























Furnace (1)
- 1. 4 FURNACES 89Bureau of Energy Efficiency Syllabus Furnaces: Classification, General fuel economy measures in furnaces, Excess air, Heat distribution, Temperature control, Draft control, Waste heat recovery. A furnace is an equipment to melt metals for casting or heat materials for change of shape (rolling, forging etc) or change of properties (heat treatment). 4.1 Types and Classification of Different Furnaces Based on the method of generating heat, furnaces are broadly classified into two types namely combustion type (using fuels) and electric type. In case of combustion type furnace, depending upon the kind of combustion, it can be broadly classified as oil fired, coal fired or gas fired. • Based on the mode of charging of material furnaces can be classified as (i) Intermittent or Batch type furnace or Periodical furnace and (ii) Continuous furnace. • Based on mode of waste heat recovery as recuperative and regenerative furnaces. • Another type of furnace classification is made based on mode of heat transfer, mode of charging and mode of heat recovery as shown in the Figure 4.1 below. Characteristics of an Efficient Furnace Furnace should be designed so that in a given time, as much of material as possible can be heated to an uniform temperature as possible with the least possible fuel and labour. To achieve Furnace classification According to mode of heat transfer According to mode of charging According to mode of heat recovery Open fire place furnace Heated through Medium Batch Forging Re-rolling (Batch / continuous pusher) PotContinuous Glass tank melting (regenerative / recuperative) Recuperative Regenerative Figure 4.1: Furnace Classification Ch-04.qxd 2/23/2005 5:22 PM Page 89
- 2. this end, the following parameters can be considered. • Determination of the quantity of heat to be imparted to the material or charge. • Liberation of sufficient heat within the furnace to heat the stock and overcome all heat losses. • Transfer of available part of that heat from the furnace gases to the surface of the heating stock. • Equalisation of the temperature within the stock. • Reduction of heat losses from the furnace to the minimum possible extent. Furnace Energy Supply Since the products of flue gases directly contact the stock, type of fuel chosen is of importance. For example, some materials will not tolerate sulphur in the fuel. Also use of solid fuels will generate particulate matter, which will interfere the stock place inside the furnace. Hence, vast majority of the furnaces use liquid fuel, gaseous fuel or electricity as energy input. Melting furnaces for steel, cast iron use electricity in induction and arc furnaces. Non-ferrous melting utilizes oil as fuel. Oil Fired Furnace Furnace oil is the major fuel used in oil fired furnaces, especially for reheating and heat treatment of materials. LDO is used in furnaces where presence of sulphur is undesirable. The key to efficient furnace operation lies in complete combustion of fuel with minimum excess air. Furnaces operate with efficiencies as low as 7% as against upto 90% achievable in other combustion equipment such as boiler. This is because of the high temperature at which the furnaces have to operate to meet the required demand. For example, a furnace heating the stock to 1200°C will have its exhaust gases leaving atleast at 1200°C resulting in a huge heat loss through the stack. However, improvements in efficiencies have been brought about by methods such as preheating of stock, preheating of combustion air and other waste heat recovery systems. Typical Furnace System i) Forging Furnaces The forging furnace is used for preheating billets and ingots to attain a ‘forge’ temperature. The furnace temperature is maintained at around 1200 to 1250°C. Forging furnaces, use an open fireplace system and most of the heat is transmitted by radiation. The typical loading in a forging furnace is 5 to 6 tonnes with the furnace operating for 16 to 18 hours daily. The total operating cycle can be divided into (i) heat-up time (ii) soaking time and (iii) forging time. Specific fuel consumption depends upon the type of material and number of ‘reheats’ required. Rerolling Mill Furnace a) Batch type A box type furnace is employed for batch type rerolling mill. The furnace is basically used for heating up scrap, small ingots and billets weighing 2 to 20 kg. for rerolling. The charging and discharging of the ‘material’ is done manually and the final product is in the form of rods, strips etc. The operating temperature is about 1200 o C. The total cycle time can be further categorized into heat-up time and rerolling time. During heat-up time the material gets heated 4. Furnaces 90Bureau of Energy Efficiency Ch-04.qxd 2/23/2005 5:22 PM Page 90
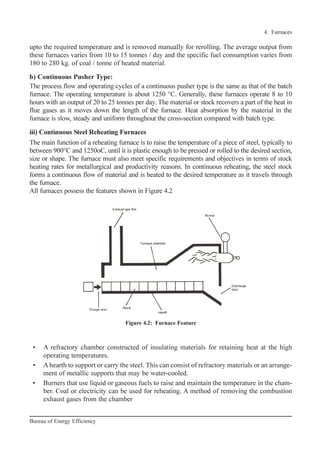
- 3. upto the required temperature and is removed manually for rerolling. The average output from these furnaces varies from 10 to 15 tonnes / day and the specific fuel consumption varies from 180 to 280 kg. of coal / tonne of heated material. b) Continuous Pusher Type: The process flow and operating cycles of a continuous pusher type is the same as that of the batch furnace. The operating temperature is about 1250 °C. Generally, these furnaces operate 8 to 10 hours with an output of 20 to 25 tonnes per day. The material or stock recovers a part of the heat in flue gases as it moves down the length of the furnace. Heat absorption by the material in the furnace is slow, steady and uniform throughout the cross-section compared with batch type. iii) Continuous Steel Reheating Furnaces The main function of a reheating furnace is to raise the temperature of a piece of steel, typically to between 900°C and 1250oC, until it is plastic enough to be pressed or rolled to the desired section, size or shape. The furnace must also meet specific requirements and objectives in terms of stock heating rates for metallurgical and productivity reasons. In continuous reheating, the steel stock forms a continuous flow of material and is heated to the desired temperature as it travels through the furnace. All furnaces possess the features shown in Figure 4.2 • A refractory chamber constructed of insulating materials for retaining heat at the high operating temperatures. • A hearth to support or carry the steel. This can consist of refractory materials or an arrange- ment of metallic supports that may be water-cooled. • Burners that use liquid or gaseous fuels to raise and maintain the temperature in the cham- ber. Coal or electricity can be used for reheating. A method of removing the combustion exhaust gases from the chamber 4. Furnaces Bureau of Energy Efficiency Figure 4.2: Furnace Feature Ch-04.qxd 2/23/2005 5:22 PM Page 91
