Electron Beam Welding
Electron Beam Welding
Download as pptx, pdf, or txt
You might also like
- Schaum's Outline of Electromagnetics, Fifth EditionFrom EverandSchaum's Outline of Electromagnetics, Fifth EditionRating: 4.5 out of 5 stars4.5/5 (2)
- Thin Film Phenomena: Kasturi L. ChopraDocument11 pagesThin Film Phenomena: Kasturi L. ChopraSubham AdhikariNo ratings yet
- Inspection and Test Plan For Power TransformerDocument10 pagesInspection and Test Plan For Power TransformerpaolocparreraNo ratings yet
- Crate Pa4-Complete SMDocument2 pagesCrate Pa4-Complete SMrobert starNo ratings yet
- Modeling Control ExampleDocument252 pagesModeling Control Examplebudi_umm100% (1)
- Electron Beam Welding: Submitted byDocument13 pagesElectron Beam Welding: Submitted byTanmay WalkeNo ratings yet
- Electron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiDocument11 pagesElectron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiLeonard PawanNo ratings yet
- UNIT_5 Lecture NotesDocument19 pagesUNIT_5 Lecture NotesKothakota harishNo ratings yet
- Electron Beam Welding: Definition, Construction, Working, Applications, Advantages, and Disadvantages (Notes With PDF)Document5 pagesElectron Beam Welding: Definition, Construction, Working, Applications, Advantages, and Disadvantages (Notes With PDF)Tangina TamannaNo ratings yet
- Proc.-6 Advanced Welding ProcessesDocument28 pagesProc.-6 Advanced Welding ProcessesRaghu vamshiNo ratings yet
- Proc.-06 Advanced Welding ProcessesDocument28 pagesProc.-06 Advanced Welding ProcessesK JeevanNo ratings yet
- 3.electron Beam WeldingDocument12 pages3.electron Beam WeldingAnil KumarNo ratings yet
- Advance Welding 11Document6 pagesAdvance Welding 11Isaac BaidooNo ratings yet
- Advanced Manufacturing Process CH-4Document47 pagesAdvanced Manufacturing Process CH-4Seare TekesteNo ratings yet
- Cách Kiểm Tra Lớp Xi MạDocument3 pagesCách Kiểm Tra Lớp Xi Mạzenotv2No ratings yet
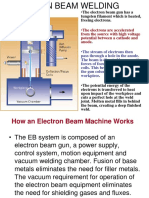
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- Laporan Praktikum Proses Manufaktur 2 Kelompok S25 Modul PM2-01 Shift Sabtu Siang PDFDocument30 pagesLaporan Praktikum Proses Manufaktur 2 Kelompok S25 Modul PM2-01 Shift Sabtu Siang PDFGilang Tito F.No ratings yet
- 8B-Electron Beam Machining (EBM) Welding (EBW)Document19 pages8B-Electron Beam Machining (EBM) Welding (EBW)HARSHVARDHAN SINGH RATHORE0% (1)
- NTM Mod5Document47 pagesNTM Mod5Vishnu K CNo ratings yet
- CHAPTER 7 - WeldingDocument34 pagesCHAPTER 7 - WeldingMuhamad Haikal OthmanNo ratings yet
- EBWDocument21 pagesEBWbathinsreenivasNo ratings yet
- Electron Beam WeldingDocument25 pagesElectron Beam Weldingகார்த்திகேயன் ராஜன்No ratings yet
- UNIT_4 Lecture NotesDocument16 pagesUNIT_4 Lecture NotesKothakota harishNo ratings yet
- BTM4723 Adv Welding Process Fusion WeldingDocument26 pagesBTM4723 Adv Welding Process Fusion WeldingMas Ayu HassanNo ratings yet
- 40 Non Conventional MachiningDocument20 pages40 Non Conventional MachiningPRASAD326100% (6)
- Advanced Welding Processes PDFDocument9 pagesAdvanced Welding Processes PDFlovaldes62100% (1)
- Band1 Fundamentals NeuDocument102 pagesBand1 Fundamentals Neus_m_taheri100% (1)
- Advanced Welding ProcessesDocument8 pagesAdvanced Welding ProcessesbabbiNo ratings yet
- Ebm and LBMDocument20 pagesEbm and LBMVaibhav KakkarNo ratings yet
