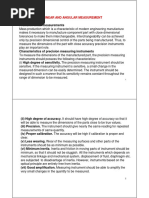
Linear and Angular Measurements: Unit - 2
Linear and Angular Measurements: Unit - 2
Download as pptx, pdf, or txt
You might also like
- Positioning Techniques For Offshore SurveyingDocument54 pagesPositioning Techniques For Offshore Surveyingjohariak100% (1)
- Linear MeasurementsDocument52 pagesLinear MeasurementsO20 0023 Chandrasekaran. S. [PT]No ratings yet
- Experiment 1 The Visible Spectra of Soft DrinksDocument6 pagesExperiment 1 The Visible Spectra of Soft DrinksNurul Syafinaz RohizatNo ratings yet
- Unit 4Document91 pagesUnit 4Kare DorathiNo ratings yet
- Linear Measurement PPT 569d6a0653b5dDocument32 pagesLinear Measurement PPT 569d6a0653b5dkuppani abhiNo ratings yet
- L4 Linear MeasurementDocument13 pagesL4 Linear Measurementchaitanyamohod2020No ratings yet
- MetrologyDocument157 pagesMetrologyVishwajit HegdeNo ratings yet
- Jambeswar MetrologyDocument119 pagesJambeswar MetrologyAayush KNo ratings yet
- Mr7002 - Mechatronics Elements in Metrology and CNCDocument90 pagesMr7002 - Mechatronics Elements in Metrology and CNCdevmecz2696No ratings yet
- MetrologyDocument135 pagesMetrologySai Bharath Velpuri100% (3)
- Linear MeasurementDocument79 pagesLinear MeasurementRht BrdNo ratings yet
- MM Unit 2Document115 pagesMM Unit 2Sabareesan Subramanian100% (1)
- Linear MeasurmentDocument57 pagesLinear Measurmentlakhman93134100% (1)
- Metrology and MeasurementsDocument140 pagesMetrology and MeasurementsVallik Tad0% (1)
- UNIT 2 - Linear and Angular MeasurementsDocument235 pagesUNIT 2 - Linear and Angular Measurementshung.oheneNo ratings yet
- 4. Linear Measurement - 한승창Document13 pages4. Linear Measurement - 한승창손종인No ratings yet
- Concepts of MeasurementsDocument58 pagesConcepts of MeasurementsDheerajOmprasadNo ratings yet
- Metrology and MeasurementsDocument140 pagesMetrology and MeasurementsVivekanand SriramNo ratings yet
- 1537326530linear & Angular MeasurementDocument49 pages1537326530linear & Angular MeasurementAl MamunNo ratings yet
- 1 Me1035 Metrology Unit 1Document25 pages1 Me1035 Metrology Unit 1Rahul VermaNo ratings yet
- Unit IIDocument32 pagesUnit IIS. SARGUNA THAMIZHAN MECHNo ratings yet
- 2-Excercise EM 2023Document49 pages2-Excercise EM 2023aimy rouaneNo ratings yet
- Linear MeasurementDocument56 pagesLinear MeasurementvgchhayaNo ratings yet
- Lecture 4. MeasurementDocument55 pagesLecture 4. Measurementt4q7fvsrc2No ratings yet
- Unit-Ii 3Document30 pagesUnit-Ii 3k.ghanemNo ratings yet
- Unit 2 Linear and Angular MeasurementDocument90 pagesUnit 2 Linear and Angular MeasurementVasanth Kumar33% (3)
- Linear and Angular MKKDocument59 pagesLinear and Angular MKK20227021.gdscmnnit.24No ratings yet
- Linear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminDocument70 pagesLinear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminRodel VerzosaNo ratings yet
- Measuring Instruments and Their UsesDocument62 pagesMeasuring Instruments and Their UsesRamji KaasiNo ratings yet
- Linear MeasurementDocument80 pagesLinear Measurementkeval patel100% (1)
- Linear MeasurementDocument58 pagesLinear Measurementpdpantawane100% (2)
- AE 224 Metrology and Computer Aided Inspection 1Document56 pagesAE 224 Metrology and Computer Aided Inspection 1Mano HarNo ratings yet