- 4. 4. Furnaces 92Bureau of Energy Efficiency • A method of introducing and removing the steel from the chamber. • These facilities depend on the size and type of furnace, the shape and size of the steel being processed, and the general layout of the rolling mill. • Common systems include roller tables, conveyors, charging machines and furnace pushers. Heat Transfer in Furnaces The main ways in which heat is transferred to the steel in a reheating furnace are shown in Figure 4.3. In simple terms, heat is transferred to the stock by: • Radiation from the flame, hot combustion products and the furnace walls and roof. • Convection due to the movement of hot gases over the stock surface At the high temperatures employed in reheating furnaces, the dominant mode of heat t ransfer is wall radiation. Heat transfer by gas radiation is dependent on the gas composition (mainly the carbon dioxide and water vapour concentrations), the temperature and the geometry of the furnace. Types of Continuous Reheating Furnace Continuous reheating furnaces are primarily categorised by the method by which stock is transported through the furnace. There are two basic methods: · Stock is butted together to form a stream of material that is pushed through the furnace. Such furnaces are called pusher type furnaces. · Stock is placed on a moving hearth or supporting structure which transports the steel through the furnace. Such types include walking beam, walking hearth, rotary hearth and continuous recirculating bogie furnaces. Figure 4.3 Heat Transfer in Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 92
- 5. The major consideration with respect to furnace energy use is that the inlet and outlet apertures should be minimal in size and designed to avoid air infiltration. i) Pusher Type Furnaces The pusher type furnace is popular in steel industry. It has relatively low installation and maintenance costs compared to moving hearth furnaces. The furnace may have a solid hearth, but it is also possible to push the stock along skids with water-cooled supports that allow both the top and bottom faces of the stock to he heated. The design of a typical pusher furnace design is shown schematically in Figure 4.4. Pusher type furnaces, however, do have some disadvantages, including: • Frequent damage of refractory hearth and skid marks on material • Water cooling energy losses from the skids and stock supporting structure in top and • bottom fired furnaces have a detrimental effect on energy use; • Discharge must be accompanied by charge: • Stock sizes and weights and furnace length are limited by friction and the possibility of stock pile-ups. • All round heating of the stock is not possible. ii) Walking Hearth Furnaces The walking hearth furnace (Figure.4.5) allows the stock to be transported through the furnace in discrete steps. Such furnaces have several attractive features, including: simplicity of design, ease of construction, ability to cater for different stock sizes (within limits), negligible water cooling energy losses and minimal physical marking of the stock. The main disadvantage of walking hearth furnaces is that the bottom face of the stock cannot be heated. This can he alleviated to some extent by maintaining large spaces between pieces of stock. Small spaces between the individual stock pieces limits the heating of the side 4. Furnaces 93Bureau of Energy Efficiency Figure 4.4 Pusher Type Furnaces Ch-04.qxd 2/23/2005 5:22 PM Page 93
- 6. faces and increases the potential for unacceptable temperature differences within the stock at discharge. Consequently, the stock residence time may be long, possibly several hours; this may have an adverse effect on furnace flexibility and the yield may be affected by scaling. iii) Rotary Hearth Furnace The rotary hearth furnace (Figure 4.6) has tended to supersede the recirculating bogie type. The heating and cooling effects introduced by the bogies are eliminated, so heat storage losses are 4. Furnaces 94Bureau of Energy Efficiency Figure 4.5 Walking Hearth Type Furnace Figure 4.6 Rotary Hearth Type Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 94
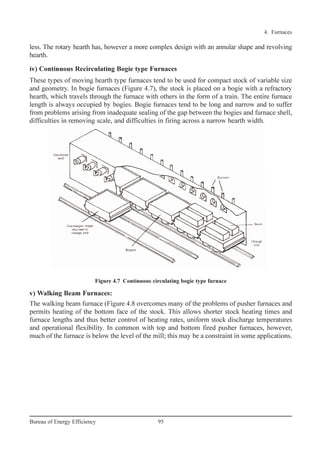
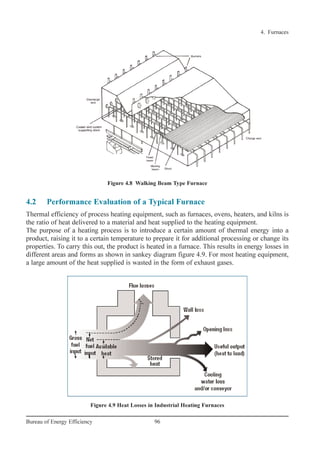
- 7. less. The rotary hearth has, however a more complex design with an annular shape and revolving hearth. iv) Continuous Recirculating Bogie type Furnaces These types of moving hearth type furnaces tend to be used for compact stock of variable size and geometry. In bogie furnaces (Figure 4.7), the stock is placed on a bogie with a refractory hearth, which travels through the furnace with others in the form of a train. The entire furnace length is always occupied by bogies. Bogie furnaces tend to be long and narrow and to suffer from problems arising from inadequate sealing of the gap between the bogies and furnace shell, difficulties in removing scale, and difficulties in firing across a narrow hearth width. v) Walking Beam Furnaces: The walking beam furnace (Figure 4.8 overcomes many of the problems of pusher furnaces and permits heating of the bottom face of the stock. This allows shorter stock heating times and furnace lengths and thus better control of heating rates, uniform stock discharge temperatures and operational flexibility. In common with top and bottom fired pusher furnaces, however, much of the furnace is below the level of the mill; this may be a constraint in some applications. 4. Furnaces 95Bureau of Energy Efficiency Figure 4.7 Continuous circulating bogie type furnace Ch-04.qxd 2/23/2005 5:22 PM Page 95
- 8. 4. Furnaces 96Bureau of Energy Efficiency Figure 4.8 Walking Beam Type Furnace Figure 4.9 Heat Losses in Industrial Heating Furnaces 4.2 Performance Evaluation of a Typical Furnace Thermal efficiency of process heating equipment, such as furnaces, ovens, heaters, and kilns is the ratio of heat delivered to a material and heat supplied to the heating equipment. The purpose of a heating process is to introduce a certain amount of thermal energy into a product, raising it to a certain temperature to prepare it for additional processing or change its properties. To carry this out, the product is heated in a furnace. This results in energy losses in different areas and forms as shown in sankey diagram figure 4.9. For most heating equipment, a large amount of the heat supplied is wasted in the form of exhaust gases. Ch-04.qxd 2/23/2005 5:22 PM Page 96
