




























































































1. technical textiles
- 1. Technical Textiles By: Granch Berhe 2015
- 2. Textile product manufactured primarily for its performance and functional properties rather than aesthetic or decorative characteristics Technical Textiles What is Technical Textile? Granch Berhe 2015
- 3. Some of the common products of technical textiles are:- Granch Berhe 2015
- 4. Agro – tech Agriculture, horticulture and forestry BUILD – tech Building and construction CLOTH – tech Technical components of shoes and clothing GEO – tech Geotextiles, civil engineering HOME – tech Components of furniture, household textiles and floor coverings INDU – tech Filtration, cleaning and other industrial usage SEGMENTS OF TECHNICAL TEXTILES Granch Berhe 2015
- 5. MEDI – tech Hygiene and medical MOBIL – tech Automobiles, shipping, railways and aerospace OEKO – tech Environmental protection PACK – tech Packaging PRO – tech Personal and property protection SPORT – tech Sport and leisure Granch Berhe 2015
- 6. MATERIALS FOR TECHNICAL TEXTILES 1. Regular/Generic fibers • Natural fibers: Cotton, silk, wool, jute, hamp, ramie, flax • Regenerated fibers: Viscose, Lyocell. • Synthetic fibers: Nylon, PET, PP, Acrylic. 2. Specialty variants of regular/generic fibers • Flame retardant • Super absorbent • Antimicro bacterial • Ultra fine fibers. etc. 3. High tech/high performance fibers: • High chemical- and combustion-resistant organic fibres: Nomex, Kevlar • High performance inorganic fibres: Glass, Asbestos, Carbon Granch Berhe 2015
- 7. Generic Fibers Granch Berhe 2015
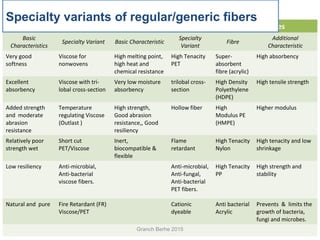
- 8. Viscose Polyester Other fibres Basic Characteristics Specialty Variant Basic Characteristic Specialty Variant Fibre Additional Characteristic Very good softness Viscose for nonwovens High melting point, high heat and chemical resistance High Tenacity PET Super- absorbent fibre (acrylic) High absorbency Excellent absorbency Viscose with tri- lobal cross-section Very low moisture absorbency trilobal cross- section High Density Polyethylene (HDPE) High tensile strength Added strength and moderate abrasion resistance Temperature regulating Viscose (Outlast ) High strength, Good abrasion resistance,, Good resiliency Hollow fiber High Modulus PE (HMPE) Higher modulus Relatively poor strength wet Short cut PET/Viscose Inert, biocompatible & flexible Flame retardant High Tenacity Nylon High tenacity and low shrinkage Low resiliency Anti-microbial, Anti-bacterial viscose fibers. Anti-microbial, Anti-fungal, Anti-bacterial PET fibers. High Tenacity PP High strength and stability Natural and pure Fire Retardant (FR) Viscose/PET Cationic dyeable Anti bacterial Acrylic Prevents & limits the growth of bacteria, fungi and microbes. Specialty variants of regular/generic fibers Granch Berhe 2015
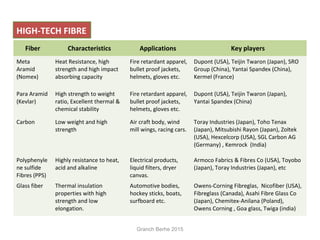
- 9. Fiber Characteristics Applications Key players Meta Aramid (Nomex) Heat Resistance, high strength and high impact absorbing capacity Fire retardant apparel, bullet proof jackets, helmets, gloves etc. Dupont (USA), Teijin Twaron (Japan), SRO Group (China), Yantai Spandex (China), Kermel (France) Para Aramid (Kevlar) High strength to weight ratio, Excellent thermal & chemical stability Fire retardant apparel, bullet proof jackets, helmets, gloves etc. Dupont (USA), Teijin Twaron (Japan), Yantai Spandex (China) Carbon Low weight and high strength Air craft body, wind mill wings, racing cars. Toray Industries (Japan), Toho Tenax (Japan), Mitsubishi Rayon (Japan), Zoltek (USA), Hexcelcorp (USA), SGL Carbon AG (Germany) , Kemrock (India) Polyphenyle ne sulfide Fibres (PPS) Highly resistance to heat, acid and alkaline Electrical products, liquid filters, dryer canvas. Armoco Fabrics & Fibres Co (USA), Toyobo (Japan), Toray Industries (Japan), etc Glass fiber Thermal insulation properties with high strength and low elongation. Automotive bodies, hockey sticks, boats, surfboard etc. Owens-Corning Fibreglas, Nicofiber (USA), Fibreglass (Canada), Asahi Fibre Glass Co (Japan), Chemitex-Anilana (Poland), Owens Corning , Goa glass, Twiga (india) HIGH-TECH FIBRE Granch Berhe 2015
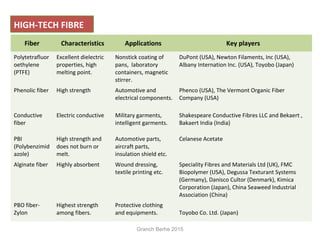
- 10. Fiber Characteristics Applications Key players Polytetrafluor oethylene (PTFE) Excellent dielectric properties, high melting point. Nonstick coating of pans, laboratory containers, magnetic stirrer. DuPont (USA), Newton Filaments, Inc (USA), Albany Internation Inc. (USA), Toyobo (Japan) Phenolic fiber High strength Automotive and electrical components. Phenco (USA), The Vermont Organic Fiber Company (USA) Conductive fiber Electric conductive Military garments, intelligent garments. Shakespeare Conductive Fibres LLC and Bekaert , Bakaert India (India) PBI (Polybenzimid azole) High strength and does not burn or melt. Automotive parts, aircraft parts, insulation shield etc. Celanese Acetate Alginate fiber Highly absorbent Wound dressing, textile printing etc. Speciality Fibres and Materials Ltd (UK), FMC Biopolymer (USA), Degussa Texturant Systems (Germany), Danisco Cultor (Denmark), Kimica Corporation (Japan), China Seaweed Industrial Association (China) PBO fiber- Zylon Highest strength among fibers. Protective clothing and equipments. Toyobo Co. Ltd. (Japan) HIGH-TECH FIBRE Granch Berhe 2015