- 3.metrology 153Document28 pages3.metrology 153alinader20022No ratings yet
- Linear MeasurementsDocument54 pagesLinear MeasurementsNaman Dave100% (2)
- Chp.2 Dimensions, Surfaces and Their MeasurementDocument40 pagesChp.2 Dimensions, Surfaces and Their MeasurementMohameed AhmedNo ratings yet
- Lect - Linear and Angular Measurements PDFDocument118 pagesLect - Linear and Angular Measurements PDFEmmanuel Thomas100% (1)
- Lecture 3Document8 pagesLecture 3Sherif SaidNo ratings yet
- Chapter 3 WorkshopDocument33 pagesChapter 3 WorkshopbeselamuNo ratings yet
- Metrology and Computer Aided Inspection 1 ADocument68 pagesMetrology and Computer Aided Inspection 1 ATanmay SinghalNo ratings yet
- Class 10Document73 pagesClass 10lovelykaviyarasuNo ratings yet
- Linear & Angular MeasurementsDocument110 pagesLinear & Angular Measurementsavutu_kunduruNo ratings yet
- BME UNIT II MeasurementDocument55 pagesBME UNIT II MeasurementVivek Patel100% (1)
- Ch 4 linear aand angular measurmentsDocument35 pagesCh 4 linear aand angular measurmentshaderaNo ratings yet
- Unit-2 (1) ENGINEERING METROLOGY AND SURFACE ENGINEERINGDocument78 pagesUnit-2 (1) ENGINEERING METROLOGY AND SURFACE ENGINEERINGKanukula Raghu ReddyNo ratings yet
- Engineering MetrologyDocument60 pagesEngineering MetrologygoldencometNo ratings yet
- 1 Measuring Instruments and GaugesDocument59 pages1 Measuring Instruments and GaugesWbamlak Ashebr0% (1)
- Pp Metrology and Bench Metal ProcessDocument65 pagesPp Metrology and Bench Metal Processx2pherfigueroaNo ratings yet
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- IntroductiontometrologyDocument120 pagesIntroductiontometrologyVishal PatilNo ratings yet
- Micrometer CaliperDocument12 pagesMicrometer CaliperallyannanicolemartinNo ratings yet
- MetrologyDocument10 pagesMetrologydeadshot2847No ratings yet
- Chapter 1 - Mechanical MeasurementDocument51 pagesChapter 1 - Mechanical MeasurementVraj PatelNo ratings yet
- EMG 1203 Manufacturing Processes 1-Dimensional Analysis Notes 2020Document71 pagesEMG 1203 Manufacturing Processes 1-Dimensional Analysis Notes 2020kennedyjembezNo ratings yet
- Introduction To Metrology by Aman Mangalware'Document15 pagesIntroduction To Metrology by Aman Mangalware'Aman MangalwareNo ratings yet
- Vemu Linear MeasurementDocument26 pagesVemu Linear MeasurementBalqis alivia nahwa firdausiNo ratings yet
- Fundamental Value of A Physical Quantity Established by National & International Organizations It Must BeDocument66 pagesFundamental Value of A Physical Quantity Established by National & International Organizations It Must Bemohd zeeshanNo ratings yet
- 18-MCE-49 Lab Session 01Document5 pages18-MCE-49 Lab Session 01Waqar IbrahimNo ratings yet
- Module IV-MET 307Document82 pagesModule IV-MET 307BenNo ratings yet
- NewFiles MeasurementDocument33 pagesNewFiles MeasurementmarlitoNo ratings yet
- AAADocument8 pagesAAAmansang.mc62No ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Composites MaterialDocument47 pagesComposites MaterialNarkedamilli Tulasi RadhaNo ratings yet
- Dr. L. Rathaiah Sri L. Sri Krishna DevarayaluDocument2 pagesDr. L. Rathaiah Sri L. Sri Krishna DevarayaluNarkedamilli Tulasi RadhaNo ratings yet
- Introduction To Composite Materials: by MD - AhasanDocument75 pagesIntroduction To Composite Materials: by MD - AhasanNarkedamilli Tulasi RadhaNo ratings yet