- 9. 4. Furnaces Material Handling Losses Many furnaces use equipment to convey the work into and out of the heating chamber, and this can also lead to heat losses. Conveyor belts or product hangers that enter the heating chamber cold and leave it at higher temperatures drain energy from the combustion gases. In car bottom furnaces, the hot car structure gives off heat to the room each time it rolls out of the furnace to load or remove work. This lost energy must be replaced when the car is returned to the furnace. Cooling Media Losses Water or air cooling protects rolls, bearings, and doors in hot furnace environments, but at the cost of lost energy. These components and their cooling media (water, air, etc.) become the con- duit for additional heat losses from the furnace. Maintaining an adequate flow of cooling media is essential, but it might be possible to insulate the furnace and load from some of these losses. These furnace losses include: • Heat storage in the furnace structure • Losses from the furnace outside walls or structure • Heat transported out of the furnace by the load conveyors, fixtures, trays, etc. • Radiation losses from openings, hot exposed parts, etc. • Heat carried by the cold air infiltration into the furnace • Heat carried by the excess air used in the burners. Stored Heat Loss: First, the metal structure and insulation of the furnace must be heated so their interior surfaces are about the same temperature as the product they contain. This stored heat is held in the structure until the furnace shuts down, then it leaks out into the surrounding area. The more frequently the furnace is cycled from cold to hot and back to cold again, the more frequently this stored heat must be replaced. Fuel is consumed with no useful output. Wall losses: Additional heat losses take place while the furnace is in production. Wall or transmission losses are caused by the conduction of heat through the walls, roof, and floor of the heating device, as shown in Figure 4.10. Once that heat reaches the outer skin of the furnace and radiates to the surrounding area or is carried away by air currents, it must be replaced by an equal amount taken from the combus- tion gases. This process continues as long as the furnace is at an elevated temperature. 97Bureau of Energy Efficiency Figure 4.10 Wall Losses Ch-04.qxd 2/23/2005 5:22 PM Page 97
- 10. 4. Furnaces 98Bureau of Energy Efficiency Radiation (Opening) Losses Furnaces and ovens operating at temperatures above 540°C might have significant radiation losses, as shown in Figure 4.11 Hot surfaces radiate energy to nearby colder surfaces, and the rate of heat transfer increases with the fourth power of the surface's absolute temperature. Anywhere or anytime there is an opening in the furnace enclosure, heat is lost by radiation, often at a rapid rate. Waste-gas Losses Waste-gas loss, also known as flue gas or stack loss, is made up of the heat that cannot be removed from the combustion gases inside the furnace. The reason is heat flows from the higher temperature source to the lower temperature heat receiver. Air Infiltration Excess air does not necessarily enter the furnace as part of the combustion air supply. It can also infiltrate from the surrounding room if there is a negative pressure in the furnace. Because of the draft effect of hot furnace stacks, negative pressures are fairly common, and cold air slips past leaky door seals, cracks and other open- ings in the furnace. Figure 4.12 illustrates air infil- tration from outside the furnace. Every time the door is opened, considerable amount of heat is lost. Economy in fuel can be achieved if the total heat that can be passed on to the stock is as large as possible. Direct method The efficiency of furnace can be judged by measuring the amount of fuel needed per unit weight of material. The quantity of heat to be imparted (Q) to the stock can be found from Q = m × Cp (t1 – t2) Where Q = Quantity of heat of stock in kCal m = Weight of the stock in kg Heat in the stock Thermal efficiency of the furnace Heat in the fuel consumed for heating the stock = Figure 4.11 Radiation Loss Figure 4.12 Air Infiltration from Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 98
- 11. Cp = Mean specific heat of stock in kCal/kg°C t1 = Final temperature of stock desired, °C t2 = Initial temperature of the stock before it enters the furnace, °C Indirect Method Similar to the method of evaluating boiler efficiency by direct method, furnace efficiency can also be calculated by indirect methods. Furnace efficiency is calculated after subtracting sensible heat loss in flue gas, loss due to moisture in flue gas, heat loss due to openings in furnace, heat loss through furnace skin and other unaccounted losses. In order to find out furnace efficiency using indirect method, various parameters that are required are hourly furnace oil consumption, material output, excess air quantity, temperature of flue gas, temperature of furnace at various zones, skin temperature and hot combustion air temperature. Instruments like infrared thermometer, fuel efficiency monitor, surface thermocouple and other measuring devices are required to measure the above parameters. Typical thermal efficiencies for common industrial furnaces are given in Table: 4.1 Example: Furnace Efficiency Calculation for a Typical Reheating Furnace An oil-fired reheating furnace has an operating temperature of around 1340°C. Average fuel consumption is 400 litres/hour. The flue gas exit temperature is 750 °C after air preheater. Air is preheated from ambient temperature of 40 °C to 190 °C through an air pre-heater. 4. Furnaces 99Bureau of Energy Efficiency Furnace Type Typical thermal efficiencies (%) 1) Low Temperature furnaces a. 540–980 o C (Batch type) 20–30 b. 540–980 o C (Continous type) 15–25 c. Coil Anneal (Bell) radiant type 5–7 d. Strip Anneal Muffle 7–12 2) High temperature furnaces a. Pusher, Rotary 7–15 b. Batch forge 5–10 3) Continuous Kiln a. Hoffman 25–90 b. Tunnel 20–80 4) Ovens a. Indirect fired ovens (20°C–370°C) 35–40 b. Direct fired ovens (20°C–370°C) 35–40 TABLE 4.1 THERMAL EFFICIENCIES FOR COMMON INDUSTRIAL FURNACES Ch-04.qxd 2/23/2005 5:22 PM Page 99
- 12. The furnace has 460 mm thick wall (x) on the billet extraction outlet side, which is 1 m high (D) and 1 m wide. The other data are as given below. Find out the efficiency of the furnace by both indirect and direct method. Exit flue gas temperature = 750°C Ambient temperature = 40°C Preheated air temperature = 190°C Specific gravity of oil = 0.92 Average fuel oil consumption = 400 Litres / hr = 400 × 0.92 =368 kg/hr Calorific value of oil = 10000 kCal/kg Average O2 percentage in flue gas = 12% Weight of stock = 6000 kg/hr Specific heat of Billet = 0.12 kCal/kg/°C Average surface temperature of heating + soaking zone = 122 °C Average surface temperature of area other than heating and soaking zone = 80 °C Area of heating + soaking zone = 70.18 m2 Area other than heating and soaking zone = 12.6 m2 Solution 1. Sensible Heat Loss in Flue Gas: Excess air = = 133% excess air Theoretical air required to burn 1 kg of oil = 14 kg Total air supplied = 14 x 2.33 kg / kg of oil = 32.62 kg / kg of oil Sensible heat loss = m x Cp × ∆T Where m = Weight of flue gas (Air +fuel) = 32.62 + 1.0 = 33.62 kg / kg of oil. 2 2% O % x100 21 O− 4. Furnaces 100Bureau of Energy Efficiency Ch-04.qxd 2/23/2005 5:22 PM Page 100