- 11. SEGMENT WISE CONSUMPTION OF FIBRES Granch Berhe 2015
- 12. Clothing Textiles Technical components of shoes and clothing e.g. linings All the natural, man made and Synthetic Fibers Granch Berhe 2015
- 13. Home Textiles Technical components of furniture, household textiles & floorcoverings Acetates, acrylics, polyester, natural fibers….. Granch Berhe 2015
- 14. Geo textiles Geotexiles and civil engineering materials Jute, coir, Polypropylene, Polyester, Polyethylene, polyvinyl chloride, Polyamide, Aramids Granch Berhe 2015
- 16. Industrial textiles Filtration, conveying, cleaning etc Nylon, polyester, polypropylene, glass fibers…. Granch Berhe 2015
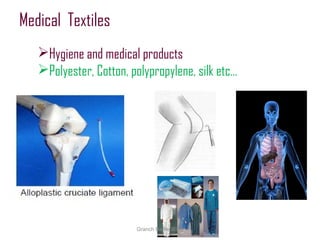
- 17. Medical Textiles Hygiene and medical products Polyester, Cotton, polypropylene, silk etc… Granch Berhe 2015
- 18. Wound dressing Chronic wounds: 6.5 million people - $25 billion Impaired healing – Inflammation stage is prolonged Resistance to antibiotics Silver impregnated dressings Alternative metals, e.g. zinc as well as non-metal bactericides Naturally derived compounds? Granch Berhe 2015
- 19. Extracorporeal devices- artificial kidney, liver, heart pacer and lung Granch Berhe 2015
- 20. Implantable materials- sutures, vascular grafts, artificial ligaments, cartilages, artificial joints, heart valves etc Granch Berhe 2015
- 23. Protective TextilesPersonal and property protection Nomex, kevlar fibers… Granch Berhe 2015
- 24. Sport Textiles Sport and leisure E.g Yatcht, Hot air balloons… Polyester, nylon, spandex, glass fibers….. Granch Berhe 2015
- 26. Packaging Textiles Packaging materials Polyethylene, polypropylene, glass fibers….. Granch Berhe 2015
- 27. Transportation Textiles Automobiles, shipping, railways and aerospace Polyester, nylon, glass, UHMWPE, aramids compsites, carbon fibers… Granch Berhe 2015
- 28. Agro Textiles Agriculture, horticulture, forestry and aquaculture textiles Polypropylene, polyester, polyethylene etc…… Granch Berhe 2015
- 29. Construction Textiles Building and construction textiles Kevlar, nomex, carbon fibers…… Granch Berhe 2015
- 30. Eco textile Textiles Environmental protection Carbon fibers….. Granch Berhe 2015
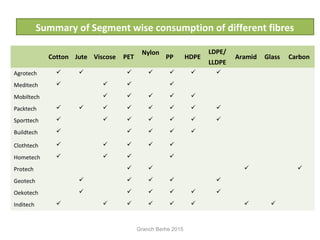
- 31. Cotton Jute Viscose PET Nylon PP HDPE LDPE/ LLDPE Aramid Glass Carbon Agrotech Meditech Mobiltech Packtech Sporttech Buildtech Clothtech Hometech Protech Geotech Oekotech Inditech Summary of Segment wise consumption of different fibres Granch Berhe 2015
- 32. Fiber stage Yarn stage Fabric stage Wet processing stage Technology at fibre, yarn, fabric and end conversion stage APPLICATION STAGES OF TECHNICAL TEXTILES Granch Berhe 2015
- 33. TECHNICAL FIBERS Granch Berhe 2015
- 34. USE OF NATURAL FIBERS AS TECHNICAL FIBERS Egyptians and Chinese used papyrus mats in foundation for reinforcement of buildings In recent past, synthetic fibers were used in floods in 1953 in Netherlands, it could be seen as start of geotextile Cotton bales in foundation for earthquake protection Cotton Granch Berhe 2015
- 35. Woo l Wool, a protein fiber, consumption second to cotton High extensible, natural waviness, trap air, low thermal conductivity, high thermal resistance, gives comfort and warmth Due to morphology of wool, some technical fibers have been produced Wool is comparatively fire retardant Zirconium-and titanium-treated wool has much higher for example Zirpro (IWS) wool used for fire proof padding in aero planes Granch Berhe 2015
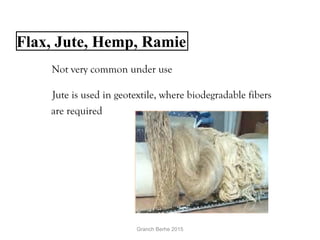
- 36. Flax, Jute, Hemp, Ramie Not very common under use Jute is used in geotextile, where biodegradable fibers are required Granch Berhe 2015
- 37. Silk Protein-based fiber produced naturally by the silkworm, Structurally similar to wool High tenacity, high luster and good dimensional stability. Used as luxury item, Biocompatibility and gradual disintegration an advantage in in medical textiles Silk used for military clothing, due to light weight and for protection from arrows. Commonly used by Mongolian armies Silk as wound dressing was very common by Chinese and Egyptian Granch Berhe 2015
- 38. REGENERATED FIBERS Viscose rayon was regenerated fibers in the early 1920s. Has inferior physical properties to cotton Improved shape has better tenacity in wet and dry conditions Textured and hollow viscose fibers are comparable to cotton Fire-retardant (FR) viscose introduced in the 1960s organophosphorous compounds Viscose rayon Granch Berhe 2015
- 39. • The fibre has relatively high uniformity, tenacity (16 – 30 cN/tex) and modulus, especially if impregnated with rubber. Its moisture content is about 3 % and 16 – 22 % extension at breake. • Applications in -automotive industry (timing), production of hygienic and sanitary products via nonwoven technology. Latest addition is Lyocell also known as Tencel (Acordis) environmentally friendly production method (non-toxic N-methyl morpholine oxide solvent – recyclable) Lyocell Granch Berhe 2015
- 40. SYNTHETIC FIBERS Made from coal or oil Used in carpets, clothing, curtain, packaging Nylon 6.6 first fiber in 1939 by DuPont Many nylon fibers known as polyamides produced by using melt extrusion, many cross-sectional shapes are possible High extensibility, significant recovery, more dimensional stability, low moisture Nylon Granch Berhe 2015
