Energy Engineering 2
Energy Engineering 2
Download as pptx, pdf, or txt
You might also like
- LAB 3: Periodic Properties: With ExtensionDocument6 pagesLAB 3: Periodic Properties: With ExtensionYoon Yoon57% (7)
- ISRI Scrap Specifications CircularDocument61 pagesISRI Scrap Specifications CircularParaag AgrawalNo ratings yet
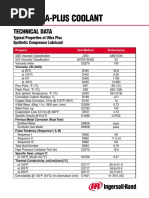
- After SSR Ultra-Plus CoolantDocument2 pagesAfter SSR Ultra-Plus CoolantGilarHerlianaPutra100% (1)
- Natural Gas Removal of Hydrogen SulphideDocument6 pagesNatural Gas Removal of Hydrogen SulphidefailureanalystNo ratings yet
- Acid Gas TreatingDocument33 pagesAcid Gas TreatingEbenezer Amoah-KyeiNo ratings yet
- GasSweetening WorkshopDocument34 pagesGasSweetening Workshophrijucse100% (3)
- Gas TreatmentDocument60 pagesGas TreatmentMusab AhmedNo ratings yet
- Economic Sulphur RecoveryDocument26 pagesEconomic Sulphur Recoverydavid.menendez77No ratings yet
- Natural Gas Sweetening Process DesignDocument13 pagesNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Acid Gas TreatingDocument28 pagesAcid Gas TreatingFaisal NadeemNo ratings yet
- Environmental Aspects of Petroleum RefiningDocument5 pagesEnvironmental Aspects of Petroleum RefiningvsrslmNo ratings yet
- Student Lecture 11 Field Processing and Treatment of Natural GasDocument38 pagesStudent Lecture 11 Field Processing and Treatment of Natural GasAjaykumarNo ratings yet
- CP PC 2Document42 pagesCP PC 2Priyanka NagpureNo ratings yet
- 12pg142 146 Dehydration and Sweetening of Natural Gas 160214194840Document16 pages12pg142 146 Dehydration and Sweetening of Natural Gas 160214194840Muhammad sherazNo ratings yet
- Gas Treatment Processes-1Document17 pagesGas Treatment Processes-1m sohailNo ratings yet
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Document39 pagesUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaNo ratings yet
- Production of Arbon DioxideDocument29 pagesProduction of Arbon DioxideAhmed MajidNo ratings yet
- Natural-Gas Processing Is A ComplexDocument7 pagesNatural-Gas Processing Is A ComplexstephanoupolusNo ratings yet
- Natural Gas ProcessingDocument35 pagesNatural Gas ProcessingAleem AhmedNo ratings yet
- CHAPTER 4 Jan 2022 Natural Gas 2Document67 pagesCHAPTER 4 Jan 2022 Natural Gas 2Intan HoranNo ratings yet
- Selection of Technologies For Gas Plant NaturalDocument15 pagesSelection of Technologies For Gas Plant NaturaljxlNo ratings yet
- Report 2018uch1632 - 1633Document10 pagesReport 2018uch1632 - 1633Shivam MishraNo ratings yet
- Teknologi Pemrosesan Gas (TKK 564)Document31 pagesTeknologi Pemrosesan Gas (TKK 564)Ari DudamelNo ratings yet
- Gas Treating and ProcessingDocument3 pagesGas Treating and ProcessingRoger AP100% (1)
- Sweetening of Natural GasDocument34 pagesSweetening of Natural GasArchana Balikram RNo ratings yet
- Petrochemicals From Shale Gas: CHL 112 - Term ReportDocument9 pagesPetrochemicals From Shale Gas: CHL 112 - Term ReportBhanu Mittal100% (1)
- NGDocument23 pagesNGEngr. Md. Tipu SultanNo ratings yet
- Safety and Environmental Aspects in Refining: 1-Air QualityDocument7 pagesSafety and Environmental Aspects in Refining: 1-Air QualityGhazy alshyalNo ratings yet
- Coal GasificationDocument4 pagesCoal Gasificationgg5brw4r5rNo ratings yet
- Acid GasTreatment & Sulfur RecoveryDocument28 pagesAcid GasTreatment & Sulfur Recoveryzorro21072107100% (1)
- Chapter 1Document5 pagesChapter 1Sehrish ZaidiNo ratings yet
- Cryogenics 9Document11 pagesCryogenics 9Cupa no DensetsuNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- s3 - Sweetening ProcessDocument38 pagess3 - Sweetening ProcessMd Abid AfridiNo ratings yet
- Done Lecture 4 - Natural Gas Sweetening 1Document52 pagesDone Lecture 4 - Natural Gas Sweetening 1agbesiprojectsNo ratings yet
- NG Engineering by Engr DR CIC AnyadiegwuDocument31 pagesNG Engineering by Engr DR CIC Anyadiegwudavidchinedu008No ratings yet
- Air Polluition ControlDocument37 pagesAir Polluition ControlGendewa Tunas RancakNo ratings yet
- Sour Gas ProcessingDocument5 pagesSour Gas ProcessingihllhmNo ratings yet
- W12 Control of SOxDocument69 pagesW12 Control of SOxNUR IZWANA BINTI IZAUDDINNo ratings yet
- Amine Gas TreatingDocument3 pagesAmine Gas Treatinghmudassir_1No ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- l 10neutralizationDocument41 pagesl 10neutralizationMahendra KumarNo ratings yet
- Natural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byDocument4 pagesNatural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byLavenia Alou MagnoNo ratings yet
- LPGDocument13 pagesLPGsoheilkhosh3311No ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument23 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall Semestermalak100% (1)