- 13. 4. Furnaces 101Bureau of Energy Efficiency Cp = Specific heat ∆T = Temperature difference Sensible Heat loss = 33.62 × 0.24 × (750- 40) = 5729 kCal / kg of oil 2. Loss Due to Evaporation of Moisture Present in Fuel % Heat Loss = Where, M - kg of Moisture in 1 kg of fuel oil (0.15 kg/kg of fuel oil) Tfg - Flue Gas Temperature, °C Tamb - Ambient temperature,°C GCV - Gross Calorific Value of Fuel, kCal/kg % Heat Loss = = 1.36 % 3. Loss Due to Evaporation of Water Formed due to Hydrogen in Fuel % Heat Loss = Where, H2 – kg of H2 in 1 kg of fuel oil (0.1123 kg/kg of fuel oil) = = 9.13 % 9 × 0.1123 × {584 0.45 (750–40)} 100 10000 + × 2 p fg amb9 × H × {584 C (T –T )} 100 GCV of fuel + × 0.15 × {584 0.45 (750–40 )} 100 10000 + × p f g ambM × {584 C (T –T )} 100 GCV of fuel + × % Heat Loss in Flue Gas = 5729 × 100 = 5 7.29% 10000 Ch-04.qxd 2/23/2005 5:22 PM Page 101
- 14. 4. Heat Loss due to Openings: If a furnace body has an opening on it, the heat in the furnace escapes to the outside as radiant heat. Heat loss due to openings can be calculated by computing black body radiation at furnace temperature, and multiplying these values with emissivity (usually 0.8 for furnace brick work), and the factor of radiation through openings. Factor for radiation through openings can be determined with the help of graph as shown in figure 4.13. The black body radiation losses can be directly computed from the curves as given in the figure 4.14 below. The reheating furnace in example has 460 mm thick wall (X) on the billet extraction outlet side, which is 1m high (D) and 1m wide. With furnace temperature of 1340°C, the quantity (Q) of radiation heat loss from the opening is calculated as follows: The shape of the opening is square and D/X = 1/0.46 = 2.17 The factor of radiation (Refer Figure 4.13) = 0.71 Black body radiation corresponding to 1340°C = 36.00 kCal/cm2 /hr (Refer Figure 4.14 on Black body radiation) Area of opening = 100 cm x 100 cm = 10000 cm2 Emissivity = 0.8 Total heat loss = 36 x 10000 x 0.71 x 0.8 = 204480 kCal/hr Equivalent fuel oil loss = 20.45 kg/hr % of heat loss through openings = 20.45 /368 x 100 = 5.56 % 4. Furnaces 102Bureau of Energy Efficiency Figure 4.13 Factor for Determining the Equivalent of Heat Release from Openings to the Quality of Heat Release from Perfect Black Body Ch-04.qxd 2/23/2005 5:22 PM Page 102
- 15. 5. Heat Loss through Furnace Skin: a. Heat loss through roof and sidewalls: Total average surface temperature = 122°C Heat loss at 122 °C (Refer Fig 4.26) = 1252 kCal / m2 / hr Total area of heating + soaking zone = 70.18 m2 Total heat loss = 1252 kCal / m2 / hr x 70.18 m2 = 87865 kCal/hr Equivalent oil loss (a) = 8.78 kg / hr b.Total average surface temperature of area other than heating and soaking zone = 80°C Heat loss at 80°C = 740 kCal / m2 / hr Total area = 12.6 m2 Total heat loss = 740 kCal / m2 / hr x 12.6 m2 = 9324 kCal/hr Equivalent oil loss (b) = 0.93 kg / hr Total loss of fuel oil = a + b = 9.71 kg/hr Total percentage loss = 9.71 x 100 / 368 = 2.64% 6. Unaccounted Loss These losses comprises of heat storage loss, loss of furnace gases around charging door and opening, heat loss by incomplete combustion, loss of heat by conduction through hearth, loss due to formation of scales. 4. Furnaces 103Bureau of Energy Efficiency Figure 4.14 Graph for Determining Black Body Radiation at a Particular Temperature Ch-04.qxd 2/23/2005 5:22 PM Page 103
- 16. Furnace Efficiency (Direct Method) Heat input = 400 litres / hr = 368 kg/hr Heat output = m × Cp × ∆T = 6000 kg × 0.12 × (1340 – 40) = 936000 kCal Efficiency = 936000 × 100 / (368 × 10000) = 25.43 % = 25% (app) Losses = 75% (app) Furnace Efficiency (Indirect Method) 1. Sensible Heat Loss in flue gas = 57.29% 2. Loss due to evaporation of moisture in fuel = 1.36 % 3. Loss due to evaporation of water formed from H2 in fuel = 9.13 % 4. Heat loss due to openings = 5.56 % 5. Heat loss through skin = 2.64% Total losses = 75.98% Furnace Efficiency = 100 – 75.98 = 24.02 % The instruments required for carrying out performance evaluation in a furnace is given in the Table 4.2. 4. Furnaces 104Bureau of Energy Efficiency TABLE 4.2 FURNACE INSTRUMENTATION Sl. Parameters Location of Instrument Required No. to be measured Measurement Required Value 1. Furnace soaking Soaking zone side wall Pt/Pt-Rh thermocouple 1200–1300°C zone temperature with indicator and recorder (reheating furnaces) 2. Flue gas Flue gas exit from Chromel Alummel 700°C furnace and entry to Thermocouple with max re-cuperator indicator 3. Flue gas After recuperator Hg in steel thermometer 300°C (max) 4. Furnace hearth pressure Near charging end side Low pressure +0.1 mm. of Wg in the heating zone wall over hearth level ring gauge 5. Flue gas analyser Near charging end side Fuel efficiency monitor 02% = 5 wall end side for oxygen & temperature t = 700°C (max) 6. Billet temperature Portable Infrared Pyrometer or ---- optical pyrometer Ch-04.qxd 2/23/2005 5:22 PM Page 104
- 17. 4.3 General Fuel Economy Measures in Furnaces Typical energy efficiency measures for an industry with furnace are: 1) Complete combustion with minimum excess air 2) Correct heat distribution 3) Operating at the desired temperature 4) Reducing heat losses from furnace openings 5) Maintaining correct amount of furnace draught 6) Optimum capacity utilization 7) Waste heat recovery from the flue gases 8) Minimum refractory losses 9) Use of Ceramic Coatings 1. Complete Combustion with Minimum Excess Air: The amount of heat lost in the flue gases (stack losses) depends upon amount of excess air. In the case of a furnace carrying away flue gases at 900°C, % heat lost is shown in table 4.3: 4. Furnaces 105Bureau of Energy Efficiency To obtain complete combustion of fuel with the minimum amount of air, it is necessary to control air infiltration, maintain pressure of combustion air, fuel quality and excess air monitoring Higher excess air will reduce flame tempera- ture, furnace temperature and heating rate. On the other hand, if the excess air is less, then unburnt components in flue gases will increase and would be carried away in the flue gases through stack. The figure 4.15 also indicates relation between air ratio and exhaust gas loss. The optimization of combustion air is the most attractive and economical measure for energy conservation. The impact of this measure is higher when the temperature of furnace is high. Air ratio is the value that is given by dividing the actual air amount by the theoretical combustion air amount, and it represents the extent of excess of air. Figure 4.15 Relation Between Air Ratio and Exhaust Gas Loss Excess Air % of total heat in the fuel carried away by waste gases (flue gas temp. 900°C) 25 48 50 55 75 63 100 71 TABLE 4.3 HEAT LOSS IN FLUE GAS BASED ON EXCESS AIR LEVEL Ch-04.qxd 2/23/2005 5:22 PM Page 105