- 41. • characterized by high tenacity (35 – 90 cN/tex), elasticity (15 – 60 %), resistance to abrasion and moisture (3 – 5 %). • Capability of energy resilience is a condition for an application in manufacturing climbing ropes and linen for parachutes and sail fabrics. • The typical application of polyamide is for reinforcing tires for use at low quality roads and of road vehicles Granch Berhe 2015
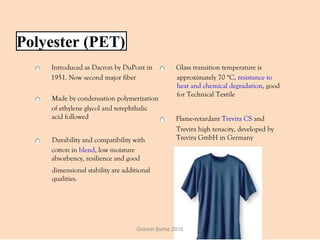
- 42. Polyester (PET) Introduced as Dacron by DuPont in 1951. Now second major fiber Made by condensation polymerization of ethylene glycol and terephthalic acid followed Durability and compatibility with cotton in blend, low moisture absorbency, resilience and good dimensional stability are additional qualities. Glass transition temperature is approximately 70 °C, resistance to heat and chemical degradation, good for Technical Textile Flame-retardant Trevira CS and Trevira high tenacity, developed by Trevira GmbH in Germany Granch Berhe 2015
- 43. Acrylic Polyacrylic fibers produced by the polymerization of acrylonitrile Orlon14 was produced by DuPont. Acrilan15 produced by Monsanto and Courtelle, Wool-like characteristics. Chemically modified acrylics has low burning behavior and having high absorbency, applicable in hygiene and medical care Granch Berhe 2015
- 44. Polyolefin fibers Include both polyethylene and polypropylene made by addition polymerization of ethylene and propylene Polyethylene has moderate physical properties with a low melting temperature of about 110 °C for its low density form and about 140 °C for its high density form which severely restricts its application in low temperature applications. Polypropylene has better mechanical properties and can withstand temperatures of up to 140 °C before melting at about 170°C. Polyolefine fibres are low price, low specific gravity (0.90 – 0.96 g´cm–3), good abrasion resistance, and low moisture content (0 %). Replaced jute in packing equipment, ropes, base fabric for floor coverings, linings for upholstery, technical nets etc Granch Berhe 2015
- 45. • Low melting temperature of polyolefines is an advantage for application in manufacturing of nonwoven by thermal bonding. • Both polymers have a density less than that of water which allows them to float as ropes, nets and other similar applications. • The availability, low cost and good resistance to acid and alkaline environments of polypropylene has greatly influenced its growth and substantial use in geotextile applications • High water repellency of PP finds application in manufacturing of diapers and special thermo-physiological clothing, where two employed layers are: hydrophobic and hydrophilic, and the wicks made of PP enable transport of the liquidGranch Berhe 2015
- 46. PE and PP Granch Berhe 2015
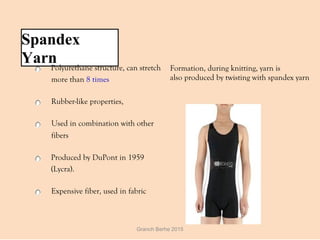
- 47. Spandex Yarn Polyurethane structure, can stretch more than 8 times Rubber-like properties, Used in combination with other fibers Produced by DuPont in 1959 (Lycra). Expensive fiber, used in fabric Formation, during knitting, yarn is also produced by twisting with spandex yarn Granch Berhe 2015
- 48. Functional and High Performance Fibers Driven by special technical functions Posses unique properties Some of the most prominent of these properties High tensile strength and stiffness High temperature resistance High flame retardant ability High chemical resistance FIBRE PRODUCTION The latest technologies for spinning of high performance fibers are Dry-Jet-Wet Spinning Gel-Spinning Processes.Granch Berhe 2015
- 49. HIGH PERFORMANCE ORGANIC FIBERS Granch Berhe 2015
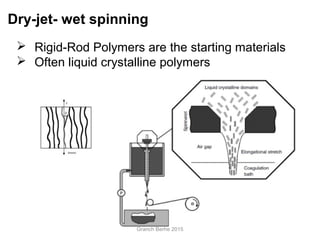
- 50. Dry-jet- wet spinning Rigid-Rod Polymers are the starting materials Often liquid crystalline polymers Granch Berhe 2015
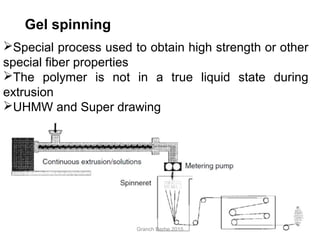
- 51. Gel spinning Special process used to obtain high strength or other special fiber properties The polymer is not in a true liquid state during extrusion UHMW and Super drawing Granch Berhe 2015
- 52. Aramid Fibers Long-chain synthetic polyamide at least 85% amide (-CO-NH-) linkages are attached directly between two aromatic ring. Molecular structure made of linked Benzene rings and amide bonds Aromatic Polyamides C O H2N R Amide Aromatic Aromatic polyamide Granch Berhe 2015
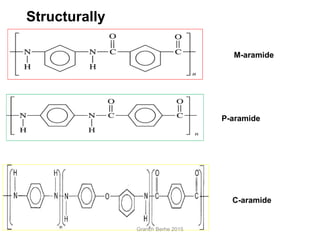
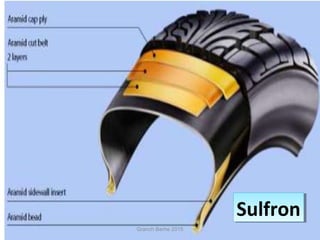
- 53. TYPES OF ARAMID Basically araimd fiber could be classified in two types. A) Para aramide fiber B) Meta aramide fiber They are chemically same but difference is in structure. A) Para aramide fiber Kevlar Twaron Technora Sulfron B) Meta aramide fiber Nomex or Mylar Nomex Teijinconex New star Kermel Granch Berhe 2015
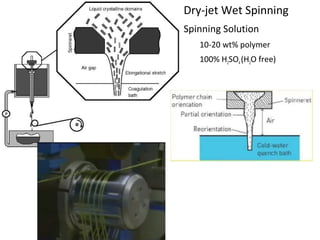
- 55. Dry-jet Wet Spinning Spinning Solution 10-20 wt% polymer 100% H2SO4(H2O free)
- 56. removal of sulfuric acid Platinum capillary 65µ Liquid crystal in pure sulphuric acid at 850 C air gap 10 mm with elongational stretch (6x) coagulation bath at 100 C Specific points: Solvent: pure H2SO4 Polymer concentration 20% General orientation n the capillary Extra orientation in the air gap Coagulation in cooled diluted sulfuric acid Granch Berhe 2015
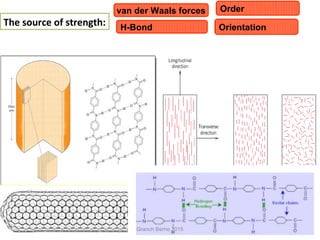
