Drilling machine
•Download as PPTX, PDF•
13 likes•4,924 views

This document discusses different types of drilling machines and their operation. It describes bench drilling machines, radial drilling machines, gang drilling machines, and multiple spindle drilling machines. It explains the basic workings of drilling machines and some common drilling operations like reaming, boring, counterboring, countersinking, spot facing and tapping. Safety precautions for operating drilling machines are also outlined.
Report
Share
Related slideshows



Drilling machine
- 1. Drilling machine Manthan kanani 140050119028
- 2. Introduction Drilling is a metal cutting process carried out by a rotating cutting tool to make circular holes in solid materials. Tool which makes hole is called as drill bit or twist drill.
- 3. Drilling machine A power operated machine tool which holds the drill in its spindle rotating at high speeds and when actuated move linearly against the work piece produces a hole.
- 4. Types of drilling machine. Portable drilling machine Bench drilling machine Radial drilling machine Pillar drilling machine Gang drilling machine Multiple drilling machine
- 5. Bench drilling machine These are light duty machines used in small workshops. Also called Sensitive drilling machines because of its accurate and well balanced spindle. Holes of diameter 1 mm to 15 mm.
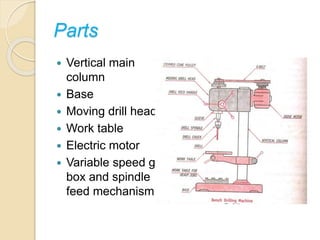
- 6. Parts Vertical main column Base Moving drill head Work table Electric motor Variable speed gear box and spindle feed mechanism.
- 7. Working Work piece with the exact location marked on it with the centre punch is clamped rigidly on the work table. spindle axis and center punch indentation are in same line. Machine is started and drill bit is lowered by rotating feed handle. Drill bit touches the work and starts removing material.
- 8. Radial drilling machine These are heavy duty and versatile drilling machine used to perform drilling operate on large and heavy work piece. Holes up to 7.5 cm. The range of speed of spindle 50 to 2800 rpm.
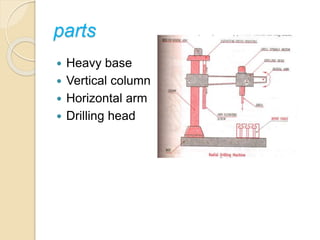
- 9. parts Heavy base Vertical column Horizontal arm Drilling head
- 10. working Work piece is marked for exact location and mounted on the work table. Drill bit is then located by moving the radial arm and drill to the marked location. By starting drill spindle motor holes are drilled.
- 11. GANG DRILLING MACHINE The gang style drilling machine or gang drill press has several work heads positioned over a single table. This type of drill press is used when successive operations are to be done. For instance, the first head may be used to make hole. The second head may be used to boring . The third head may be used, along with a tapping head, to tap the hole. The fourth head may be used to reaming.
- 12. MULTIPLE SPINDLE DRILLING M/C The multiple spindle drilling machine is commonly referred to as a multi spindle drill press. This special purpose drill press has many spindles connected to one main work head . All of the spindles are fed into the work piece at the same time. This type of drilling machine is especially useful when you have a large number of parts with many holes located close together.
- 13. Drilling machine operation Drilling Reaming Boring Counter boring Counter sinking Spot facing Tapping
- 14. Reaming It is a process of smoothing the surface of drilled holes with a tool. Tool is called as reamer. Initially a hole is drilled slightly smaller in size. Drill is replaced by reamer. Speed is reduced to half that of the drilling. A reamer enters the work piece axially and enlarges an existing hole to the diameter of the tool. A reamer is a multi-point tool that has many flutes, which may be straight or in a helix. Reaming removes a minimal amount of material and is often performed after drilling to obtain both a more accurate diameter and a smoother internal finish.
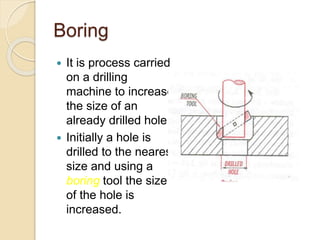
- 15. Boring It is process carried on a drilling machine to increase the size of an already drilled hole. Initially a hole is drilled to the nearest size and using a boring tool the size of the hole is increased.
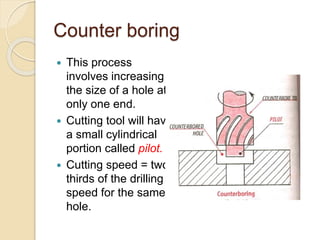
- 16. Counter boring This process involves increasing the size of a hole at only one end. Cutting tool will have a small cylindrical portion called pilot. Cutting speed = two- thirds of the drilling speed for the same hole.
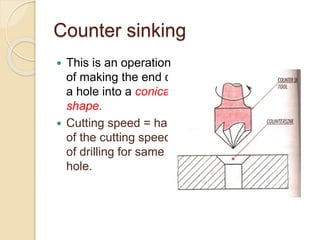
- 17. Counter sinking This is an operation of making the end of a hole into a conical shape. Cutting speed = half of the cutting speed of drilling for same hole.
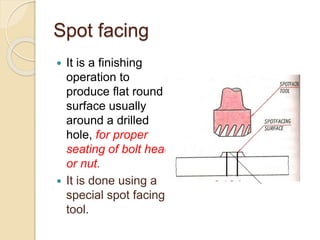
- 18. Spot facing It is a finishing operation to produce flat round surface usually around a drilled hole, for proper seating of bolt head or nut. It is done using a special spot facing tool.
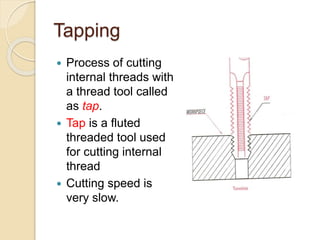
- 19. Tapping Process of cutting internal threads with a thread tool called as tap. Tap is a fluted threaded tool used for cutting internal thread Cutting speed is very slow.
- 20. Precautions for Drilling machine Lubrication is important to remove heat and friction. Machines should be cleaned after use Chips should be removed using brush. T-slots, grooves, spindles sleeves, belts, pulley should be cleaned. Machines should be lightly oiled to prevent from rusting
- 21. Safety precaution Do not support the work piece by hand – use work holding device. Use brush to clean the chip No adjustments while the machine is operating Ensure for the cutting tools running straight before starting the operation. Never place tools on the drilling table Avoid loose clothing and protect the eyes. Ease the feed if drill bit breaks inside the work piece.