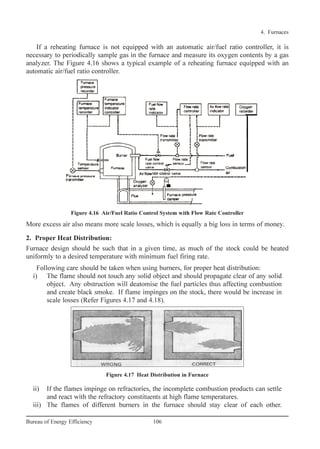
- 18. 4. Furnaces 106Bureau of Energy Efficiency If a reheating furnace is not equipped with an automatic air/fuel ratio controller, it is necessary to periodically sample gas in the furnace and measure its oxygen contents by a gas analyzer. The Figure 4.16 shows a typical example of a reheating furnace equipped with an automatic air/fuel ratio controller. More excess air also means more scale losses, which is equally a big loss in terms of money. 2. Proper Heat Distribution: Furnace design should be such that in a given time, as much of the stock could be heated uniformly to a desired temperature with minimum fuel firing rate. Following care should be taken when using burners, for proper heat distribution: i) The flame should not touch any solid object and should propagate clear of any solid object. Any obstruction will deatomise the fuel particles thus affecting combustion and create black smoke. If flame impinges on the stock, there would be increase in scale losses (Refer Figures 4.17 and 4.18). ii) If the flames impinge on refractories, the incomplete combustion products can settle and react with the refractory constituents at high flame temperatures. iii) The flames of different burners in the furnace should stay clear of each other. Figure 4.16 Air/Fuel Ratio Control System with Flow Rate Controller Figure 4.17 Heat Distribution in Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 106
- 19. If they intersect, inefficient combustion would occur. It is desirable to stagger the burners on the opposite sides. iv) The burner flame has a tendency to travel freely in the combustion space just above the material. In small furnaces, the axis of the burner is never placed parallel to the hearth but always at an upward angle. Flame should not hit the roof. v) The larger burners produce a long flame, which may be difficult to contain within the furnace walls. More burners of less capacity give better heat distribution in the furnace and also increase furnace life. vi) For small furnaces, it is desirable to have a long flame with golden yellow colour while firing furnace oil for uniform heating. The flame should not be too long that it enters the chimney or comes out through the furnace top or through doors. In such cases, major portion of additional fuel is carried away from the furnace. 3. Maintaining Optimum Operating Temperature of Furnace : It is important to operate the furnace at optimum temperature. The operating temperatures of various furnaces are given in Table 4.4. Operating at too high temperatures than optimum causes heat loss, excessive oxidation, de- carbonization as well as over-stressing of the refractories. These controls are normally left to operator judgment, which is not desirable. To avoid human error, on/off controls should be provided. 4. Prevention of Heat Loss through Openings Heat loss through openings consists of the heat loss by direct radiation through openings and the heat loss caused by combustion gas that leaks through openings. The heat loss from an opening can also be calculated using the following formula: 4. Furnaces 107Bureau of Energy Efficiency Figure 4.18 Alignment of Burners in Furnace Slab Reheating furnaces 1200°C Rolling Mill furnaces 1200°C Bar furnace for Sheet Mill 800°C Bogey type annealing furnaces 650°C–750°C TABLE 4.4 OPERATING TEMPERATURE OF VARIOUS FURNACES Ch-04.qxd 2/23/2005 5:22 PM Page 107
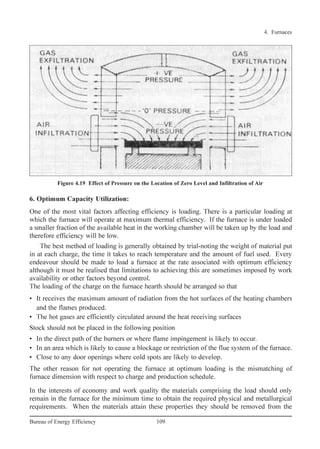
- 20. where T: absolute temperature (K) a: factor for total radiation A: area of opening, m2 H: time (Hr) This is explained by an example as follows. A reheating furnace with walls 460 mm thick (X) has a billet extraction outlet, which is 1 m high (D) and 1 m wide. When the furnace temperature is 1,340°C the quantity (Q) of radiation heat loss from this opening is evaluated as follows. The shape of opening is square, and D/X = l/0.46 = 2.17. Thus, the factor for total radiation is 0.71 (refer Figure 4.13) and we get If the furnace pressure is slightly higher than outside air pressure (as in case of reheating furnace) during its operation, the combustion gas inside may blow off through openings and heat is lost with that. But damage is more, if outside air intrudes into the furnace, making temperature distribution uneven and oxidizing billets. This heat loss is about 1% of the total quantity of heat generated in the furnace, if furnace pressure is controlled properly. 5. Control of furnace draft: If negative pressures exist in the furnace, air infiltration is liable to occur through the cracks and openings thereby affecting air-fuel ratio control. Tests conducted on apparently airtight furnaces have shown air infiltration up to the extent of 40%. Neglecting furnaces pressure could mean problems of cold metal and non-uniform metal temperatures, which could affect subsequent operations like forging and rolling and result in increased fuel consumption. For optimum fuel consumption, slight positive pressure should be maintained in the furnace as shown in Figure 4.19.Ex-filtration is less serious than infiltration. Some of the associated problems with ex filtration are leaping out of flames, overheating of the furnace refractories leading to reduced brick life, increased furnace maintenance, burning out of ducts and equipments attached to the furnace, etc. In addition to the proper control on furnace pressure, it is important to keep the openings as small as possible and to seal them in order to prevent the release of high temperature gas and intrusion of outside air through openings such as the charging inlet, extracting outlet and peep- hole on furnace walls or the ceiling. 4 1340 273 4.88 0.71 1 2,34,500kCal/hr 100 + = × × × = Q 4 4.88 100 = × × × × T Q a A H 4. Furnaces 108Bureau of Energy Efficiency Ch-04.qxd 2/23/2005 5:22 PM Page 108