- 57. CHARACTERSTICS OF ARAMIDS High strength Low elongation at break No melting point, 500°C Low Electrical Conductivity High Chemical Resistance Low Thermal Shrinkage High Toughness Excellent Dimensional Stability Flame Resistant, Self-Extinguishing High strength Low elongation at break No melting point, 500°C Low Electrical Conductivity High Chemical Resistance Low Thermal Shrinkage High Toughness Excellent Dimensional Stability Flame Resistant, Self-Extinguishing • Sensitive to acids and salts • Sensitive to ultraviolet radiation • Prone to static build-up unless finished Structure dependent Meta vs. Para linkages Structure of aromatic backbone Structure dependent Meta vs. Para linkages Structure of aromatic backbone • Absorbency • Weight • Flexibility • Weavablelity Compared to meta (1) Greater tensile strength (2) Greater chemical resistance and (3) Lower moisture regain. Compared to para (1) Greater chemical, elongation and abrasion properties (2) (2) Lower moisture regain. Copolymer Granch Berhe 2015
- 58. van der Waals forces The source of strength: H-Bond Order Orientation Granch Berhe 2015
- 59. Heat and fire protection products Cut-protection products Ballistic-protection products Civil engineering products Elastomer reinforcements Engineering plastics Friction products Optical fiber cables Reinforced pipes Bullet and explosion protection products Ropes and cables Adhesives, sealant and coatings Specialty paper products Composites Tires, APPLICATION OF ARAMIDS Granch Berhe 2015
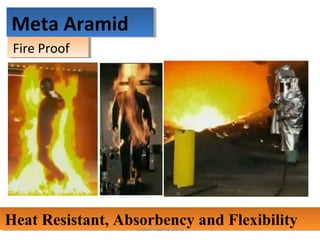
- 63. Meta AramidMeta Aramid Heat Resistant, Absorbency and FlexibilityHeat Resistant, Absorbency and Flexibility Fire ProofFire Proof Granch Berhe 2015
- 64. Co Aramid Low absorbency and Better StrengthLow absorbency and Better StrengthGranch Berhe 2015
- 65. HPPE and UHMWPE • Gel-spun polyethylene fibres are ultra-strong, high-modulus fibres that are based on the simple and flexible polyethylene molecule. • In the mid of 1970's reports of producing strong and stiff PE fibres started to appear (modification) • The extension of polymer chains and high longitudinal orientation is a precondition for accomplishing high mechanical properties. • The result of this treatment is production of high-performance polyethylene fibre (HPPE) • Ultra-high molecular weight polyethylene (UHMWPE) fibres - strongest fibres known, with tensile moduli in excess of 70GNm-2 . – 15 times stronger than steel and twice as strong as aromatic polyamides such as Kevlar. – Low in density, – Chemically inert – Abrasion resistant – Melts at around 150 °C and thermally degrades at 350 °C which restrictGranch Berhe 2015
- 66. 66 Salient features Moisture regain Zero Attacked by water none Resistance to acids excellent Resistance to alkalis excellent Resistance to UV light Very good Granch Berhe 2015
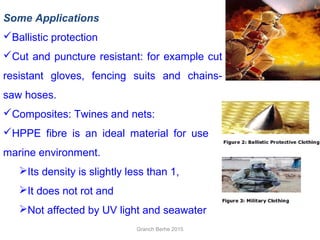
- 67. Some Applications Ballistic protection Cut and puncture resistant: for example cut resistant gloves, fencing suits and chains- saw hoses. Composites: Twines and nets: HPPE fibre is an ideal material for use in marine environment. Its density is slightly less than 1, It does not rot and Not affected by UV light and seawater Granch Berhe 2015
- 68. HIGH PERFORMANCE INORGANIC FIBERS Granch Berhe 2015
- 69. Organic fibers can withstand only up to 500°C Carbon, glass, asbestos and ceramic inorganic fibers, can bear high temperature, bitter in nature, under use from centuries, best use is in by mixing with other materials, plastic sheets one example made by using glass fiber and polymers Granch Berhe 2015
- 70. CARBON FIBRES • Also called graphite fiber. • It is in the form of several long strands of a material mainly composed by carbon atoms. Carbon fibre variants differ in flexibility, electrical conductivity, thermal and chemical resistance. The primary factors governing the physical properties are degree of carbonization (carbon content, usually greater than 92% by weight) and orientation of the layered carbon planes. Different precursors and carbonization processes are used 1. Rayon: high thermal resistance but relatively low strength, application in aerospace. 2. Acrylic fibre : have higher strength than rayon precursors, used as reinforcement for a wide variety of plastic composites.Granch Berhe 2015
- 71. Creation • Spinning: A polyacrylonitrile plastic is spun into fibers which are then washed and stretched to the desired diameter. • Stabilizing: fibers are heated with O2 to make their bonding more thermally stable. • Carbonizing: fibers then are heated without oxygen, they lose non carbon atoms and bonded carbon crystals are made. • Treating surface: the surface is slightly oxidized. • Sizing: fibers are coated and wounded into bobbins. Granch Berhe 2015
- 72. Advantages • It has the greatest compressive strength of all reinforcing materials. • High strength to weight ratio. • Low coefficient of thermal expansion. • Its density is much lower than the density of steel. Granch Berhe 2015
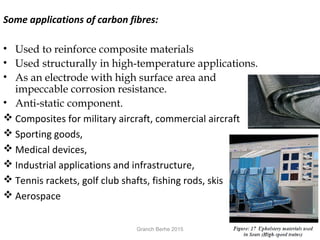
- 73. Some applications of carbon fibres: • Used to reinforce composite materials • Used structurally in high-temperature applications. • As an electrode with high surface area and impeccable corrosion resistance. • Anti-static component. Composites for military aircraft, commercial aircraft Sporting goods, Medical devices, Industrial applications and infrastructure, Tennis rackets, golf club shafts, fishing rods, skis Aerospace Granch Berhe 2015
