Capacity Planning
Capacity Planning
Download as ppt, pdf, or txt
You might also like
- Cambridge International As and A Level Business Workbook AnswersDocument95 pagesCambridge International As and A Level Business Workbook AnswersDaniel31% (13)
- Template For Breakout Activity 2Document6 pagesTemplate For Breakout Activity 2M Rahman0% (3)
- Unit 7 HomeworkDocument2 pagesUnit 7 HomeworkadamNo ratings yet
- 06 MDCM Case Class FinalDocument17 pages06 MDCM Case Class FinalPriyank JainNo ratings yet
- KFC CaseDocument18 pagesKFC Caseshibanini100% (1)
- (191018) Aerospace Co. - BainDocument12 pages(191018) Aerospace Co. - BainRossieDameLasriaNo ratings yet
- Toyota's Kaizen Experience CaseDocument11 pagesToyota's Kaizen Experience CaserahulsonlineNo ratings yet
- A. Company OverviewDocument12 pagesA. Company Overviewsauvik ghoshNo ratings yet
- RAychem Case AnalysisDocument11 pagesRAychem Case AnalysisRalph Vuitton100% (2)
- PDFDocument50 pagesPDFM Ali RazaNo ratings yet
- ROI of Engaged Vs Non-Engaged TeamsDocument4 pagesROI of Engaged Vs Non-Engaged TeamsZaid Al-rakhesNo ratings yet
- Summary The Coming of The New OrganizationDocument2 pagesSummary The Coming of The New OrganizationJc GereigeNo ratings yet
- Chapter 6 Capacity Planning: Operations Management: Processes and Supply Chains, 10e (Krajewski Et Al.)Document46 pagesChapter 6 Capacity Planning: Operations Management: Processes and Supply Chains, 10e (Krajewski Et Al.)Mustafa MangalNo ratings yet
- Past Questions As Level BusinessDocument8 pagesPast Questions As Level BusinessShanavaz AsokachalilNo ratings yet
- Capacity PlanningDocument47 pagesCapacity PlanningTubagus FarizNo ratings yet
- CH 06 Student Krajewski 9 eDocument26 pagesCH 06 Student Krajewski 9 eDanilyn UyNo ratings yet
- 06 Balanced Scorecard PDFDocument4 pages06 Balanced Scorecard PDFDeepak PathaniaNo ratings yet
- Inventory Management: Chapter 13 (Stevenson)Document51 pagesInventory Management: Chapter 13 (Stevenson)Farhad HussainNo ratings yet
- The Five Competitive Forces That Shape StrategyDocument10 pagesThe Five Competitive Forces That Shape StrategyDuong Do100% (1)
- Wilkins A Zurn Company Demand ForecastinDocument16 pagesWilkins A Zurn Company Demand ForecastinYogendra RathoreNo ratings yet
- Planning and Scheduling Operations: Cooper Tire and Rubber CompanyDocument35 pagesPlanning and Scheduling Operations: Cooper Tire and Rubber CompanyLeycrow RatzingerNo ratings yet
- Performance ManagementDocument18 pagesPerformance ManagementAkshayNo ratings yet
- Section A Group 6Document10 pagesSection A Group 6aniket vermaNo ratings yet
- VSMDocument13 pagesVSMnavingaikwad100% (1)
- Krajewski Om12 02Document69 pagesKrajewski Om12 02Keana Flowers100% (1)
- Operations Management IMTDocument32 pagesOperations Management IMTrishabhproptigerNo ratings yet
- World Class Manufacturing Performance Measurements: Buker, IncDocument22 pagesWorld Class Manufacturing Performance Measurements: Buker, IncNaresh DeshpandeNo ratings yet
- Strategy in ActionDocument51 pagesStrategy in ActionA. K. MohiuddinNo ratings yet
- Chapter 2 - Organizational Strategy & Project SelectionDocument27 pagesChapter 2 - Organizational Strategy & Project SelectionAliImranNo ratings yet
- CAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGDocument14 pagesCAPACITY PLANNING, DECISION THEORY, PROCESS SELECTION AND FACILITY LAYOUT and LINEAR PROGRAMMINGJohn CkNo ratings yet
- 00 - Service Operations Management OutlineDocument6 pages00 - Service Operations Management OutlineSagar BadnakheNo ratings yet