- 21. 4. Furnaces 109Bureau of Energy Efficiency 6. Optimum Capacity Utilization: One of the most vital factors affecting efficiency is loading. There is a particular loading at which the furnace will operate at maximum thermal efficiency. If the furnace is under loaded a smaller fraction of the available heat in the working chamber will be taken up by the load and therefore efficiency will be low. The best method of loading is generally obtained by trial-noting the weight of material put in at each charge, the time it takes to reach temperature and the amount of fuel used. Every endeavour should be made to load a furnace at the rate associated with optimum efficiency although it must be realised that limitations to achieving this are sometimes imposed by work availability or other factors beyond control. The loading of the charge on the furnace hearth should be arranged so that • It receives the maximum amount of radiation from the hot surfaces of the heating chambers and the flames produced. • The hot gases are efficiently circulated around the heat receiving surfaces Stock should not be placed in the following position • In the direct path of the burners or where flame impingement is likely to occur. • In an area which is likely to cause a blockage or restriction of the flue system of the furnace. • Close to any door openings where cold spots are likely to develop. The other reason for not operating the furnace at optimum loading is the mismatching of furnace dimension with respect to charge and production schedule. In the interests of economy and work quality the materials comprising the load should only remain in the furnace for the minimum time to obtain the required physical and metallurgical requirements. When the materials attain these properties they should be removed from the Figure 4.19 Effect of Pressure on the Location of Zero Level and Infiltration of Air Ch-04.qxd 2/23/2005 5:22 PM Page 109
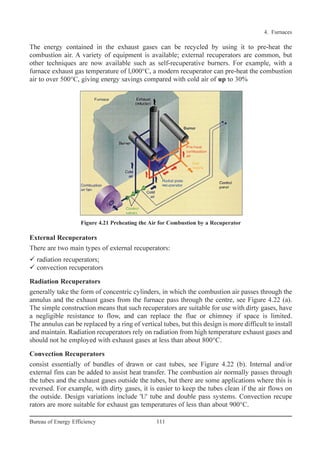
- 22. furnace to avoid damage and fuel wastage. The higher the working temperature, higher is the loss per unit time. The effect on the materials by excessive residence time will be an increase in surface defects due to oxidation. The rate of oxidation is dependent upon time, temperature, as well as free oxygen content. The possible increase in surface defects can lead to rejection of the product. It is therefore essential that coordination between the furnace operator, production and planning personnel be maintained. Optimum utilization of furnace can be planned at design stage. Correct furnace for the jobs should be selected considering whether continuous or batch type furnace would be more suitable. For a continuous type furnace, the overall efficiency will increase with heat recuperation from the waste gas stream. If only batch type furnace is used, careful planning of the loads is important. Furnace should be recharged as soon as possible to enable use of residual furnace heat. 7. Waste Heat Recovery from Furnace Flue Gases: In any industrial furnace the products of combustion leave the furnace at a temper- ature higher than the stock temperature. Sensible heat losses in the flue gases, while leaving the chimney, carry 35 to 55 per cent of the heat input to the furnace. The higher the quantum of excess air and flue gas temperature, the higher would be the waste heat availability. Waste heat recovery should be considered after all other energy conservation mea- sures have been taken. Minimizing the generation of waste heat should be the primary objective. The sensible heat in flue gases can be generally recovered by the following methods. (Figure 4.20) • Charge (stock) preheating, • Preheating of combustion air, • Utilizing waste heat for other process (to generate steam or hot water by a waste heat boiler) Charge Pre-heating When raw materials are preheated by exhaust gases before being placed in a heating furnace, the amount of fuel necessary to heat them in the furnace is reduced. Since raw materials are usually at room temperature, they can be heated sufficiently using high-temperature gas to reduce fuel consumption rate. Preheating of Combustion Air For a long time, the preheating of combustion air using heat from exhaust gas was not used except for large boilers, metal-heating furnaces and high-temperature kilns. This method is now being employed in compact boilers and compact industrial furnaces as well. (Refer Figure 4.21) 4. Furnaces 110Bureau of Energy Efficiency Figure 4.20 Waste Heat Recovery from a Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 110
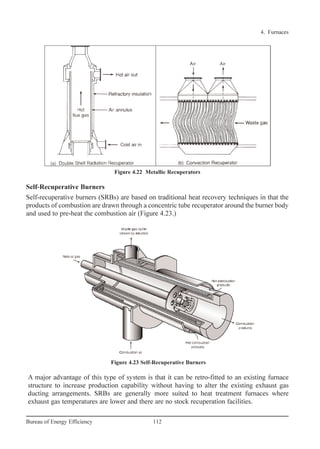
- 23. External Recuperators There are two main types of external recuperators: radiation recuperators; convection recuperators Radiation Recuperators generally take the form of concentric cylinders, in which the combustion air passes through the annulus and the exhaust gases from the furnace pass through the centre, see Figure 4.22 (a). The simple construction means that such recuperators are suitable for use with dirty gases, have a negligible resistance to flow, and can replace the flue or chimney if space is limited. The annulus can be replaced by a ring of vertical tubes, but this design is more difficult to install and maintain. Radiation recuperators rely on radiation from high temperature exhaust gases and should not he employed with exhaust gases at less than about 800°C. Convection Recuperators consist essentially of bundles of drawn or cast tubes, see Figure 4.22 (b). Internal and/or external fins can be added to assist heat transfer. The combustion air normally passes through the tubes and the exhaust gases outside the tubes, but there are some applications where this is reversed. For example, with dirty gases, it is easier to keep the tubes clean if the air flows on the outside. Design variations include 'U' tube and double pass systems. Convection recupe rators are more suitable for exhaust gas temperatures of less than about 900°C. 4. Furnaces 111Bureau of Energy Efficiency Figure 4.21 Preheating the Air for Combustion by a Recuperator The energy contained in the exhaust gases can be recycled by using it to pre-heat the combustion air. A variety of equipment is available; external recuperators are common, but other techniques are now available such as self-recuperative burners. For example, with a furnace exhaust gas temperature of l,000°C, a modern recuperator can pre-heat the combustion air to over 500°C, giving energy savings compared with cold air of up to 30% Ch-04.qxd 2/23/2005 5:22 PM Page 111
- 24. Self-Recuperative Burners Self-recuperative burners (SRBs) are based on traditional heat recovery techniques in that the products of combustion are drawn through a concentric tube recuperator around the burner body and used to pre-heat the combustion air (Figure 4.23.) A major advantage of this type of system is that it can be retro-fitted to an existing furnace structure to increase production capability without having to alter the existing exhaust gas ducting arrangements. SRBs are generally more suited to heat treatment furnaces where exhaust gas temperatures are lower and there are no stock recuperation facilities. 4. Furnaces 112Bureau of Energy Efficiency Figure 4.22 Metallic Recuperators Figure 4.23 Self-Recuperative Burners Ch-04.qxd 2/23/2005 5:22 PM Page 112