- 76. GLASS FIBERS The first "synthetic" fibre product of the human intelligence. They are brittle, basically used in composites. High-performance composite materials, including protective materials, various filters, protective clothing and packing. Biggest application is the automotive industry for large-scale production of fibre reinforced car parts because of great weight savings. Granch Berhe 2015
- 77. • Eglass fibre 90 % of reinforcement. • R glass fibre is used for special applications, such as, aviation, space program, and defense due to its special performances regarding fatigue, temperature and moisture. • AR type is used for cement reinforcement, with high content of zirconium oxide, which gives excellent resistance to alkaline compounds generated during drying. The cement reinforced with AR glass fibre has improved modulus and good durability. • S type has high stiffness and finds its application where high mechanical properties are required Granch Berhe 2015
- 78. ASBESTOS crystalline silicates that occur naturally. – The fibres that are extracted have all the textile- like properties of fineness, strength, flexibility and more importantly, unlike conventional fibres, good resistance to heat with high decomposition temperatures of around 550°C. – They have carcinogenic problem Granch Berhe 2015
- 79. CERAMIC FIBERS – Aluminosilicate compounds are mixtures of aluminium oxide (Al2O) and silicon oxide (SiO2); their resistance to temperature depends on the mixing ratio of the two oxides. – High aluminium oxide content increases their temperature tolerance from a low of 1250 °C to a maximum of 1400°C • Used for insulation of furnaces and replacement of asbestos fibres in friction materials, gaskets and packing Granch Berhe 2015
- 80. ULTRA FINE AND NOVELTY FIBERS Ultra fine fibers have 1.0 dtex or less Linear density of extra-fine and micro fine is less than 0.1 dtex Commonly PET and Nylon are used First made in Japan e.g. Mitrelle, Setila, Micrell, Tactel Once in woven fabric form their fine diameter and tight weave allows Up to 30000 filaments cm-2, highly dense, water proof but air and moisture vapor can pass Granch Berhe 2015
- 81. Specialty Materials has made boron prepreg tape with various cyanate ester and cyanate siloxane resins for space structure stabilization applications. Pure boron fibres are too brittle to handle but they can be coated on tungsten or carbon coresGranch Berhe 2015
- 82. Technical yarns Granch Berhe 2015
- 83. Introduction • These are yarns for making technical textiles • They are made through special yarn production techniques or through the election of special fibre blends or a combination of both • Machines for yarn making – Ring frame – Rotor – Friction – Airjets Granch Berhe 2015
- 84. Staple fiber yarns • Ring spinning – most versatile – wide ranges of linear density and twist from a great variety of fibre materials – Prior material preparation is important Granch Berhe 2015
- 85. Ring spinning • Ring-spun yarns have a regular twist structure and, because of the good fibre control during roller drafting, the fibres in the yarn are well straightened and aligned. – excellent tensile properties, which are often important for technical applications. Granch Berhe 2015
- 86. • The ring spinning system can be used for spinning cover yarns - combination of technical properties. – high strength yarn with good comfort characteristics may be spun from a high strength filament core with natural fibre covering. – technical yarns, such as flame-retardant and antistatic yarns can also be made by incorporating flame-retardant and electricity conductive fibres. Granch Berhe 2015
- 87. • Limitations – low production, high drafting and spinning tension (problem for low tension fibers) Granch Berhe 2015
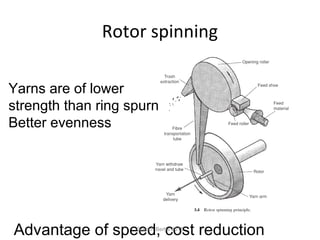
- 88. Rotor spinning Advantage of speed, cost reduction Yarns are of lower strength than ring spurn Better evenness Granch Berhe 2015
- 89. Friction spinning • The main application -industrial yarns and for spinning from recycled fibres. • It can be used to produce yarns from aramid and glass fibres and with various core components including wires. • Application - tents, protective fabrics, backing material, belts, insulation and filter materials. Granch Berhe 2015
- 90. Wrap spinning • Wrap spinning is a yarn formation process in which a twistless staple fibre strand is wrapped by a continuous binder • Core yarns,mostly filaments, can be added to the feed.This can be used to provide extra yarn strength or other special yarn features • carbon-coated nylon filament yarn can be used to produce yarns for antistatic fabrics. • Soluble binders can be used for making yarns for medical applications. Granch Berhe 2015
- 91. Ply yarns • For high strength and modulus yarns for technical and industrial applications, ply yarns are often needed. • These are co-twisted yarns Granch Berhe 2015
- 92. Filament yarns • Aramide filament yarns – Kevlar and nomex – Aramid yarns are more flexible and easier to use in subsequent fabric making processes, be it weaving, knitting, or braiding • Glass filament yarns – widely used in the manufacture of reinforcement for composites. – E-glass has very high resistance to attack by moisture and has high electrical and heat resistance. It is commonly used in glass- reinforced plastics in the form of woven fabrics. – C-glass is known for its chemical resistance to both acids and alkalis. - chemical filtration. – S-glass is a high strength glass fibre and is used in composite manufacturing. Granch Berhe 2015