- Gabungan Desulfurisasi Ta1Document75 pagesGabungan Desulfurisasi Ta1Rizki MuharomNo ratings yet
- Taylor CraigDocument11 pagesTaylor CraigPhani KumarNo ratings yet
- Sour Gas Processing PDFDocument1 pageSour Gas Processing PDFElavarasan Ramalingam0% (1)
- Gas SweetingDocument86 pagesGas SweetingAlind doskyNo ratings yet
- SWEETNINGDocument80 pagesSWEETNINGadityarajchikkalaNo ratings yet
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Overview of Gas ProcessingDocument74 pagesOverview of Gas Processinghoangduy7696100% (1)
- Hydrogen ProductionDocument14 pagesHydrogen ProductionAbid YusufNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Carbondioxide ScrubberDocument8 pagesCarbondioxide ScrubberSameer ChalkeNo ratings yet
- Lecture 2 Inorganic Industries 2019Document41 pagesLecture 2 Inorganic Industries 2019Mohamed AbdelaalNo ratings yet
- What Is Natural GasDocument7 pagesWhat Is Natural GasmohamedNo ratings yet
- Natural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryFrom EverandNatural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryNo ratings yet
- Global Warming and the Power of Garbage - A Radical Concept for Cost-Effective CO2 ReductionFrom EverandGlobal Warming and the Power of Garbage - A Radical Concept for Cost-Effective CO2 ReductionNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- Heat Treatment Equipment Catalogue: Leading Innovators in Thermal TechnologyDocument25 pagesHeat Treatment Equipment Catalogue: Leading Innovators in Thermal Technologyjacob thangamNo ratings yet
- Definition of Loads: Type of Occupancy: 4-Storey Hotel Building Loading UsedDocument37 pagesDefinition of Loads: Type of Occupancy: 4-Storey Hotel Building Loading UsedEllehcir DandoNo ratings yet
- MS FOR CAST IN PLACE CONCRETE - Rev. 01Document23 pagesMS FOR CAST IN PLACE CONCRETE - Rev. 01Goku Saito100% (1)
- BCS-CRM 112 Mar2014Document3 pagesBCS-CRM 112 Mar2014Ishmael WoolooNo ratings yet
- 5.1 (A) Bhel B.O.QDocument20 pages5.1 (A) Bhel B.O.Qdeepti sharmaNo ratings yet
- 36 - Benzoates in FireworksDocument9 pages36 - Benzoates in FireworksHenryNo ratings yet
- Galvanizing ChecklistDocument1 pageGalvanizing ChecklistআসিফহাসানখানNo ratings yet
- Installation Instructions: Full Size Tumble Action WashersDocument12 pagesInstallation Instructions: Full Size Tumble Action WashersGabriel Alexandru GhitaNo ratings yet
- Tinjauan Pemanfaatan Sludge Cake Pabrik Pulp Kraft Sebagai Energi Alternatif Melalui Proses GasifikasiDocument14 pagesTinjauan Pemanfaatan Sludge Cake Pabrik Pulp Kraft Sebagai Energi Alternatif Melalui Proses Gasifikasiboy.jansen4455No ratings yet
- 8.2.07 Nomenclature of Coordination ComplexesDocument5 pages8.2.07 Nomenclature of Coordination ComplexesSantino MusaNo ratings yet
- J Msea 2016 06 014Document6 pagesJ Msea 2016 06 014Sandolu Samuel TeoNo ratings yet
- JED-838-1 en ADocument2 pagesJED-838-1 en ApandiyanssnNo ratings yet
- A Practical Treatise On HeatDocument371 pagesA Practical Treatise On Heatraghav_pcb6700No ratings yet
- Test Questionnaire Science 7 - 2nd QuarterDocument2 pagesTest Questionnaire Science 7 - 2nd Quartertrexia autidaNo ratings yet
- Presentation Outotec Mercury Removal Technologies. August 24 2011. - Eng + KinesiskaDocument22 pagesPresentation Outotec Mercury Removal Technologies. August 24 2011. - Eng + KinesiskaÅke HolmströmNo ratings yet
- Astm D-3721Document2 pagesAstm D-3721CALIDAD MABRATEXNo ratings yet
- Descripciones de Los Ciclos de La Lavadora WhirlpoolDocument6 pagesDescripciones de Los Ciclos de La Lavadora WhirlpoolgoyitoNo ratings yet
- Ammonia Form 4Document21 pagesAmmonia Form 4Fira SyafiqahNo ratings yet
- Crestabond M1-10 EN Aug17Document3 pagesCrestabond M1-10 EN Aug17Josep BalliuNo ratings yet
- Strengthening Structures Using FRP Composite MaterialsDocument89 pagesStrengthening Structures Using FRP Composite MaterialsbabiaaaNo ratings yet
- SP 11 Nov2013Document4 pagesSP 11 Nov2013Fredy Xavier DomínguezNo ratings yet
- Arvind Textile Internship Report-Final 2015Document50 pagesArvind Textile Internship Report-Final 2015Divyanshu Sagar0% (1)
- Badapanda2013 Article DiffusePhaseTransitionBehaviorDocument6 pagesBadapanda2013 Article DiffusePhaseTransitionBehaviorduong nguyenNo ratings yet
- Strongcoat 400 - TDSDocument4 pagesStrongcoat 400 - TDSOsama Abu ShalthamNo ratings yet
- Primal As 8012Document3 pagesPrimal As 8012trabelsicyrine53No ratings yet
- Acids Bases - WorksheetDocument2 pagesAcids Bases - WorksheetMustafa Haider100% (1)
- ABRO 3450 Foil/Skrim/Kraft (FSK) Sealing Tape: Product InformationDocument1 pageABRO 3450 Foil/Skrim/Kraft (FSK) Sealing Tape: Product InformationKhabbab Hussain K-hNo ratings yet