- Surface 8Document31 pagesSurface 8Narkedamilli Tulasi RadhaNo ratings yet
- Gauge Length InterferometryDocument3 pagesGauge Length InterferometryKalidasNo ratings yet
- Linking LabDocument8 pagesLinking Labsavannah0% (2)
- Drained Undrained Drained Undrained Drained Undrained: CR-1, CR-2, C-R3Document2 pagesDrained Undrained Drained Undrained Drained Undrained: CR-1, CR-2, C-R3ThaungMyintNo ratings yet
- Latitude and Longitude:: Finding Locations On Planet EarthDocument21 pagesLatitude and Longitude:: Finding Locations On Planet EarthAmazing Top HDNo ratings yet
- Mechanical Engineering Laboratory 1 PlanimeterDocument8 pagesMechanical Engineering Laboratory 1 PlanimeterChristopher Lennon Dela CruzNo ratings yet
- Pipe and CisternDocument4 pagesPipe and CisternKailasNo ratings yet
- Metric Conversion ChartDocument1 pageMetric Conversion ChartasdthuNo ratings yet
- Refractive Index of Air and Precision Length Measurements: Jennifer E. DeckerDocument33 pagesRefractive Index of Air and Precision Length Measurements: Jennifer E. Deckerjrlr65No ratings yet
- Application Form For Height Clearance Rev 032013Document1 pageApplication Form For Height Clearance Rev 032013Lester LazoNo ratings yet
- Imu20 Data SheetDocument2 pagesImu20 Data SheetDevis DexvilsNo ratings yet
- Marine Sextant - Principle and ErrorsDocument5 pagesMarine Sextant - Principle and ErrorsGiorgi Kandelaki100% (2)
- HSC ICT Lecture SheetDocument86 pagesHSC ICT Lecture SheetNoveed Tahsin AminNo ratings yet
- FSMA Convert Lengths StudentDocument3 pagesFSMA Convert Lengths StudentScherjeal JangdaNo ratings yet
- WS - Unit ConversionsDocument5 pagesWS - Unit Conversionsvictoria kairooNo ratings yet
- IC8251Document1 pageIC8251Saravanan MathiNo ratings yet
- Rapp - Geom - Geod - Vol - II - Rev PDFDocument225 pagesRapp - Geom - Geod - Vol - II - Rev PDFFelipe Carvajal RodríguezNo ratings yet
- Principles of GPS 4-13-04Document54 pagesPrinciples of GPS 4-13-04GenNo ratings yet
- POSMV Elite DS PDFDocument1 pagePOSMV Elite DS PDFophyx007No ratings yet
- NVLAP Scope - Certificate - 2015 09 28Document7 pagesNVLAP Scope - Certificate - 2015 09 28Alex SambagiNo ratings yet
- Minco: MINCO Temptran Field and Bench CalibrationDocument4 pagesMinco: MINCO Temptran Field and Bench CalibrationMartin ŠoltýsNo ratings yet
- Worksheet For WorkDocument3 pagesWorksheet For Workreielleceana07No ratings yet
- Coordinate System ConvertorDocument6 pagesCoordinate System Convertorhellobo15No ratings yet
- Physics Lecture On MeasurementsDocument32 pagesPhysics Lecture On MeasurementsLeah ParasNo ratings yet
- Datum Transformation PDFDocument165 pagesDatum Transformation PDFfreddy ramdin100% (1)
- Introduction To Survey & Drawing: Chapter-IDocument55 pagesIntroduction To Survey & Drawing: Chapter-IVamsi KrishnaNo ratings yet
- Ii.31 - Apmf 2019 PDFDocument14 pagesIi.31 - Apmf 2019 PDFHafidNo ratings yet
- Euramet Cg-18 - Calibration of Balances and Scales - Update On International Distribution and AcceptanceDocument6 pagesEuramet Cg-18 - Calibration of Balances and Scales - Update On International Distribution and AcceptancebaxterNo ratings yet
- Identifying Survey Errors in GNSS Data ProcessingDocument21 pagesIdentifying Survey Errors in GNSS Data ProcessingFx AndrianoNo ratings yet