- 93. • Carbon filament yarns – From rayon and arcylic – Oxidative (200-300o C) – carbonization (1000o C) – graphitization (3000o C) – Brittle and conductive • HDPE filament yarns – Produced by gel spinning process from polyethylene with an extra high molecular weight. – Characterized by high paralyzing and crystalline Granch Berhe 2015
- 94. Technical Fabrics Fabrics manufactured primarily for their technical performance and functional properties rather than their aesthetic or decorative characteristics Granch Berhe 2015
- 95. Methods for producing fabrics • Weaving • Knitting • Lace making • Net making • Felting • Tufting • Non-woven processes A 3-D Fabric Granch Berhe 2015
- 96. WOVEN FABRICS Granch Berhe 2015
- 97. Warp (Ends) & Weft (Picks) Granch Berhe 2015
- 98. Woven Fabric Specifications • Fabric construction – Warp count x weft count/ ends per inch x picks per inch • Fabric area density / GSM • Cover factor • Type of weave • Crimp • Fabric width • Thickness Granch Berhe 2015
- 99. Fabric area density • The loom state cloth area density depends on the weaving specification, that is, yarns, thread spacing and weave, and on any additives, such as size, which are used to improve the weaving process. • Finished cloth area density is frequently altered by chemical treatments . • The area density of the fabric can be varied by changing the linear density or count of the yarns used and by altering the thread spacing, which affects the area covered by the yarns in relation to the total area. Granch Berhe 2015
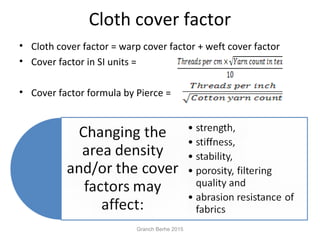
- 100. Cloth cover factor • Cloth cover factor = warp cover factor + weft cover factor • Cover factor in SI units = • Cover factor formula by Pierce = Granch Berhe 2015
- 101. Area density and cover factor • Low area density fabrics of open construction include bandages • Light area density fabrics high cover factor fabrics include medical filter fabrics • Heavy open cloths include Geotextiles fabrics • Heavy closely woven fabrics include cotton awnings. Granch Berhe 2015
- 102. Plain weave • 90% technical fabrics have plain weave Granch Berhe 2015
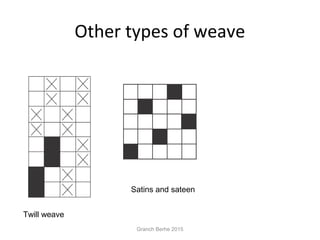
- 103. Other types of weave Twill weave Satins and sateen Granch Berhe 2015
- 104. Triaxial weave •Triaxial fabrics are defined as cloths where the three sets of threads form a multitude of equilateral triangles •Two sets of warp yarns are generally inserted at 60° to the weft, •Tetra-axial fabrics where four sets of yarns are inclined at 45° to each other Granch Berhe 2015
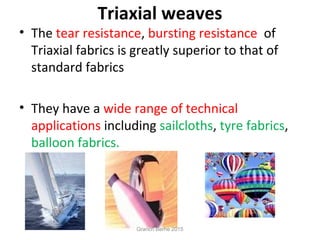
- 105. Triaxial weaves • The tear resistance, bursting resistance of Triaxial fabrics is greatly superior to that of standard fabrics • They have a wide range of technical applications including sailcloths, tyre fabrics, balloon fabrics. Granch Berhe 2015
- 106. Classification of Weaving Machines • Single-phase weaving machines – Machines with shuttles (looms): • Hand operated (hand looms) • Non-automatic power looms (weft supply in shuttle changed by hand) • Automatic weaving machines – Shuttle less weaving machines: • Projectile • Rapier • Jet machines – air (with or without relay nozzles) – liquid (generally water) • Multiphase weaving machines In single phase machines, one weft thread is laid across the full width of the warp sheet followed by the beat-up and the formation of the next shed in preparation for the insertion of the next pick. In multiphase machines, several phases of the working cycle take place at any instant so that several picks are being inserted simultaneously.Granch Berhe 2015
- 107. Projectile looms… • They are used not only for weaving a vast range of standard fabrics but also for heavy industrial fabrics of up to 8m wide, for – sailcloth, – conveyor belts, – tyre cord fabrics, – awnings, – Geotextiles, – airbags and – a wide range of filter fabrics of varying area density and porosity. Granch Berhe 2015
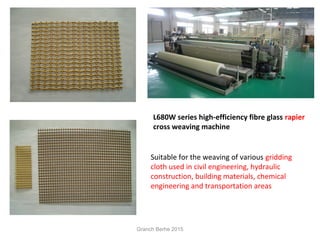
- 108. L680W series high-efficiency fibre glass rapier cross weaving machine Suitable for the weaving of various gridding cloth used in civil engineering, hydraulic construction, building materials, chemical engineering and transportation areas Granch Berhe 2015
- 109. OMNI plus 800 air jet weaving machine • Gauze – Gauze is a lightweight, open-texture fabric produced in plain weave, used for bandages, food wrapping etc. • Parachute – Parachute is industrial, heavy-filament, rib stop cloths made of fine nylon fibre • Tyre cord – Tire cord is a fabric used to reinforce the tires of vehicles Granch Berhe 2015
- 110. OMNI plus 800 air jet weaving machine • Umbrella cloth –Umbrella cloth is usually made with a cotton warp and rayon or nylon filling, which is then treated to make it water repellent. • Camping tent cloth –Camping tent cloth is a fabric used for the outer covering of tents for recreational camping. Granch Berhe 2015
- 111. OptiMax rapier weaving machine • Conveyer belt – Conveyor belt is a continuously moving strip or surface for transporting a load of objects from one place to another. • Filter cloth – Filter cloths are mainly made up of monofilaments and/or multifilament's. Granch Berhe 2015
