0% found this document useful (0 votes)
20 viewsLecture Notes-Chapter 1
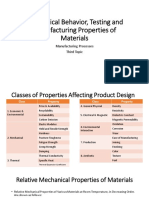
The document introduces engineering materials including metals, ceramics, polymers and composites. It discusses their properties and different types of material testing methods like tensile, compression and hardness tests.
Uploaded by
sethupanic macanic gamedzeCopyright
© © All Rights Reserved
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
20 viewsLecture Notes-Chapter 1
The document introduces engineering materials including metals, ceramics, polymers and composites. It discusses their properties and different types of material testing methods like tensile, compression and hardness tests.
Uploaded by
sethupanic macanic gamedzeCopyright
© © All Rights Reserved
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
/ 67