- 25. Estimation of fuel savings By using preheated air for combustion, fuel can be saved. The fuel saving rate is given by the following formula: where S: fuel saving rate, % F: Calorific value of fuel (kCal/kg fuel) P: quantity of heat brought in by preheated air (kCal/kg fuel) Q: quantity of heat taken away by exhaust gas (kCal/kg fuel) By this formula, fuel saving rates for heavy oil and natural gas were calculated for various temperatures of exhaust gas and preheated air. The results are shown in the following Figure 4.24 and Figure 4.25. 100(%)= × + − P S F P Q 4. Furnaces 113Bureau of Energy Efficiency Figure 4.24 Fuel Conservation Rate when Oil is Used Ch-04.qxd 2/23/2005 5:22 PM Page 113
- 26. For example, when combustion air for heavy oil is preheated to 400°C by a heat exchanger with an inlet temperature of 800 °C, the fuel conservation rate is estimated to be about 20 percent. When installing a recuperator in a continuous steel reheating furnace, it is important to choose a preheated air temperature that will balance the fuel saving effect and the invested cost for the equipment. Also, the following points should be checked: • Draft of exhaust gas: When exhaust gas goes through a recuperator, its draft resistance usually causes a pressure loss of 5–10 mm H2O. Thus, the draft of stack should be checked. • Air blower for combustion air: While the air for combustion goes through a recuperator, usually 100–200 mm H2O pressure is lost. Thus, the discharge pressure of air blower should be checked, and the necessary pressure should be provided by burners. Since the volume of air is increased owing to its preheating, it is necessary to be careful about the modification of air-duct diameters and blowers. As for the use of combustion gases resulting from high-density oils with a high sulphur content, care must be taken to avoid problems such as clogging with dust or sulphides, corrosion or increases in nitrogen oxides. Utilizing Waste Heat as a Heat Source for Other Processes The temperature of heating-furnace exhaust gas can be as high as 400–600 °C, even after heat has been recovered from it. When a large amount of steam or hot water is needed in a plant, installing a waste heat boiler to produce the steam or hot water using the exhaust gas heat is preferred. If the exhaust gas heat is suitable for equipment in terms of heat quantity, temperature range, operation time etc., the fuel consumption can be greatly reduced. In one case, exhaust gas from a quenching furnace was used as a heat source in a tempering furnace so as to obviate the need to use fuel for the tempering furnace itself. 4. Furnaces 114Bureau of Energy Efficiency Figure 4.25 Fuel Conservation Rate when Natural Gas is Used Ch-04.qxd 2/23/2005 5:22 PM Page 114
- 27. 8. Minimising Wall Losses: About 30–40% of the fuel input to the furnace generally goes to make up for heat losses in intermittent or continuous furnaces. The appropriate choice of refractory and insulation materials goes a long way in achieving fairly high fuel savings in industrial furnaces. The heat losses from furnace walls affect the fuel economy considerably. The extent of wall losses depend on: • Emissivity of wall • Thermal conductivity of refractories • Wall thickness • Whether furnace is operated continuously or intermittently Heat losses can be reduced by increasing the wall thickness, or through the application of insulating bricks. Outside wall temperatures and heat losses of a composite wall of a certain thickness of firebrick and insulation brick are much lower, due to lesser conductivity of insulating brick as compared to a refractory brick of similar thickness. In the actual operation in most of the small furnaces the operating periods alternate with the idle periods. During the off period, the heat stored in the refractories during the on period is gradually dissipated, mainly through radiation and convection from the cold face. In addition, some heat is abstracted by air flowing through the furnace. Dissipation of stored heat is a loss, because the lost heat is again imparted to the refractories during the heat "on" period, thus consuming extra fuel to generate that heat. If a furnace is operated 24 hours, every third day, practically all the heat stored in the refractories is lost. But if the furnace is operated 8 hours per day all the heat stored in the refractories is not dissipated. For a furnace with a firebrick wall of 350 mm thickness, it is estimated that 55 percent of the heat stored in the refractories is dissipated from the cold surface during the 16 hours idle period. Furnace walls built of insulating refractories and cased in a shell reduce the flow of heat to the surroundings. Prevention of Radiation Heat Loss from Surface of Furnace The quantity of heat release from surface of furnace body is the sum of natural convection and thermal radiation. This quantity can be calculated from surface temperatures of furnace. The temperatures on furnace surface should be measured at as many points as possible, and their average should be used. If the number of measuring points is too small, the error becomes large. The quantity (Q) of heat release from a reheating furnace is calculated with the following formula: where Q: Quantity of heat released (kCal/hr) a : factor regarding direction of the surface of natural convection ceiling = 2.8, side walls = 2.2, hearth = 1.5 tl : temperature of external wall surface of the furnace (°C) t2 : temperature of air around the furnace (°C) E: emissivity of external wall surface of the furnace 4 4 5/ 4 1 2 1 2 273 273 ( ) 4.88 100 100 + + = × − + × − t t Q a t t E 4. Furnaces 115Bureau of Energy Efficiency Ch-04.qxd 2/23/2005 5:22 PM Page 115
- 28. The first term of the formula above represents the quantity of heat release by natural convection, and the second term represents the quantity of heat release by radiation. The following Figure 4.26 shows the relation between the temperature of external wall surface and the quantity of heat release calculated with this formula. This is explained with an example as follows: There is a reheating furnace whose ceiling; side walls and hearth have 20 m2 , 50 m2 and 20 m2 of surface area respectively. Their surface temperatures are measured, and the averages are 80°C, 90°C and 100°C respec- tively. Evaluate the quantity of heat release from the whole surface of this furnace. From the Figure 4.26, the quantities of heat release from ceiling, side walls and hearth per unit area are respectively 650 kCal/m2 h, 720 kCal/m2 h and 730 kCal/m2 h. Therefore, the total quantity of heat release is Q = 650×20+720×50+730×20 = 13000 + 36000 +14600= 63,600 kCal/hr Use of Ceramic Fibre Ceramic fibre is a low thermal mass refractory used in the hot face of the furnace and fastened to the refractory walls. Due to its low thermal mass the storage losses are minimized. This results in faster heating up of furnace and also faster cooling. Energy savings by this application is possible only in intermittent furnaces. More details about ceramic fibre are given in the chapter on insulation and refractories. 9. Use of Ceramic Coatings Ceramic coatings in furnace chamber promote rapid and efficient transfer of heat, uniform heating and extended life of refractories. The emissivity of conventional refractories decreases 4. Furnaces 116Bureau of Energy Efficiency Figure 4.26 Quantity of Heat Release at Various Temperatures Ch-04.qxd 2/23/2005 5:22 PM Page 116