- Electromagnetic Forming - Hani Aziz AmeenDocument46 pagesElectromagnetic Forming - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Las Busur KD 4 (32) InggDocument32 pagesLas Busur KD 4 (32) Inggdwisuko12No ratings yet
- Working Principle: Laser Beam WeldingDocument14 pagesWorking Principle: Laser Beam WeldingAkash KumarNo ratings yet
- Electron Microscopes Used For CharacterizationDocument63 pagesElectron Microscopes Used For CharacterizationAishik Roy ChaudhuryNo ratings yet
- Lab Report WeldingDocument15 pagesLab Report WeldingAhmad ZafranNo ratings yet
- ElectronbeamweldingDocument45 pagesElectronbeamweldingzerogravityNo ratings yet
- Electron Beam MachiningDocument14 pagesElectron Beam MachiningDoopukuntla SmithaNo ratings yet
- Ebw LBWDocument58 pagesEbw LBWAnish AmanNo ratings yet
- Lessons 123Document14 pagesLessons 123PULLONA IAN JOSEPH T.No ratings yet
- Finite-Element Simulation of Electron Beam Machining (EBM) ProcessDocument6 pagesFinite-Element Simulation of Electron Beam Machining (EBM) ProcessBabbu MehraNo ratings yet
- Unesco - Eolss Sample Chapters: High Energy Density Welding ProcessesDocument9 pagesUnesco - Eolss Sample Chapters: High Energy Density Welding ProcessesRuham Pablo ReisNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Ultrasonic Welding Forge WeldingDocument6 pagesUltrasonic Welding Forge WeldingPradneshNo ratings yet
- Electroslag WeldingDocument10 pagesElectroslag WeldingNazmul Ahsan100% (1)
- Advanced WeldingDocument42 pagesAdvanced WeldingMebrahtom LuelNo ratings yet
- Electron Beam MachiningDocument30 pagesElectron Beam Machiningmehedi hasanNo ratings yet
- IIT Kharagpur: 1.1 Introduction To Electron Beam WeldingDocument16 pagesIIT Kharagpur: 1.1 Introduction To Electron Beam Weldingrajaraji33No ratings yet
- Elecron Beam MachiningDocument9 pagesElecron Beam Machiningpatel ketanNo ratings yet
- Chapter 1 Metal Welding 73Document36 pagesChapter 1 Metal Welding 73srinivasantakapalliNo ratings yet
- Electron Beam MachiningDocument9 pagesElectron Beam MachiningductuanvvNo ratings yet
- Unit - I: Electron Beam WeldingDocument15 pagesUnit - I: Electron Beam Weldingapi-271354682No ratings yet
- Shielded Metal Arc Welding Principles: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Principles: Chapter ObjectivesWilly UioNo ratings yet
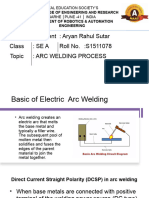
- Aryan 71Document9 pagesAryan 71Aryan SutarNo ratings yet
- Production Technology: Electron Beam MachiningDocument14 pagesProduction Technology: Electron Beam MachiningFuxNo ratings yet
- 1998台湾 使用不同进给电极对孔进行电抛光和电抛光 Journal of Materials Processing Technology1Document7 pages1998台湾 使用不同进给电极对孔进行电抛光和电抛光 Journal of Materials Processing Technology1bakereskathryn860No ratings yet
- Design and Fabrication 10kva Arc Welding MachineDocument13 pagesDesign and Fabrication 10kva Arc Welding MachineSunday Iweriolor100% (1)
- PB3 1Document5 pagesPB3 1womini1025No ratings yet
- NTM Assigment Topic: Electron Beam Machining: Name: Venu Kabra USN: 1RV07ME115 Branch: Mecanical Sem: 7 "C"Document19 pagesNTM Assigment Topic: Electron Beam Machining: Name: Venu Kabra USN: 1RV07ME115 Branch: Mecanical Sem: 7 "C"Venu KabraNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