- 112. Woven either on rapier or air-jet technology • Sail cloth – Sail cloth is any heavy, plain-weave canvas fabric, usually made of cotton, linen, polyester, jute, nylon etc. that is used for sails and apparel. • Seat fabrics – Seat fabrics are used to cover seats in the transport industry (automotive, aviation, etc.) • Air bags – Airbag is a heavy denier nylon fabric for personal protection in various forms of transportation. – Most airbag fabrics are woven with rapier weaving technology. Granch Berhe 2015
- 113. OMNIplus 800 TC The most advanced tire cord weaving machine Granch Berhe 2015
- 114. Knitted technical textiles Granch Berhe 2015
- 115. Definition • Warp knitting is a method of making a fabric by normal knitting means, in which the loops made from each warp are formed substantially along the length of the fabric • Weft knitting is a method of making a fabric by normal knitting means, in which the loops made by each weft thread are formed substantially across the width of the fabric. • Single-jersey fabric is a weft-knitted fabric made on one set of needles. • Double-jersey fabric is a weft-knitted fabric made on two sets of needles, Granch Berhe 2015
- 116. Needles • Basically latch and beard needles used, others are compound Bearded needles -expensive to manufacture, can be produced in finer gauges and supposedly knit tighter and more uniform stitches compared with latch needles, but have limitations with regard to the types of material that can be processed as well as the range of structures that can be knitted on them. Granch Berhe 2015
- 117. End use products • Flat bar machines: Cleaning clothes, three- dimensional and fashioned products for technical applications, multiaxial machines are under development • Circular machines: Hose machines: seam free hose, tights, industrial use dye bags, knit-de- knit yarns, industrial fabrics Granch Berhe 2015
- 118. Warp knitting • Higher machine speeds, (up to 3500cpm) • Finer gauges (up to 40 needles per inch) • Wider machines (up to 260 inches) • Some speciality raschel machines such as Co-we-nit and Jacquard machines • More recently, redesigned full-width weft insertion raschel and tricot machines • Stable constructions, such as sharkskins, queenscord, etc. • Various net constructions utilising synthetic yarns • Mono-, bi-, tri- and multiaxial structures for technical applications • Three-dimensional and shaped (fashioned) structures for medical and other high technology products. Granch Berhe 2015
- 119. 66 • Tricot machines: car seats, technical fabrics • Raschel machines:nets, fishing nets, sports nets, technical fabrics, curtain lace, power nets, tablecloths, bed covers, elastic bandages, cleaning cloths, upholstery, drapes, velvets, carpets, fruit and vegetable bags, geotextiles, medical textiles. End use Granch Berhe 2015
- 120. NONWOVEN and their APPLICATION Granch Berhe 2015
- 121. Defination of nonwoven • Structure produced by bonding or interlacement of fiber or both accomplished by mechanical , chemical ,thermal or solvent mean and the combination of techniques . Term does not include paper or fabric that are woven, knitted or tufted or those made by other felting process. or we can say that nonwoven is direct conversion of fiber to fabric. Granch Berhe 2015
- 122. Why to go for nonwoven???? • Due to high production a versality of use of different fibres to produce final product having required properties according to final product and also elimination of spinning and weaving process Granch Berhe 2015
- 123. Manufacturing ProcessManufacturing Process Various techniques are used for manufacturing of nonwovens but some of the techniques that are used specially for the Medical applications point of view are as follows: Spun bonding Spunlacing Meltblowing Needle punching Wet laid Dry laid Granch Berhe 2015
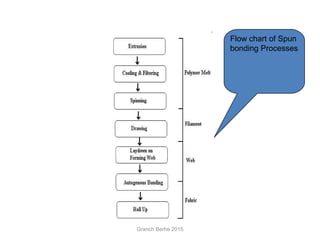
- 124. Spun bondingSpun bonding Spun bonding is used when more strong webs are needed. Webs produced are soft, porous and dimensionally stable. Spun bonding is mostly used for products like :- Face masks Head wears Shoe covers Bed linens and Disposable clothing . Granch Berhe 2015
- 125. Flow chart of Spun bonding Processes Granch Berhe 2015
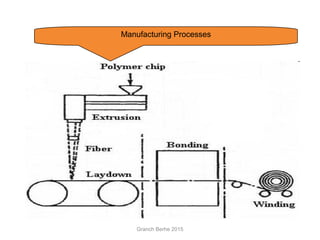
- 126. Manufacturing Processes Granch Berhe 2015
- 127. Wet laid – principle of technology There are three characteristic stages in the manufacture of nonwoven bonded fabrics by the wet-laid method . •Swelling and dispersion of the fiber in water; transport of the suspension on a continuous traveling screen •Continuous web formation on the screen as a result of filtration •Drying and bonding of the web Fiber swelling and dispersion Suspension transport Web formation Water recycling Granch Berhe 2015
- 128. Wet laid Wet-laid nonwovens are nonwoven fabrics made by a modified papermaking process, that is, the fibers to be used are suspended in water, and specialized paper machines separate the water from the fibers to form a uniform sheet of material which is then bonded and dried to produce rolls of product. Granch Berhe 2015