- Aberdeen CHR Strategic Sourcing OrganizationDocument10 pagesAberdeen CHR Strategic Sourcing OrganizationWilson CasillasNo ratings yet
- Optimisation of Supply Chain of Smart ColoursDocument29 pagesOptimisation of Supply Chain of Smart ColoursPooja ShahNo ratings yet
- IGNOU MBA MS-94 Solved Assignment Dec 2012Document11 pagesIGNOU MBA MS-94 Solved Assignment Dec 2012Varinder AnandNo ratings yet
- MCS Case1-1Document10 pagesMCS Case1-1Rajesh K. PedhaviNo ratings yet
- Little's Law: Relating Average Flow Time, Throughput, and Average InventoryDocument65 pagesLittle's Law: Relating Average Flow Time, Throughput, and Average InventoryVerb8No ratings yet
- Sales & Wilkins, A Zurn Company Demand Forecasting: Group 7Document8 pagesSales & Wilkins, A Zurn Company Demand Forecasting: Group 7HEM BANSALNo ratings yet
- Capacity PlanningDocument35 pagesCapacity Planningsor_68mNo ratings yet
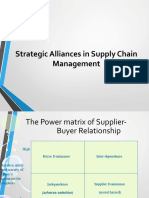
- Strategic Alliance in SCMDocument31 pagesStrategic Alliance in SCMRajeev RanjanNo ratings yet
- Chapter 3 - Performance Management and Strategic PlanningDocument29 pagesChapter 3 - Performance Management and Strategic PlanningDr.Nadeem SyedNo ratings yet
- Managing Demand and CapacityDocument21 pagesManaging Demand and CapacityheeyaNo ratings yet
- Operations Strategy and CompetitivenessDocument68 pagesOperations Strategy and CompetitivenessYonatanNo ratings yet
- A-CAT Corp Forecasting Paper - FinalDocument16 pagesA-CAT Corp Forecasting Paper - FinalunveiledtopicsNo ratings yet
- TQM Case AnalysisDocument3 pagesTQM Case AnalysisMikoto Mpap KujouNo ratings yet
- Simchi Levi3E SMDocument56 pagesSimchi Levi3E SMKhang HuynhNo ratings yet
- Business Strategy - MTC Supply Chain and Change Management - FY21Document18 pagesBusiness Strategy - MTC Supply Chain and Change Management - FY21RAKIB HOWLADERNo ratings yet
- Aggregate Planning 2Document49 pagesAggregate Planning 2Raj KumarNo ratings yet
- 05 - Network Design in Supply ChainDocument21 pages05 - Network Design in Supply ChainAfnanNo ratings yet
- Stevenson Chapter 13Document52 pagesStevenson Chapter 13TanimNo ratings yet
- Balanced Scorecard: Company: BETLAP WANIA Date: March 27, 2018Document2 pagesBalanced Scorecard: Company: BETLAP WANIA Date: March 27, 2018Jesper Marie TuraoNo ratings yet
- Assignment On Benchmarking: Total Quality ManagementDocument9 pagesAssignment On Benchmarking: Total Quality ManagementsureshsenNo ratings yet
- Case 1 - Steel Works - Group 3Document9 pagesCase 1 - Steel Works - Group 3Rahul KumarNo ratings yet
- Novo Nordisk A/S: Integrating Sustainability Into Business PracticeDocument32 pagesNovo Nordisk A/S: Integrating Sustainability Into Business PracticeSonali DhimmarNo ratings yet
- Benchmarking Activity - pptx1Document10 pagesBenchmarking Activity - pptx1Mary Rose Vilchez100% (1)
- Focussed FactoryDocument13 pagesFocussed FactoryjcspaiNo ratings yet
- Deolitte Manufacturing Service Revolution in Global Manufacturing 012006Document24 pagesDeolitte Manufacturing Service Revolution in Global Manufacturing 012006Rahul MehrotraNo ratings yet
- 5 Aggregate PlanningDocument26 pages5 Aggregate PlanningTejas Bhavsar100% (1)
- Hitt Et Al Strategic LeadershipDocument34 pagesHitt Et Al Strategic LeadershipCaraman ElenaNo ratings yet
- Value Chain Management Capability A Complete Guide - 2020 EditionFrom EverandValue Chain Management Capability A Complete Guide - 2020 EditionNo ratings yet
- CH 05 - Planning Capacity - 20231016 2Document29 pagesCH 05 - Planning Capacity - 20231016 2hsin ling wangNo ratings yet
- Krajewski OM11ge C04Document33 pagesKrajewski OM11ge C04Kalite YönetimiNo ratings yet