- Home-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsFrom EverandHome-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsNo ratings yet
- Unit-Wise Important QuestionsDocument2 pagesUnit-Wise Important QuestionsThangam MaheshNo ratings yet
- Brochure For CTPT AnalyzerDocument6 pagesBrochure For CTPT AnalyzerBogdan IlieNo ratings yet
- Series Circuits: Prepared By: Alexander T. Montero, Ree, RmeDocument45 pagesSeries Circuits: Prepared By: Alexander T. Montero, Ree, RmeMarc Jairro GajudoNo ratings yet
- Calibration PH MeterDocument17 pagesCalibration PH MeterjeysonmacaraigNo ratings yet
- Ac Axial Fan FP-108-1: FP-108-1 Weight: Bearing System: Impeller: HousingDocument1 pageAc Axial Fan FP-108-1: FP-108-1 Weight: Bearing System: Impeller: HousingazitaggNo ratings yet
- Wireless World 1975 05 PDFDocument148 pagesWireless World 1975 05 PDFAleksandar AndjelkovicNo ratings yet
- RDE10.1 Datasheet enDocument8 pagesRDE10.1 Datasheet enReparatii CncNo ratings yet
- Diagnostics of WeldedDocument9 pagesDiagnostics of WeldedsmeykelNo ratings yet
- Silicon NPN Power Transistors: Savantic Semiconductor Product SpecificationDocument4 pagesSilicon NPN Power Transistors: Savantic Semiconductor Product SpecificationDjalma MotaNo ratings yet
- 02-Grounding Systems ENDocument10 pages02-Grounding Systems ENShahzad NazirNo ratings yet
- BR6 Serisi ManuelDocument2 pagesBR6 Serisi ManuelTodi FindraNo ratings yet
- DC Machines Lab Manual PDFDocument54 pagesDC Machines Lab Manual PDFMuralichintakailuNo ratings yet
- Scelleuse de Tube - Sang - Manual - Cr4aa - Cr6aa - Cr6psaa - Eng - 04Document36 pagesScelleuse de Tube - Sang - Manual - Cr4aa - Cr6aa - Cr6psaa - Eng - 04Med KerroumNo ratings yet
- Contents:-1. Transformer 2. Working Principle of Transformer 3. Parts of TransformerDocument31 pagesContents:-1. Transformer 2. Working Principle of Transformer 3. Parts of TransformerNabhaite GurpreetNo ratings yet
- Avani Rev 1.10 2016-2017Document4 pagesAvani Rev 1.10 2016-2017Mayank SharmaNo ratings yet
- Controller Unit and Expansion Module: Installation GuideDocument4 pagesController Unit and Expansion Module: Installation Guideashraf haniaNo ratings yet
- RV4 65B R5 V2 Product SpecificationDocument5 pagesRV4 65B R5 V2 Product SpecificationMario Alvarez GarciaNo ratings yet
- Basic Concepts in Rotating MachinesDocument8 pagesBasic Concepts in Rotating MachinesNeerajNo ratings yet
- Modeling, Simulation and Performance Analysis of Solar PVDocument14 pagesModeling, Simulation and Performance Analysis of Solar PVRicardo AguilarNo ratings yet
- Electrodynamics Revisited (New) ABCD (2019)Document72 pagesElectrodynamics Revisited (New) ABCD (2019)Meena NadeemNo ratings yet
- ATV312HU55N4Document3 pagesATV312HU55N4BianNo ratings yet
- ETE-3 Service ManualDocument19 pagesETE-3 Service Manualalex3712No ratings yet
- IEEE Standard DICTIONARY of Electrical and Electronic TermsDocument9 pagesIEEE Standard DICTIONARY of Electrical and Electronic TermsChamparret SosaNo ratings yet
- Mod5 - MECHATRONICS IN ROBOTICSDocument34 pagesMod5 - MECHATRONICS IN ROBOTICSDeepa Ragav RNo ratings yet
- Acdc - DC Motor - Lecture Notes 5Document30 pagesAcdc - DC Motor - Lecture Notes 5Cllyan Reyes100% (2)
- Data Sheet 6ES7326-2BF40-0AB0: Supply VoltageDocument3 pagesData Sheet 6ES7326-2BF40-0AB0: Supply VoltageAlexandre De Alencar FerreiraNo ratings yet