- 129. Air laid - principle The fiber material is at first opened by rotating cylinder named lickerin. Then single fibers are dispersed into the air stream and condensed on the perforated cylinder or belt. Air laid fabric compared with carding technology has these features: • The fibers are oriented randomly on the fabric surface – isotropic structure. • Voluminious webs can be produced • Wide variety of processable fibers Granch Berhe 2015
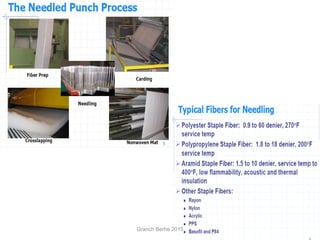
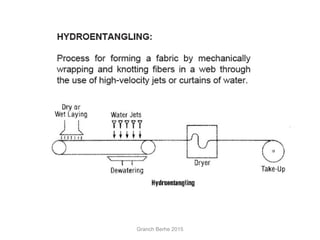
- 130. The Bonding Process is the essence of Nonwoven Technology. Mechanical Bonding Needle Punching Stitch Bonding Hydro-entanglement (Spun-lace) Chemical Bonding Binder Application – Wet Powder Application – Dry Thermal Bonding Calendar Hot Air Spun Bonding / Melt Blown Bonding technologies Granch Berhe 2015
- 131. Granch Berhe 2015
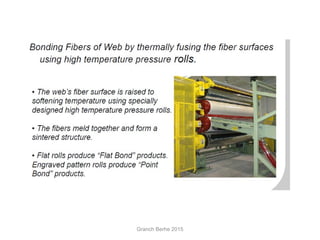
- 132. Thermal bonding Wet-laid webs may be thermally bonded by the application of heat providing the web contains a fiber or an additive that will fuse at the selected bonding temperature and will flow between the fiber junctions. On cooling, the binder material locks the fiber network together. Granch Berhe 2015
- 133. Granch Berhe 2015
- 134. Granch Berhe 2015
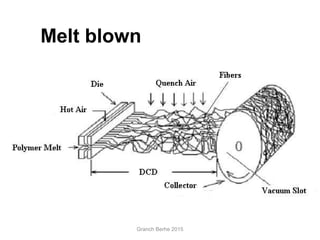
- 135. Melt blown Granch Berhe 2015
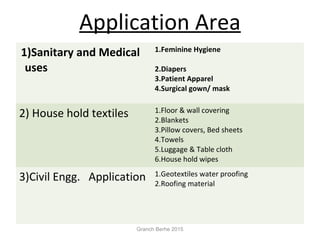
- 136. Application Area 1)Sanitary and Medical uses 1.Feminine Hygiene 2.Diapers 3.Patient Apparel 4.Surgical gown/ mask 2) House hold textiles 1.Floor & wall covering 2.Blankets 3.Pillow covers, Bed sheets 4.Towels 5.Luggage & Table cloth 6.House hold wipes 3)Civil Engg. Application 1.Geotextiles water proofing 2.Roofing material Granch Berhe 2015
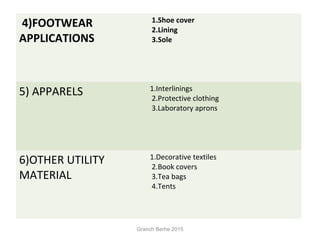
- 137. 4)FOOTWEAR APPLICATIONS 1.Shoe cover 2.Lining 3.Sole 5) APPARELS 1.Interlinings 2.Protective clothing 3.Laboratory aprons 6)OTHER UTILITY MATERIAL 1.Decorative textiles 2.Book covers 3.Tea bags 4.Tents Granch Berhe 2015
- 138. Applications of nonwovens in medicalApplications of nonwovens in medical textilestextiles Bandages Simple bandages Light support bandages Orthopedic bandages Cotton pads, wound dressings and adhesive tapes Granch Berhe 2015
- 139. Contd.Contd. Disposable surgical clothing: Gowns Caps Masks Granch Berhe 2015
- 140. Contd.Contd. Disposable surgical coverings: • Blankets • Floor coverings of hospitals (anti-bacterial) • Cloths/ wipes Drapes Bed coverings Granch Berhe 2015
- 141. Contd.Contd. Nonwovens are used to replace or repair different organs, bones like artificial kidney, liver, heart, mechanical lung, ligaments, vascular grafts, heart valves, blood vessels, artificial skins, nasal strips etc. Granch Berhe 2015
- 142. Properties of the medical nonwoven The main criteria for determining the suitability of textile products are :- • – barrier efficiency toward bacteria, viruses, liquids and dust particles • – capacity to absorb and store body fluids • – resistance to mechanical influences Granch Berhe 2015
- 143. • Nonwoven fabrics can be used in the following household textile applications: • – floor coverings • – sub-upholstery materials • – webbings Materials for use in the contract sector have to meet legal specifications regarding their flammability. Granch Berhe 2015
- 144. NONWOVEN HOUSEHOLD PRODUCTNONWOVEN HOUSEHOLD PRODUCT Nonwoven wall hanging China nonwoven carpet Granch Berhe 2015
- 145. NONWOVEN IN PROTECTIVE CLOTHING FLAME RESISTANCE NONWOVEN GLOVES NONWOVEN USED RESIST TO CHEMICAL Granch Berhe 2015
- 146. Filter fabricsFilter fabrics • Pulsejet fabric filters are widely used in many industries like solid, fuel, Fired power generation. • e.g. for industrial dust removal or for cleaning atmospheric air. • Conveyor belts, seal gasket, other industrial equipment. • nonwoven fabrics are to be used as filter media for both wet and dry filtration. • The end-use-specific textile physical and general physical parameters should also be determined:- Granch Berhe 2015
- 147. Geo TextilesGeo Textiles • Nonwoven geotextiles:- nonwoven geotextiles are thicker and made either from short and continuous filaments, carded or laid in even patterns and then mechanically (needle punched) or thermally bonded. Woven geotextiles Nonwoven geotextiles Granch Berhe 2015
- 148. Benefits of nonwoven geotextiles • Cheap and easy to manufacture. • Superior chemical resistance in even the aggressive environment application. • Highly porous structure • Staple fibres needle punched together to form fabric capable of withstanding construction installation stresses. Granch Berhe 2015
- 149. GEO NONWOVENGEO NONWOVEN Granch Berhe 2015
Editor's Notes
- This subject is usually included in your GCSE exam: Last year there was a question about micro-encapsulation! A recent exam question showed a baseball cap and asked for a name of a smart fabric and an explanation of how it would be used to enhance the product.
- Now that we know a little bit about how these polymers are formed and their physical properties we can start to think about how to make them useful in our everyday lives. The way that is done is by making fibers from them which can then be used to make materials that can have an actual function. Generally fibers made by spinning. Soln is sufficiently dilute that liquid crystalline domains have formed (anisotropic)
- nasal strips, pillows, shoe covers, sponges, sutures, tissue scaffolds, towels, wraps etc.