0% found this document useful (0 votes)
76 viewsNondestructivetestingppt
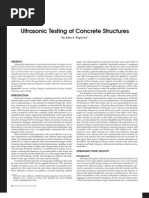
This document discusses non-destructive testing (NDT) techniques, including liquid penetrant testing, magnetic particle testing, ultrasonic testing, and radiographic testing. It describes the basic principles and processes for each technique, what types of defects they can detect, and provides examples of their applications in product evaluation and quality control without damaging the materials or components being tested.
Uploaded by
Tim NguyenCopyright
© © All Rights Reserved
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
76 viewsNondestructivetestingppt
This document discusses non-destructive testing (NDT) techniques, including liquid penetrant testing, magnetic particle testing, ultrasonic testing, and radiographic testing. It describes the basic principles and processes for each technique, what types of defects they can detect, and provides examples of their applications in product evaluation and quality control without damaging the materials or components being tested.
Uploaded by
Tim NguyenCopyright
© © All Rights Reserved
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
/ 24