- 29. 4.4 Case Study In a rerolling mill, following energy conservation measure was implemented and savings achieved are explained below: Saving by Installing a Recuperator This plant had a continuous pusher type billet-reheating furnace. The furnace consists of two burners at the heating zone. The furnace is having a length of 40 ft. Annual furnace oil consumption is 620 kL. The furnace did not have any waste heat recovery device. The flue gas temperature is found to be 650°C. To tap this potential heat the unit has installed a recuperator device. It was possible to preheat the combustion air to 325°C. By resorting to this measure, there was 15% fuel saving which is 93 kL of oil per annum. 4. Furnaces 117Bureau of Energy Efficiency with increase in temperature whereas for ceramic coatings it increases. This outstanding property has been exploited for use in hot face insulation. Ceramic coatings are high emissivity coatings which when applied has a long life at temperatures up to 1350°C. The coatings fall into two general categories-those used for coating metal substrates, and those used for coating refractory substrates. The coatings are non-toxic, non-flammable and water based. Applied at room temperatures, they are sprayed and air dried in less than five minutes. The coatings allow the substrate to maintain its designed metallurgical properties and mechanical strength. Installation is quick and can be completed during shut down. Energy savings of the order of 8–20% have been reported depending on the type of furnace and operating conditions. 10. Fish Bone Diagram for Energy Conservation Analysis in Furnaces All the possible measures discussed can be incorporated in furnace design and operation. The figure 4.27 shows characteristics diagram of energy conservation for a fuel-fired furnace. Figure 4.27 Characteristic Diagram of Energy Conservation for Reheating Furnace Ch-04.qxd 2/23/2005 5:22 PM Page 117
- 30. QUESTIONS 1. What do you understand by intermittent and continuous furnaces? 2. What are the parameters to be considered in the design of an efficient furnace? 3. Why do furnaces operate at low efficiency? What are the methods by which furnace efficiencies can be improved? 4. What are the major losses in a furnace? 5. How is the furnace performance evaluated by direct method? 6. How is the furnace performance evaluated by indirect method? 7. What are the instruments required for undertaking performance evaluation of the furnace? 8. What are the disadvantages of excess air in a furnace? 9. For the same excess air the heat loss will be (a) higher at higher temperatures (b) same at higher temperatures (c) lower at higher temperatures (d) has no impact on temperatures 10. Scale losses will (a) increase with excess air (b) decrease with excess air (c) will have no relation with excess air (d) will increase with nitrogen in air 11. What care should be taken when using furnace for proper heat distribution in a furnace? 12. What is the impact of flame impingement on the refractory? 13. Explain why a flame should not touch the stock.? 14. List down the adverse impacts of operating the furnace at temperatures higher than required. 15. Discuss how heat loss takes place through openings. 16. What are the advantages and disadvantages of operating the furnace at a positive pressure? 17. How is the furnace loading related to energy consumption? 18. Discuss some of the practical difficulties in optimizing the loading of the furnace. 19. What are the methods of waste heat recovery in a furnace? 20. Explain the term recuperator: 21. The exhaust gas is leaving the furnace at 1000°C. A recuperator is to be installed for pre heating the combustion air to 300°C. Using the chart provided in this chapter. Find out the fuel savings. 22. For the same conditions given in the earlier problem find out the saving if natural gas is used 4. Furnaces 118Bureau of Energy Efficiency Ch-04.qxd 2/23/2005 5:22 PM Page 118
- 31. 4. Furnaces 119Bureau of Energy Efficiency REFERENCES 1. Coal and Industrial Furnaces – Department of Coal Publications, Government of India 2. Fuel Economy in furnaces and Waste heat recovery-PCRA 3. Industrial Furnaces (Vol-2) by W.Trinks, John Wiley and Sons Inc, Newyork, 1925. 4. Output of seminar on energy conservation in iron and steel industry - Sponsored by United Nations Industrial Development Organization (UNIDO) and Ministry of International Trade and Industry (MITI), Japan www.pcra.org 23. What are the precautions to be taken when retrofitting the recuperator in the existing furnace. 24. Give two examples of utilizing furnace waste heat for other processes. 25. What are the parameters on which the wall losses depends? 26. What are the methods by which wall losses can be reduced? 27. How does ceramic fibre save energy in the furnace? 28. Ceramic fibre gives the maximum savings when used in (a) continuous furnace (b) batch furnace (c) arc furnace (d) induction furnace 29. How does ceramic coatings help in reducing energy consumption? 30. Explain how you would undertake an energy audit of a batch type heat treatment furnace. 31. Find out the efficiency of reheating furnaces by direct method from the following data: a) Dimension of hearth of reheating furnace = 2m × 4m b) Rate of heating of stock = 125 kg/m2 /hr. c) Temperature of heated stock = 1030°C d) Ambient air temperature = 30°C e) Calorific value of fuel oil = 10200 kCal/kg f) Specific gravity of fuel oil = 95 g) Fuel consumption during 8 hrs. of shift = 1980 liters. h) Mean specific heat of stock = 0.6 kCal/kg/K 32. Calculate the radiation heat loss through a opening in the furnace for a period of eight hours from the data given below a) a reheating furnace with walls 460 mm thick (X) has a billet extraction outlet which is 1m high and 1m wide. Furnace operating temperature is 1350°C. The factor total radiation for the opening is 0.71. Ch-04.qxd 2/23/2005 5:22 PM Page 119