- Unit - 3-3 Capacity Planning and Facility LocationDocument46 pagesUnit - 3-3 Capacity Planning and Facility LocationalmazwmbashiraNo ratings yet
- Sales and Distribution Management: Name:Shivaraj Patil G D Reg. No:19MCMS047095 Course:MBA (Marketing)Document10 pagesSales and Distribution Management: Name:Shivaraj Patil G D Reg. No:19MCMS047095 Course:MBA (Marketing)annetteNo ratings yet
- IB Business Management NotesDocument101 pagesIB Business Management NotesJoey100% (1)
- Macro EconomicsDocument6 pagesMacro EconomicsCharl CentNo ratings yet
- Functional Level Strategy Hill and JonesDocument34 pagesFunctional Level Strategy Hill and JonesAmi KallalNo ratings yet
- Strategic Capacity ManagementDocument36 pagesStrategic Capacity ManagementRahul KhannaNo ratings yet
- UG022510 International GCSE in Business Studies 4BS0 For Web PDFDocument57 pagesUG022510 International GCSE in Business Studies 4BS0 For Web PDFAnonymous 8aj9gk7GCLNo ratings yet
- Economies of Scale and Diseconomies of ScaleDocument22 pagesEconomies of Scale and Diseconomies of ScaleHafizul RahmanNo ratings yet
- Operational Strategies - Scale & Resource Mix Operational Strategies - Scale & Resource MixDocument18 pagesOperational Strategies - Scale & Resource Mix Operational Strategies - Scale & Resource MixShobi DionelaNo ratings yet
- Section C:-Essay Questions: Q. Differentiate Between Economies of Scale and Diseconomies of ScaleDocument6 pagesSection C:-Essay Questions: Q. Differentiate Between Economies of Scale and Diseconomies of ScaleIqa IsyiqaNo ratings yet
- 1.6 Growth and EvolutionDocument28 pages1.6 Growth and EvolutionTita RachmawatiNo ratings yet
- WK 2b Chapter 17 Economies and Diseconomies of Scale Pages 124-131Document49 pagesWK 2b Chapter 17 Economies and Diseconomies of Scale Pages 124-131bardak twoNo ratings yet
- Bayne ClarenceDocument23 pagesBayne ClarenceAlex ANo ratings yet
- Econs Presentation 6 2022Document13 pagesEcons Presentation 6 2022chester pittappillilNo ratings yet
- Economies and DiseconomiesDocument11 pagesEconomies and DiseconomiesChitra GangwaniNo ratings yet
- IGCSE2009 Business Studies (4BS0) SpecificationDocument27 pagesIGCSE2009 Business Studies (4BS0) SpecificationHussain Ibn AliNo ratings yet
- Business GrowthDocument18 pagesBusiness GrowthNathhhNo ratings yet
- Scale of ProductionDocument9 pagesScale of ProductionOnindya MitraNo ratings yet
- Different Customers Have Different Tastes, Preferences, and Product NeedsDocument95 pagesDifferent Customers Have Different Tastes, Preferences, and Product NeedsGemechis BussaNo ratings yet
- Economies of Scale and ExamplesDocument30 pagesEconomies of Scale and ExamplesSalman KhanNo ratings yet
- MCQ - Economies of ScaleDocument6 pagesMCQ - Economies of Scaleiacharjee100% (1)
- Business Growth-1Document11 pagesBusiness Growth-1Samanth BhoopalamNo ratings yet
- Economies and Diseconomies of ScaleDocument15 pagesEconomies and Diseconomies of ScaleKp PrakashNo ratings yet
- Economies of ScaleDocument21 pagesEconomies of ScalewaqasahmadzNo ratings yet
- Unit 1 - Business OrganizationDocument17 pagesUnit 1 - Business Organizationadriana zugastiNo ratings yet
- Economies and Diseconomies of ScaleDocument2 pagesEconomies and Diseconomies of ScalesylveyNo ratings yet
- Enterprise, Business Growth and Size - Lesson 3Document6 pagesEnterprise, Business Growth and Size - Lesson 3Vimansa JayakodyNo ratings yet
- Chapter 20 FirmsDocument34 pagesChapter 20 FirmsIbrahim NafiuNo ratings yet
- BUSINESS ECONOMICS NOTES Unit-3 BBA 1stDocument17 pagesBUSINESS ECONOMICS NOTES Unit-3 BBA 1stRUBA NASIMNo ratings yet